预制箱涵钢筋骨架定位焊接装置及定位焊接方法与流程
本技术涉及箱涵钢筋骨架构建的领域,尤其是涉及一种预制箱涵钢筋骨架定位焊接装置及定位焊接方法。
背景技术:
1、预制混凝土箱涵是一种采用混凝土、钢筋等预制而成的钢筋混凝土箱型构件,壁内配置有单层或多层钢筋骨架。
2、预制箱涵骨架是预制箱涵的重要组成部分,其结构由纵横钢筋和箍筋组成,用于固定和支撑箱涵的混凝土板。预制箱涵骨架的搭建通常在预制场内完成,需要使用专用的简易台座,以确保其几何尺寸和形状的准确性。在搭建过程中,需要先将纵横钢筋根据预设的位置相互架设在简易台座上,然后安装箍筋,捆扎完成后再进行焊接,以确保整个骨架的稳定性和强度。最后,将混凝土板放置在骨架上,进行浇筑和养护,形成完整的预制箱涵。
3、但在钢筋骨架的捆扎作业中,即使有简易台座的存在,作业人员在进行钢筋捆扎时,也往往需要手动扶持钢筋以使钢筋保持在定位标记处的同时,再兼顾绑扎施工,而此类作业往往容易发生绑扎后的钢筋位置偏离于预定位置,使得需要不断地重复测量拆卸,否则将直接影响到最后焊接精度以及成型后的预制箱涵骨架的质量。
技术实现思路
1、为了降低预制箱涵钢筋骨架的搭建难度,便于钢筋骨架的焊接定位,本技术提供一种预制箱涵钢筋骨架定位焊接装置及定位焊接方法。
2、本技术提供的一种预制箱涵钢筋骨架的定位焊接装置,采用如下的技术方案:
3、一种预制箱涵钢筋骨架定位焊接装置,包括:
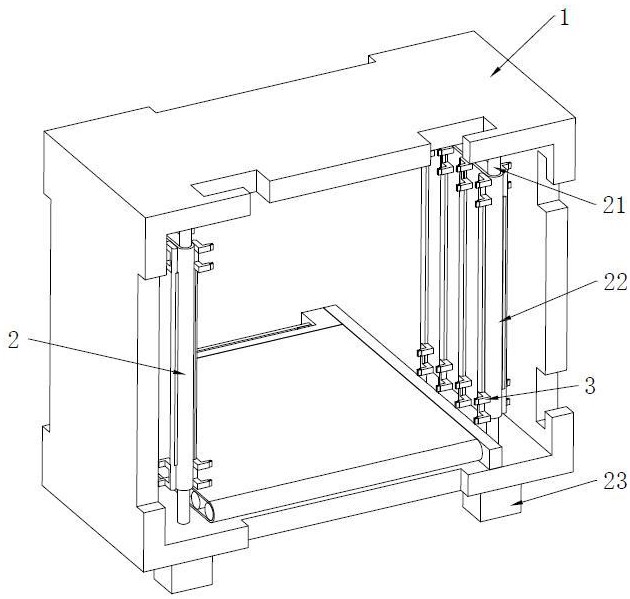
4、承载框;
5、侧输送装置,竖直对称地设置于承载框的两侧,沿承载框的延伸方向设置;
6、若干夹持组件,对称地设置的于两侧输送装置,沿侧输送装置的转动方向排列,各所述夹持组件均包括竖直排列的两夹持件;
7、角定位板,竖直的夹持于各夹持件,所述角定位板包括多列竖定位槽,多排横定位槽以及多个纵定位孔;
8、底部输送装置,水平设置于承载框底部,与所述侧输送装置同步旋转,用于承载竖钢筋底部。
9、通过采用上述技术方案,进行钢筋骨架的搭建时,首先将四个角定位板分别夹持于承载框外端两侧的四个夹持件上,此时,即可将各根竖钢筋竖直穿设于角定位板的各列竖定位槽内,各根竖直钢筋的底端将抵触于底部输送装置上侧,然后将各横钢筋水平穿设于角定位板的各排横定位槽内,即可完成处于一竖直面的钢筋网的搭建,然后通过侧输送装置以及底部输送装置同步旋转,即可带动搭建完成的一钢筋网移动一个位置,而同时侧输送装置也会将另一组夹持组件输送至搭建完成的钢筋网的前侧,再次重复上述步骤,即可完成下一片钢筋网的搭建,如此,不断地循环,即可实现多片钢筋网的搭建,当完成钢筋网的搭建后,直接通过角定位板的纵定位孔穿设纵钢筋,即可实现钢筋骨架的搭建,而工人则可以在承载框的出料侧,对钢筋骨架进行点焊,在焊接完成后,将夹持组件与角定位板脱离,而角定位板保留于钢筋骨架内即可,综上降低了预制箱涵钢筋骨架的搭建难度,便于钢筋骨架的焊接定位。
10、可选的,还包括:
11、第一定位座,竖直对称地设置于承载框的两竖直侧,同一侧的两第一定位座分别位于承载框的前后两端,且承载框两侧的第一定位座能够相对或相背运动;
12、第一定位板,竖直活动地设置于承载框两侧的第一定位座的相对侧,所述第一定位板包括多根横梁,各横梁上侧竖直开设有多个第一定位槽;
13、竖直驱动件,固定于第一定位座,用于驱动第一定位板竖直运动。
14、通过采用上述技术方案,在搭建完各片竖直设置的钢筋网后,可以将多根纵钢筋,分别通过承载框前后两端第一定位板上的第一定位槽架设,以使各纵钢筋依次穿设过多片钢筋网,定位在钢筋骨架的上下角定位板之间的位置,以便于钢筋骨架两侧未设置有角定位板位置处纵钢筋的搭建,此外,由于承载框两竖直侧的第一定位座能够相对或相背运动,能够带动各根位于第一定位槽内的纵钢筋同步运动,从而使各根纵钢筋抵触于各根竖钢筋,以便于捆扎或直接焊接,而当完成纵钢筋的捆扎焊接后,通过竖直驱动件带动承载框后端的第一定位板竖直向下运动,使各纵钢筋脱离第一定位槽,然后再通过第一定位座背离承载框中心方向运动,即可使承载框后侧的两第一定位板移动至焊接完成的钢筋骨架的两侧,以便于钢筋骨架的移动。
15、可选的,还包括:
16、第二定位座,水平的设置于定位框的两水平侧,垂直于所述承载框的进料方向,同一侧的两第二定位座分别位于承载框的前后两端,且承载框两侧的第二定位座能够相对或相背运动;
17、第二定位板,沿第二定位座的长度方向滑移于第二定位座,所述第二定位板的包括多根竖直的竖梁,多根竖梁的一侧均沿开设有多个第二定位槽;
18、水平驱动件,固定于第二定位座,用于驱动第二定位板水平运动。
19、通过采用上述技术方案,在搭建完各片竖直设置的钢筋网后,可以将多根纵钢筋,分别通过承载框前后两端第二定位板上的第二定位槽架设,以使各纵钢筋依次穿设过多片钢筋网,定位在钢筋骨架的左右两角定位板之间的位置,以便于钢筋骨架上下两侧未设置有角定位板位置处纵钢筋的搭建,此外,由于承载框两水平侧的第二定位座相对或相背运动,能够带动各根位于第二定位槽内的纵钢筋同步运动,从而使各根纵钢筋抵触于各根横钢筋,以便于捆扎或直接焊接,而当完成纵钢筋的捆扎焊接后,通过水平驱动件带动承载框后端的第二定位板水平运动,使各纵钢筋脱离第二定位槽,然后再通过第二定位座背离承载框中心方向运动,即可使承载框后侧的两第二定位板移动至焊接完成的钢筋骨架的两侧,以便于钢筋骨架的移动。
20、可选的,所述夹持件包括:
21、转动臂,水平设置,所述转动臂的一端转动设置于侧输送装置;
22、夹持臂,水平垂直地固定于转动臂,随转动臂转动而转动,用于夹持角定位板。
23、可选的,所述侧输送装置包括:
24、同步带轮轴,竖直转动的设置于承载框的前后两端;
25、同步输送带,套设于两同步带轮轴;
26、回转驱动件,固定于承载框,用于驱动一同步带轮轴转动。
27、通过采用上述技术方案,回转驱动件带动一同步带轮轴,转动即可带动同步输送带转动,从而可以带动各夹持件同步转动。
28、可选的,所述底部输送装置包括:
29、多根水平输送辊,沿承载框的进料方向排列并转动设置于承载框底侧;
30、板式输送带,套设于多根水平输送辊的外侧。
31、通过采用上述技术方案,当搭建后的钢筋骨架随角定位板移动时,板式输送带,能够对钢筋骨架进行承载输送,便于钢筋骨架的移动。
32、可选的,所述角定位板的侧边成型有夹持部,用于夹持件夹持。
33、通过采用上述技术方案,通过设置的角定位板的夹持部,能够便于夹持件的精准夹持,从而提高钢筋骨架搭建的精准度。
34、可选的,所述角定位板的侧边成型有缺口;
35、沿所述承载框进料方向的相邻角定位板之间设置有定距杆;
36、定距杆的两端分别插接固定于相邻角定位板的缺口内。
37、通过采用上述技术方案,设置的定距杆与角定位板的缺口配合,能够保证承载框进料方向的相邻角定位板之间的距离,提高钢筋骨架焊接时精度。
38、第二方面,本技术提供一种定位焊接方法,采用如下的技术方案:
39、一种定位焊接方法,应用上述的预制箱涵钢筋骨架定位焊接装置,包括以下步骤:
40、s1,单片钢筋网构建;
41、取四个角定位板,分别夹持于承载框前端两侧的夹持件;
42、取多根竖钢筋竖直穿设于角定位板的各列竖定位槽内,使各根竖钢筋的两端与上下两侧角定位板的背离侧平齐;
43、取多根横钢筋水平穿设于角定位板的各排横定位槽内,使各根横钢筋的两端与左右两侧角定位板的背离侧平齐;
44、完成处于一竖直面的钢筋网的构建;
45、s2,多片钢筋网构建;
46、1,通过承载框两侧的侧输送装置同步运动一侧单位距离,
47、2,重复s1步骤;
48、3,重复1-2步骤,完成多片钢筋网的构建;
49、s3,搭建纵钢筋,取纵钢筋,依次穿过各角定位板的纵定位孔,完成钢筋骨架的搭建;
50、s4,在承载框的出料端焊接搭建后的钢筋骨架。
51、通过采用上述技术方案,进行钢筋骨架的搭建时,首先将四个角定位板分别夹持于承载框外端两侧的四个夹持件上,此时,即可将各根竖钢筋竖直穿设于角定位板的各列竖定位槽内,各根竖直钢筋的底端将抵触于底部输送装置上侧,然后将各横钢筋水平穿设于角定位板的各排横定位槽内,即可完成处于一竖直面的钢筋网的搭建,然后通过侧输送装置旋转,即可带动搭建完成的一钢筋网移动一个位置,而同时侧输送装置也会将另一组夹持组件输送至搭建完成的钢筋网的前侧,再次重复上述步骤,即可完成下一片钢筋网的搭建,如此,不断地循环,即可实现多片钢筋网的搭建,当完成钢筋网的搭建后,直接通过角定位板的纵定位孔穿设纵钢筋,即可实现钢筋骨架的搭建,而工人则可以在承载框的出料侧,对钢筋骨架进行点焊,在焊接完成后,将夹持组件与角定位板脱离,而角定位板保留于钢筋骨架内即可,综上降低了预制箱涵钢筋骨架的搭建难度,便于钢筋骨架的焊接定位。
52、可选的,搭建纵钢筋的步骤还包括:
53、移动第一定位板至承载框各竖直侧的角定位板之间;
54、取纵钢筋沿第一定位板的第一定位槽穿设过承载框前后两端的第一定位板,驱动第一定位座拖动第一定位板运动,直至穿设过第一定位槽的纵钢筋一侧抵触于竖钢筋;
55、移动第二定位板至承载框各水平侧的两角定位板之间;
56、取纵钢筋沿第二定位板的第二定位槽穿设过承载框前后两端的第二定位板,驱动第二定位座拖动第二定位板运动,直至穿设过第二定位槽的纵钢筋一侧抵触于横钢筋。
57、通过采用上述技术方案,可以方便地实现位于相邻角定位板之间的多根纵钢筋的搭建,以便于纵钢筋与横钢筋和竖钢筋的焊接。
58、综上所述,本技术包括以下至少一种有益技术效果:
59、1.进行钢筋骨架的搭建时,首先将四个角定位板分别夹持于承载框外端两侧的四个夹持件上,此时,即可将各根竖钢筋竖直穿设于角定位板的各列竖定位槽内,各根竖直钢筋的底端将抵触于底部输送装置上侧,然后将各横钢筋水平穿设于角定位板的各排横定位槽内,即可完成处于一竖直面的钢筋网的搭建,然后通过侧输送装置以及底部输送装置同步旋转,即可带动搭建完成的一钢筋网移动一个位置,而同时侧输送装置也会将另一组夹持组件输送至搭建完成的钢筋网的前侧,再次重复上述步骤,即可完成下一片钢筋网的搭建,如此,不断地循环,即可实现多片钢筋网的搭建,当完成钢筋网的搭建后,直接通过角定位板的纵定位孔穿设纵钢筋,即可实现钢筋骨架的搭建,而工人则可以在承载框的出料侧,对钢筋骨架进行点焊,在焊接完成后,将夹持组件与角定位板脱离,而角定位板保留于钢筋骨架内即可,综上降低了预制箱涵钢筋骨架的搭建难度,便于钢筋骨架的焊接定位。
60、2.在搭建完各片竖直设置的钢筋网后,可以将多根纵钢筋,分别通过承载框前后两端第一定位板上的第一定位槽架设,以使各纵钢筋依次穿设过多片钢筋网,定位在钢筋骨架的上下角定位板之间的位置,以便于钢筋骨架两侧未设置有角定位板位置处纵钢筋的搭建,此外,由于承载框两竖直侧的第一定位座能够相对或相背运动,能够带动各根位于第一定位槽内的纵钢筋同步运动,从而使各根纵钢筋抵触于各根竖钢筋,以便于捆扎或直接焊接,而当完成纵钢筋的捆扎焊接后,通过竖直驱动件带动承载框后端的第一定位板竖直向下运动,使各纵钢筋脱离第一定位槽,然后再通过第一定位座背离承载框中心方向运动,即可使承载框后侧的两第一定位板移动至焊接完成的钢筋骨架的两侧,以便于钢筋骨架的移动。
61、3.在搭建完各片竖直设置的钢筋网后,可以将多根纵钢筋,分别通过承载框前后两端第二定位板上的第二定位槽架设,以使各纵钢筋依次穿设过多片钢筋网,定位在钢筋骨架的左右两角定位板之间的位置,以便于钢筋骨架上下两侧未设置有角定位板位置处纵钢筋的搭建,此外,由于承载框两水平侧的第二定位座相对或相背运动,能够带动各根位于第二定位槽内的纵钢筋同步运动,从而使各根纵钢筋抵触于各根横钢筋,以便于捆扎或直接焊接,而当完成纵钢筋的捆扎焊接后,通过水平驱动件带动承载框后端的第二定位板水平运动,使各纵钢筋脱离第二定位槽,然后再通过第二定位座背离承载框中心方向运动,即可使承载框后侧的两第二定位板移动至焊接完成的钢筋骨架的两侧,以便于钢筋骨架的移动。
- 还没有人留言评论。精彩留言会获得点赞!