一种汽车高强板冲压模具的检测装置的制作方法
本技术涉及冲压模具检测,尤其是涉及一种汽车高强板冲压模具的检测装置。
背景技术:
1、目前冲压模具,是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法,现有技术的汽车冲压模具生产后需要对其表面进行检测,检测是否有缝隙,但是现有的检测装置对冲压模具检测时十分麻烦,无法对冲压模具的表面进行多方位多角度的检测,检测的不全面,同时对冲压模具的固定比较差,影响检测效果。
2、相关技术中,专利公开号cn112345705a提供了一种汽车冲压模具多方位检测装置,包括底座,所述底座上端的两侧分别固定安装有第一固定板和第二固定板,所述第一固定板和所述第二固定板之间分别活动安装有第一旋转螺杆和两根第二旋转螺杆,所述第一旋转螺杆的表面活动套设有移动板,所述移动板与所述第一旋转螺杆螺纹连接,所述移动板与所述第一固定板相对面的两侧均固定安装有固定吸盘,使用者推动推杆,推杆带动挡块在进气槽的内部进行移动,挡块带动复位弹簧进行拉伸,挡块移动时,挡块与通孔脱离,使得空气进入到固定吸盘的内部,使得固定吸盘与冲压模具的表面脱离,从而便于冲压模具的快速拆卸。
3、对于上述中的相关技术,仅仅通过两个固定吸盘对冲压模具进行固定,并不能起到对模具固定稳固的效果,而若模具工作不牢固,在检测探头旋转至其底部时,存在模具掉落甚至砸到探头的风险。
技术实现思路
1、为了改善模具固定不牢固的问题,本技术提供一种汽车高强板冲压模具的检测装置。
2、本技术提供的一种汽车高强板冲压模具的检测装置采用如下的技术方案:
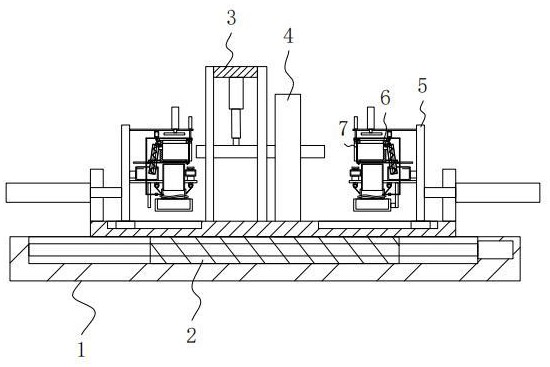
3、一种汽车高强板冲压模具的检测装置,包括底座、滑移设置于所述底座上的支架、安装于所述底座上的夹持架以及安装于所述底座上的检测架;所述夹持架设置有用于夹持模具的夹持机构,所述检测架设置有用于对模具进行检测的测试机构;
4、所述支架设置有用于固定模具的固定机构、用于实现所述固定机构与模具适配的调节机构、以及用于对模具固定是否牢固进行实时监测的监测机构;所述固定机构包括两个滑移于所述支架上的支撑架、与所述支撑架固定连接的固定箱、用于给所述固定箱内添加定型料的供给组件、以及用于对所述固定箱内定型料进行预压的压力组件,所述固定箱朝向模具的一侧以及顶部侧面均为开口设置,所述固定箱在其侧面开口处升降设置有开启板,所述固定箱靠近于所述开启板位置设置有用于隔离定型料与模具的隔离组件。
5、可选的,所述供给组件包括装有定型料的供给箱、用于输送定型料的螺旋输送机以及用于对定型料进行固化的固化部,所述供给箱固定在所述支撑架上,所述螺旋输送机的进料口位于所述供给箱内且出料口与所述固定箱的侧壁连接。
6、可选的,所述固化部包括装有固化剂的固化箱、以及与固化箱底端连接的软管以及设置于所述固定箱底端开口处的电磁阀,所述软管的另一端也与所述固定箱的侧壁连接,所述固定箱内的固化剂从软管进入到固定箱内固化定型料。
7、可选的,所述隔离组件包括隔离布、两段卷绕绳以及用于对所述隔离布进行卷绕的卷绕部,所述隔离布位于所述开启板与定型料之间,且两段所述卷绕绳的两端分别与所述隔离布的两端连接,所述卷绕部对两段所述卷绕绳进行牵引,所述隔离布的端部尺寸大于所述固定箱的侧面开口尺寸,且所述隔离布从所述开启板与所述固定箱之间缝隙穿出。
8、可选的,所述固定箱在与所述开启板对立的侧壁还设置有测试口,所述固定箱在测试口位置处滑移设置有测试杆,所述滑杆转动连接有测试架,所述测试架的一端固定连接有橡胶塞,所述测试架的另一端固定连接有硬度计。
9、可选的,所述监测机构包括设置于所述开启板下方的监测布、两组弹性绳以及用于标识固化后定型料从固定箱内是否掉落的标识组件,所述固定箱侧面开口处映射于所述监测布的中心处,每组所述弹性绳的两端分别与所述监测布的两角固定,每组所述弹性绳的另一端固定在支撑架上,且每个所述弹性绳相对于所述监测布的中心为中心对称设置。
10、可选的,所述标识组件包括装有生石灰的布袋、装有水的标识箱、以及设置于所述布袋内的温度传感器,所述布袋固定在所述检测布下方,所述标识箱固定在所述支撑架上且位于所述监测布下方。
11、可选的,所述弹性绳上设置有颜色片,所述支撑架固定连接有色彩传感器,所述色彩传感器用于识别所述颜色片,且所述色彩传感器电性连接有蜂鸣器。
12、可选的,所述调节机构包括与所述支撑架固定连接的调节架、与所述调节固定连接的调节管、布筒、调节箱以及用于对所述布筒进行牵引的牵引组件,所述调节管的两端均为开口设置,所述固定箱底壁设置有调节口,所述固定箱在所述调节口位置滑动连接有调节板,所述调节管与所述调节口适配且位于所述调节口的正下方,所述布筒的上端与所述牵引组件连接,且所述布筒的另一端位于所述调节箱内,所述调节箱内填充有水。
13、可选的,所述开启板设置有用于填充定型料的填充组件,所述填充组件包括循环管、多个填充管以及用于观察填充定型料位置的观察部,所述循环管连接有循环泵,所述循环泵的另一端伸入至所述布筒内,多个所述填充管均与所述循环管连接,多个循环管均设置有电磁阀,所述开启板设置有多个用于填充管伸入的填充孔,并且多个填充孔沿着竖直方向分布,所述填充孔朝向固定箱的一端为开口设置,所述填充管顺着所述填充孔设置,所述循环管还通过连接管与所述软管连接,所述连接管设置有电磁阀。
14、综上所述,本技术包括以下至少一种有益技术效果:
15、1. 螺旋输送机将定型料输入至固定箱内,通过压力板对固定箱内的定型料进行预压处理,即为对固定箱内定型料进行预处理,以避免定型料过于松散,通过机械手对模具进行抓取,对两个支撑架朝向模具方向运动且控制开启板运动,将模具的两端插接于定型料被挤压的定型腔内后,开启电磁阀后,固化剂进入到固定箱内,进而使得固定箱内定型料的侧面与模具适配,即可对模具进行固定牢固的效果;
16、2. 若超过设定值则证明此时定型料已经开始脱落需要修补,监测布的最低位置朝下移动,且与标识箱内水接触,生石灰与水接触后会产生大量热量,此时温度传感器识别到温度瞬间升温,此时温度传感器触发蜂鸣器发出声音,即为需要对定型腔附近的定型料进行修复,通过循环泵对布筒内沥干的定型料进行抽取,跟随定型腔破损的位置,开启对应填充管上的电磁阀,此时循环泵将定型料抽至对应填充管内且注入至定型腔内,通过摄像头以及平面镜相互配合对注入的定型料进行观察,直至定型料注入到指定位置后,将开启板拉起,通过模板与定型料之间进行挤压,将新注入的定型料填充至破损位置,此时移动走模具后,将开启板移动至初始位置后,且将隔离布拉走,通过水泵将固化剂从固化箱内压入至对应填充管后,固化剂对新添加的定型料进行硬化,完成对定型料进行修复的效果;
17、3. 在初始状态下,橡胶塞插接于测试口内,直至定型料的固化工作完成,控制测试杆朝向远离固定箱方向运动,测试杆带动橡胶塞从测试口拔出,转动测试架180°后,硬度计转动至靠近于测试口的一端,通过移动测试杆将硬度架的测试端移动至测试口内,通过对固定箱内定型料进行硬度检测,即可实现对固定箱内定型料是否硬化进行检测,若硬度不够,则还需要继续假如固化剂直至满足设定的硬度要求。
- 还没有人留言评论。精彩留言会获得点赞!