一种基于运动速度反馈的抖动焊接方法及控制装置与流程
本发明涉及激光加工,具体涉及一种基于运动速度反馈的抖动焊接方法及控制装置。
背景技术:
1、在大尺寸工件焊接中,由于工件的尺寸超过了振镜的加工幅面,单靠振镜系统无法完成工件焊接;这时往往会使用机器人或者伺服平台等运动机构搭载振镜系统实现大尺寸工件的焊接;运动机构沿着工件的焊接位置轨迹运动,同时振镜系统按抖动轨迹运动完成焊接过程。传统的焊接方式,振镜按固定的抖动频率运动,即振镜抖动轨迹的周期和幅值不变,由于运动结构运动时是非匀速的,这就会导致实际焊接在工件上的轨迹不均匀,表现出来的现象是运动速度快的位置焊接轨迹稀疏,运动速度慢的位置焊接轨迹堆叠,特别是在拐角处由于运动机构速度比较慢,焊接轨迹堆叠严重,在拐角处会出现严重的爆点,整个工件的焊接熔深不均匀,严重影响焊接质量。
技术实现思路
1、本发明的目的是针对现有技术存在的不足,提供一种基于运动速度反馈的抖动焊接方法及控制装置。
2、为实现上述目的,在第一方面,本发明提供了一种基于运动速度反馈的抖动焊接方法,包括:
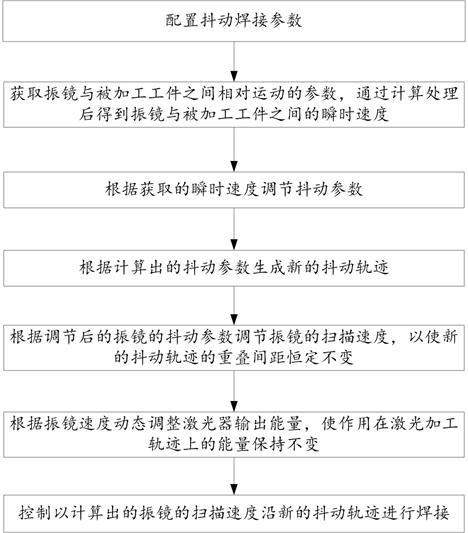
3、配置抖动焊接参数,所述抖动焊接参数包括振镜的抖动频率和抖动幅值、激光器输出功率以及振镜的扫描速度;
4、在焊接期间实时获取振镜当前相对于工件的瞬时速度,并根据所述瞬时速度调节振镜的抖动参数,以在振镜当前相对于工件的瞬时速度偏大时,增加所述振镜的抖动参数,并在振镜当前相对于工件的瞬时速度偏小时,减小所述振镜的抖动参数;
5、根据调节后的振镜的抖动参数生成新的抖动轨迹;
6、根据调节后的振镜的抖动参数调节振镜的扫描速度,以使新的抖动轨迹的重叠间距恒定不变;
7、控制以计算出的振镜的扫描速度沿新的抖动轨迹进行焊接。
8、进一步的,所述抖动焊接参数还包括振镜相对于工件的基准瞬时速度和振镜相对于工件的基准瞬时速度下对应的基准抖动参数,根据所述瞬时速度调节振镜的抖动参数的方式具体如下:
9、
10、其中,为调节后的振镜的抖动参数,为振镜当前相对于工件的瞬时速度。
11、进一步的,所述焊接抖动参数还包括振镜相对于工件运动的速度阶梯和每一速度阶梯对应的抖动参数,根据所述瞬时速度调节振镜的抖动参数的方式具体如下:
12、
13、其中,为调节后的振镜的抖动参数,为振镜当前相对于工件的瞬时速度,为振镜当前相对于工件的瞬时速度所属的速度阶段,为振镜当前相对于工件的瞬时速度所属的速度阶段对应的抖动参数,为振镜当前相对于工件的瞬时速度所属的速度阶段的上一速度阶段对应的抖动参数。
14、进一步的,所述抖动参数包括抖动频率和/或抖动幅值。
15、进一步的,还包括:
16、根据计算出的振镜的扫描速度调整激光器输出能量以使作用在激光加工轨迹上的能量恒定不变。
17、在第二方面,本发明提供了一种基于运动速度反馈的抖动焊接控制装置,包括:
18、参数配置模块,用以配置抖动焊接参数,所述抖动焊接参数包括振镜的抖动频率和抖动幅值、激光器输出功率以及振镜的扫描速度;
19、数据处理模块,用以在焊接期间实时获取振镜当前相对于工件的瞬时速度,并根据所述瞬时速度调节振镜的抖动参数,以在振镜当前相对于工件的瞬时速度偏大时,增加所述振镜的抖动参数,并在振镜当前相对于工件的瞬时速度偏小时,减小所述振镜的抖动参数;
20、控制单元,用以根据调节后的振镜的抖动参数生成新的抖动轨迹,并根据调节后的振镜的抖动参数调节振镜的扫描速度,以使新的抖动轨迹的重叠间距恒定不变,然后控制以计算出的振镜的扫描速度沿新的抖动轨迹进行焊接。
21、进一步的,所述抖动焊接参数还包括振镜相对于工件的基准瞬时速度和振镜相对于工件的基准瞬时速度下对应的基准抖动参数,根据所述瞬时速度调节振镜的抖动参数的方式具体如下:
22、
23、其中,为调节后的振镜的抖动参数,为振镜当前相对于工件的瞬时速度。
24、进一步的,所述焊接抖动参数还包括振镜相对于工件运动的速度阶梯和每一速度阶梯对应的抖动参数,根据所述瞬时速度调节振镜的抖动参数的方式具体如下:
25、
26、其中,为调节后的振镜的抖动参数,为振镜当前相对于工件的瞬时速度,为振镜当前相对于工件的瞬时速度所属的速度阶段,为振镜当前相对于工件的瞬时速度所属的速度阶段对应的抖动参数,为振镜当前相对于工件的瞬时速度所属的速度阶段的上一速度阶段对应的抖动参数。
27、进一步的,所述抖动参数包括抖动频率和/或抖动幅值。
28、进一步的,所述控制单元还根据计算出的振镜的扫描速度调整激光器输出能量以使作用在激光加工轨迹上的能量恒定不变。
29、有益效果:本发明通过获取振镜相对于工件的瞬时速度,动态的调整抖动轨迹的频率和幅值,运动速度快时增加抖动频率和幅值,匀速速度慢时降低抖动频率和幅值,并根据调节后的振镜的抖动参数调节振镜的扫描速度,以使新的抖动轨迹的重叠间距恒定不变,并根据振镜的扫描速度调整激光器输出功率,使在工件上的焊接轨迹均匀,有效的解决了运动机构速度不均匀导致的焊接质量差的问题。
技术特征:
1.一种基于运动速度反馈的抖动焊接方法,其特征在于,包括:
2.根据权利要求1所述的一种基于运动速度反馈的抖动焊接方法,其特征在于,所述抖动焊接参数还包括振镜相对于工件的基准瞬时速度和振镜相对于工件的基准瞬时速度下对应的基准抖动参数,根据所述瞬时速度调节振镜的抖动参数的方式具体如下:
3.根据权利要求1所述的一种基于运动速度反馈的抖动焊接方法,其特征在于,所述抖动焊接参数还包括振镜相对于工件运动的速度阶梯和每一速度阶梯对应的抖动参数,根据所述瞬时速度调节振镜的抖动参数的方式具体如下:
4.根据权利要求1所述的一种基于运动速度反馈的抖动焊接方法,其特征在于,所述抖动参数包括抖动频率和/或抖动幅值。
5.根据权利要求1所述的一种基于运动速度反馈的抖动焊接方法,其特征在于,还包括:
6.一种基于运动速度反馈的抖动焊接控制装置,其特征在于,包括:
7.根据权利要求6所述的一种基于运动速度反馈的抖动焊接控制装置,其特征在于,所述抖动焊接参数还包括振镜相对于工件的基准瞬时速度和振镜相对于工件的基准瞬时速度下对应的基准抖动参数,根据所述瞬时速度调节振镜的抖动参数的方式具体如下:
8.根据权利要求6所述的一种基于运动速度反馈的抖动焊接控制装置,其特征在于,所述抖动焊接参数还包括振镜相对于工件运动的速度阶梯和每一速度阶梯对应的抖动参数,根据所述瞬时速度调节振镜的抖动参数的方式具体如下:
9.根据权利要求6所述的一种基于运动速度反馈的抖动焊接控制装置,其特征在于,所述抖动参数包括抖动频率和/或抖动幅值。
10.根据权利要求6所述的一种基于运动速度反馈的抖动焊接控制装置,其特征在于,所述控制单元还根据计算出的振镜的扫描速度调整激光器输出能量以使作用在激光加工轨迹上的能量恒定不变。
技术总结
本发明公开了一种基于运动速度反馈的抖动焊接方法及控制装置。该方法包括配置抖动焊接参数,抖动焊接参数包括振镜的抖动频率和抖动幅值、激光器输出功率以及振镜的扫描速度;在焊接期间实时获取振镜当前相对于工件的瞬时速度,并根据瞬时速度调节振镜的抖动参数,以在振镜当前相对于工件的瞬时速度偏大时,增加振镜的抖动参数,并在振镜当前相对于工件的瞬时速度偏小时,减小振镜的抖动参数;根据调节后的振镜的抖动参数生成新的抖动轨迹;根据调节后的振镜的抖动参数调节振镜的扫描速度,以使新的抖动轨迹的重叠间距恒定不变;以计算出的振镜的扫描速度沿新的抖动轨迹进行焊接。本发明有效的解决了运动机构速度不均匀导致的焊接质量差的问题。
技术研发人员:靳世伟
受保护的技术使用者:北京金橙子科技股份有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!