一种用于活塞头外型精车的辅助安装装置的制作方法
本发明涉及活塞头辅助安装设备,尤其涉及一种用于活塞头外型精车的辅助安装装置。
背景技术:
1、柴油机活塞头顶部为各种各样的弧形凹坑,其具体形状、位置和大小都与柴油机的混合气形成与燃烧的要求相适应。由于内燃机活塞头在高温高压高负荷条件下工作,对活塞头的要求相对较高。
2、传统加工方式是上数控立车由四爪夹持外型,但对于老旧的数控立车设备其夹持精度不高、产品零件壁厚偏薄等因素影响,很难保证产品质量。
技术实现思路
1、本发明旨在提供一种用于活塞头外型精车的辅助安装装置,以克服现有技术中存在的不足。
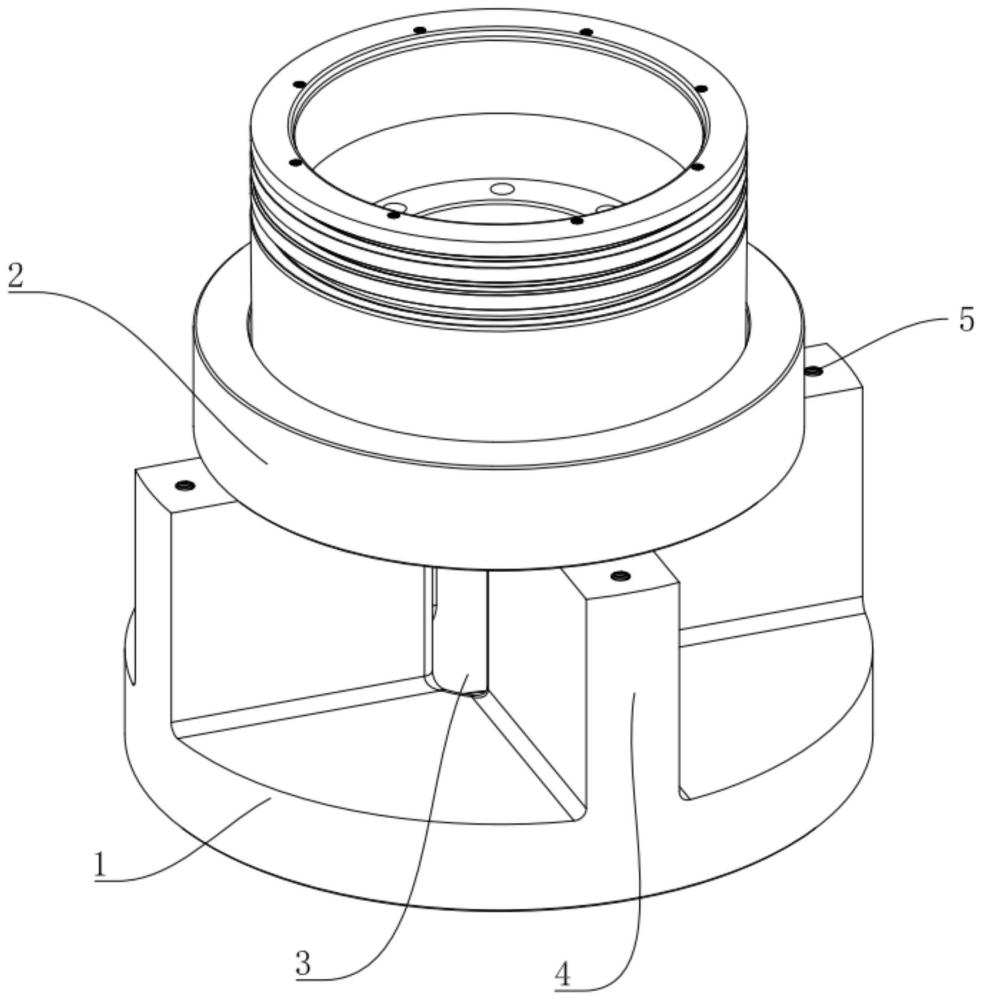
2、为解决上述技术问题,本发明的技术方案是:一种用于活塞头外型精车的辅助安装装置,包括
3、底座,所述底座用于与夹盘连接;
4、中间盘,所述中间盘用于与底座连接和与待加工活塞头可拆卸连接。
5、上述方案,首先将底座安装到在数控立车工作台面上,将中间盘固定到底座上,然后将待加工活塞头放置到中间盘上并固定。通过设置底座与数控立车工作台进行找平处理,并且通过设置中间盘进行平放待加工活塞头,从而实现对待加工活塞头的夹持,解决了现有传统加工方式是上数控立车由四爪夹持外型,但对于老旧的数控立车设备其夹持精度不高、产品零件壁厚偏薄等因素影响,很难保证产品质量的问题。
6、作为本发明的一种用于活塞头外型精车的辅助安装装置的改进,所述底座的圆心处设置有连接孔,所述底座上对称设置有凸台,凸台上自底座圆心向底座边缘设置有连接螺孔。
7、上述方案,底座设有四根凸台,并且凸台上自底座圆心向底座边缘设置有连接螺孔,根据不同尺寸的活塞头选择合适的中间盘,中间盘通过螺栓与凸台对应的连接螺孔固定。并且凸台高度通过不同机型活塞头螺孔深度计算获得,避免螺栓通过底座与凸台之间无法进入到中间盘处,从而无法完成中间盘与待加工活塞头的固定。
8、作为本发明的一种用于活塞头外型精车的辅助安装装置的改进,所述中间盘设置螺纹孔,所述中间盘通过螺钉与底座固定连接。
9、上述方案,根据不同尺寸的活塞头选择不同的中间盘,其中中间盘的螺纹孔与凸台对应上的连接螺孔同心设置,然后将螺栓对应与中间盘的螺纹孔和凸台的连接螺孔固定连接。
10、作为本发明的一种用于活塞头外型精车的辅助安装装置的改进,所述中间盘开有凹槽,所述凹槽的形状与活塞头靠近底部的侧壁相同。
11、上述方案,当对待加工活塞头进行顶部加工时,由于中间盘开有与活塞头靠近底部的侧壁相同形状的凹槽,活塞头与中间盘的凹槽的侧壁进行过盈配合。
12、作为本发明的一种用于活塞头外型精车的辅助安装装置的改进,所述中间盘设置有凸起,所述凸起的形状与活塞头靠近顶部的内侧壁相同。
13、上述方案,当对待加工活塞头进行底部加工时,由于凸起的形状与活塞头靠近顶部的内侧壁相同,活塞头的顶部的内侧壁与中间盘的凸起进行过盈配合。
14、作为本发明的一种用于活塞头外型精车的辅助安装装置的改进,所述中间盘沿圆周方向设置有安装孔,活塞头通过螺栓与中间盘固定连接。
15、上述方案,为了完成中间盘与活塞头之间的固定,因此,中间盘沿圆周方向设置有安装孔,将活塞头上的连接孔进行同心对位,然后通过螺栓将活塞头和中间盘进行固定连接。
16、与现有技术相比,本发明的有益效果是:首先将底座安装到在数控立车工作台面上,将中间盘固定到底座上,然后将待加工活塞头放置到中间盘上并固定。通过设置底座与数控立车工作台进行找平处理,并且通过设置中间盘进行平放待加工活塞头,从而实现对待加工活塞头的夹持,解决了现有传统加工方式是上数控立车由四爪夹持外型,但对于老旧的数控立车设备其夹持精度不高、产品零件壁厚偏薄等因素影响,很难保证产品质量的问题;底座设有四根凸台,并且凸台上自底座圆心向底座边缘设置有连接螺孔,根据不同尺寸的活塞头选择合适的中间盘,中间盘通过螺栓与凸台对应的连接螺孔固定。并且凸台高度通过不同机型活塞头螺孔深度计算获得,避免螺栓通过底座与凸台之间无法进入到中间盘处,从而无法完成中间盘与待加工活塞头的固定。
技术特征:
1.一种用于活塞头外型精车的辅助安装装置,其特征在于,包括
2.根据权利要求1所述的一种用于活塞头外型精车的辅助安装装置,其特征在于,所述底座的圆心处设置有连接孔,所述底座上对称设置有凸台,凸台上自底座圆心向底座边缘设置有连接螺孔。
3.根据权利要求1所述的一种用于活塞头外型精车的辅助安装装置,其特征在于,所述中间盘设置螺纹孔,所述中间盘通过螺钉与底座固定连接。
4.根据权利要求1所述的一种用于活塞头外型精车的辅助安装装置,其特征在于,所述中间盘开有凹槽,所述凹槽的形状与活塞头靠近底部的侧壁相同。
5.根据权利要求1所述的一种用于活塞头外型精车的辅助安装装置,其特征在于,所述中间盘设置有凸起,所述凸起的形状与活塞头靠近顶部的内侧壁相同。
6.根据权利要求1所述的一种用于活塞头外型精车的辅助安装装置,其特征在于,所述中间盘沿圆周方向设置有安装孔,活塞头通过螺栓与中间盘固定连接。
技术总结
本发明提供一种用于活塞头外型精车的辅助安装装置,包括底座,所述底座用于与夹盘连接;中间盘,所述中间盘用于与底座连接和与待加工活塞头可拆卸连接,首先将底座安装到在数控立车工作台面上,将中间盘固定到底座上,然后将待加工活塞头放置到中间盘上并固定。通过设置底座与数控立车工作台进行找平处理,并且通过设置中间盘进行平放待加工活塞头,从而实现对待加工活塞头的夹持,解决了现有传统加工方式是上数控立车由四爪夹持外型,但对于老旧的数控立车设备其夹持精度不高、产品零件壁厚偏薄等因素影响,很难保证产品质量的问题。
技术研发人员:欧小庆,刘海珍,李玉俊
受保护的技术使用者:昆山江锦机械有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!