一种焊缝横截面熔池凝固原位观察设备及方法
本发明涉及焊接,具体而言,涉及一种焊缝横截面熔池凝固原位观察设备及方法。
背景技术:
1、焊接是一种动态的不平衡的冶金过程,焊接时液态金属-熔渣-气体之间在熔池中进行了激烈的冶金反应。研究熔池金属的凝固行为对于分析焊接缺陷的形成过程与产生机理、焊缝组织演变、焊缝质量控制等至关重要。利用高速摄像机对焊接熔池进行拍摄是当前研究焊接熔池特征及凝固行为的重要方法。
2、但是,当前利用高速摄像观察焊接熔池主要是观察焊接熔池表面特征,无法对焊接熔池横截面进行有效观察,而焊缝横截面熔池金属的凝固行为,往往最能反映焊接的真实过程。尽管已有研究提出了“三明治”激光焊接熔池观察试验方法,但该方法只能观察焊缝纵向的熔池凝固特征,仍然无法观察焊缝横截面熔池凝固行为,而且该方法主要用于激光焊接熔池的观察,受工艺方法的局限性,无法用于熔化极气体保护焊、钨极氩弧焊、等离子焊等方法的熔池观察。
技术实现思路
1、本发明解决的技术问题是:现有的利用高速摄像观察焊接熔池的方法,无法对焊接熔池横截面进行有效观察。
2、为解决上述技术问题,本发明采用的技术方案为:
3、一种焊缝横截面熔池凝固原位观察设备,包括第一安装平台和第二安装平台,所述第一安装平台的上端面设有用于安装第一试样的第一定位槽,所述第二安装平台紧贴所述第一安装平台的侧壁设置,且位于所述第一定位槽长度方向的末端,所述第二安装平台的上端面设有用于安装第二试样的第二定位槽,所述第二安装平台上设有高温观察窗,所述高温观察窗位于所述第二定位槽的正下方,所述第二安装平台的高度可调节。
4、较佳地,所述第二安装平台的下端通过气缸安装在所述第一安装平台上。
5、较佳地,所述高温观察窗的承受温度范围为1200℃以上。
6、较佳地,所述高温观察窗的厚度为5-10mm。
7、本发明还提供了一种焊缝横截面熔池凝固原位观察方法,基于如上所述的焊缝横截面熔池凝固原位观察设备,包括:
8、步骤s1、将第一试样和第二试样分别安装在第一定位槽和第二定位槽中,通过调整第二安装平台的高度,使所述第一试样与所述第二试样对齐且处于紧密接触的状态;
9、步骤s2、以所述第二试样的侧面为起始焊接位置朝向所述第一试样进行焊接,当焊接到达所述第一试样与所述第二试样的交界面预设时间后,升起所述第二安装平台,以使高温观察窗正对所述第一试样的侧面,并使用拍摄装置透过所述高温观察窗对焊接熔池横截面进行拍摄。
10、较佳地,所述步骤s2中,所述预设时间为0.1-0.2s。
11、较佳地,所述步骤s2中,所述焊接采用的方法包括激光焊、电子束焊、等离子焊、tig焊和熔化极气体保护焊中的一种。
12、较佳地,所述步骤s1中,所述第一试样和第二试样的材质相同。
13、较佳地,所述步骤s2中,所述拍摄装置为高速相机。
14、较佳地,所述步骤s2中,所述焊接的速度为0.2-0.8m/min。
15、与现有技术相比,采用本发明提供的设备并结合本发明提供的焊缝横截面熔池凝固原位观察方法,当焊接到达所述第一试样与所述第二试样的交界面预设时间后,升起所述第二安装平台,以使高温观察窗正对所述第一试样的侧面,然后使用拍摄装置透过所述高温观察窗对焊接熔池横截面进行拍摄,能够清晰地拍摄到焊缝横截面熔池的形貌特征,实现对整个焊接熔池横截面的原位观察,为研究分析焊接熔池凝固行为提供了重要观察手段。
技术特征:
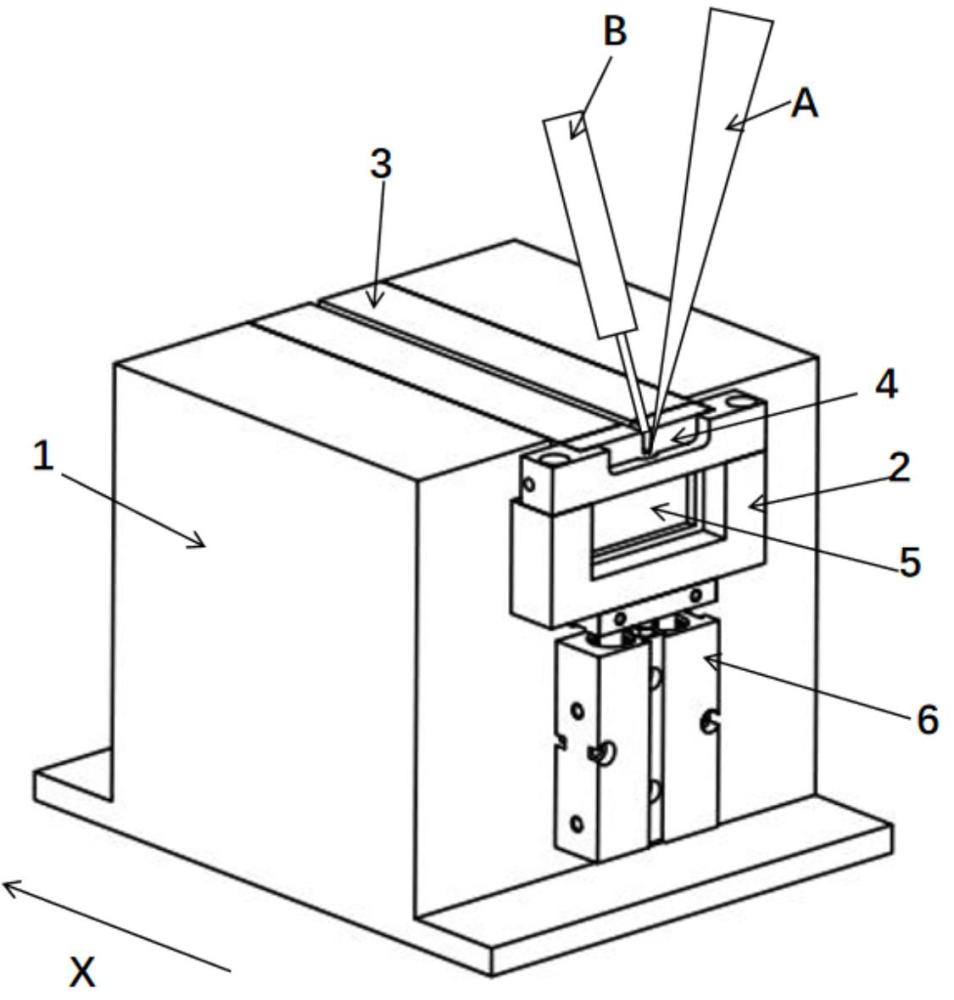
1.一种焊缝横截面熔池凝固原位观察设备,其特征在于,包括第一安装平台(1)和第二安装平台(2),所述第一安装平台(1)的上端面设有用于安装第一试样(3)的第一定位槽,所述第二安装平台(2)紧贴所述第一安装平台(1)的侧壁设置,且位于所述第一定位槽长度方向的末端,所述第二安装平台(2)的上端面设有用于安装第二试样(4)的第二定位槽,所述第二安装平台(2)上设有高温观察窗(5),所述高温观察窗(5)位于所述第二定位槽的正下方,所述第二安装平台(2)的高度可调节。
2.根据权利要求1所述的焊缝横截面熔池凝固原位观察设备,其特征在于,所述第二安装平台(2)的下端通过气缸(6)安装在所述第一安装平台(1)上。
3.根据权利要求1所述的焊缝横截面熔池凝固原位观察设备,其特征在于,所述高温观察窗(5)的承受温度范围为1200℃以上。
4.根据权利要求3所述的焊缝横截面熔池凝固原位观察设备,其特征在于,所述高温观察窗(5)的厚度为5-10mm。
5.一种焊缝横截面熔池凝固原位观察方法,基于权利要求1-4任一项所述的焊缝横截面熔池凝固原位观察设备,其特征在于,包括:
6.根据权利要求5所述的焊缝横截面熔池凝固原位观察方法,其特征在于,所述步骤s2中,所述预设时间为0.1-0.2s。
7.根据权利要求5所述的焊缝横截面熔池凝固原位观察方法,其特征在于,所述步骤s2中,所述焊接采用的方法包括激光焊、电子束焊、等离子焊、tig焊和熔化极气体保护焊中的一种。
8.根据权利要求5所述的焊缝横截面熔池凝固原位观察方法,其特征在于,所述步骤s1中,所述第一试样(3)和所述第二试样(4)的材质相同。
9.根据权利要求5所述的焊缝横截面熔池凝固原位观察方法,其特征在于,所述步骤s2中,所述拍摄装置为高速相机。
10.根据权利要求9所述的焊缝横截面熔池凝固原位观察方法,其特征在于,所述步骤s2中,所述焊接的速度为0.2-0.8m/min。
技术总结
本发明涉及焊接技术领域,具体而言,涉及一种焊缝横截面熔池凝固原位观察设备及方法。采用本发明提供的设备并结合本发明提供的焊缝横截面熔池凝固原位观察方法,当焊接到达所述第一试样与所述第二试样的交界面预设时间后,升起所述第二安装平台,以使高温观察窗正对所述第一试样的侧面,然后使用拍摄装置透过所述高温观察窗对焊接熔池横截面进行拍摄,能够清晰地拍摄到焊缝横截面熔池的形貌特征,实现对整个焊接熔池横截面的原位观察,为研究分析焊接熔池凝固行为提供了重要观察手段。
技术研发人员:雷振,崔秀芳,曹浩,金国,徐富家,张彦东,李林,温子缘
受保护的技术使用者:哈尔滨工程大学
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!