一种全流程自动焊接智能工作站的工作方法与流程
本发明焊接工艺,特别涉及一种全流程自动焊接智能工作站的工作方法。
背景技术:
1、现有技术中的焊接技术尤其是对于焊接两块对接的板件之间存在如下缺点:
2、1.薄壁刚板件之间的对接焊缝无法实现一道焊缝完全熔透焊接,难以实现自动焊接,所以需要人工参与的工序较多,焊缝质量难以保证,容易产生未焊透的焊接缺陷,背面难以焊透,导致焊缝成型质量不稳定和效率低下等问题;
3、2.即使能够自动焊接,在薄壁板件之间的对接焊缝过程中,由于薄壁构件之间在焊接后在焊接处会发生焊接结构的变形,导致焊缝成型质量不稳定和生产效率低下。
4、钢板板件由于具有强度好、硬度高、耐腐蚀和表面光洁等特点,具有广泛的用途,常应用于制作大型的容器;但由于钢板板件之间需要对接焊接使大型的容器能够装满水,而两薄壁板件之间的对接焊接处会发生焊接结构的变形或漏洞,导致大型的容器漏水,最终焊缝成型质量还是不稳定以及生产效率低下。
技术实现思路
1、本发明所要解决的技术问题是如何快速的检查出两薄壁板件之间的对接焊接处的焊接质量,本发明提供一种全流程自动焊接智能工作站的工作方法,通过设定某个方向上的焊接激光的光强和时间之间的参数关系来焊接焊缝,利用工件以及与工件焊接相匹配材料之间的贴合度、工件的变形程度分析工件以及与工件焊接相匹配材料在焊接之后的变形状态,冷却后再整体检测工件以及与工件焊接相匹配材料在冷却后的贴合度,通过冷却后的贴合度,最后确定冷却后的工件以及与工件焊接相匹配材料的变形状态,提高了两薄壁板件之间的对接焊接处的焊接质量的检测效率。
2、为了达到上述目的,本发明通过下述技术方案实现:
3、一种全流程自动焊接智能工作站的工作方法,包括如下步骤:
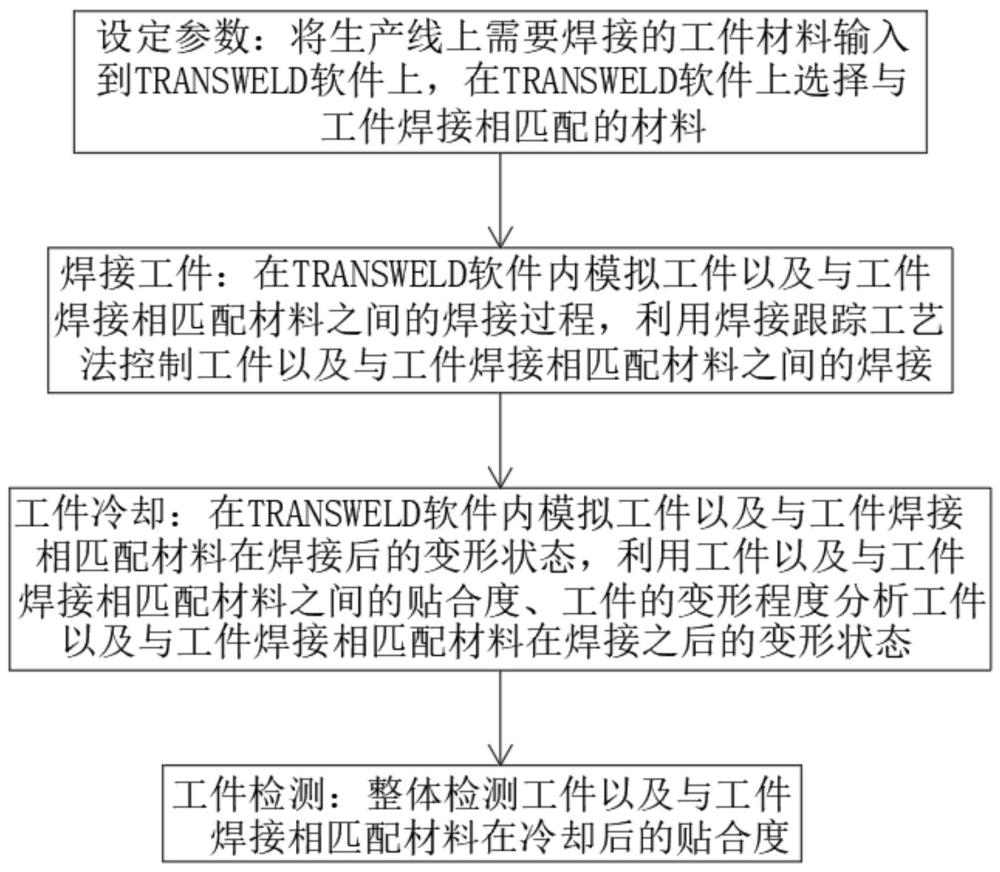
4、步骤s1):设定参数:将生产线上需要焊接的工件材料输入到transweld软件上,在所述transweld软件上选择与工件焊接相匹配的材料;
5、步骤s2):焊接工件:在transweld软件内模拟工件以及与工件焊接相匹配材料之间的焊接过程,利用焊接跟踪工艺法控制工件以及与工件焊接相匹配材料之间的焊接;
6、步骤s3):工件冷却:在transweld软件内模拟工件以及与工件焊接相匹配材料在焊接后的变形状态,其中,利用工件以及与工件焊接相匹配材料之间的贴合度、工件的变形程度分析工件以及与工件焊接相匹配材料在焊接之后的变形状态;
7、步骤s4):工件检测:整体检测工件以及与工件焊接相匹配材料在冷却后的贴合度。
8、其中,在步骤s2)中,所述焊接跟踪工艺法采用如下步骤:
9、步骤s20):调节焊接激光的光强和时间之间的参数关系来调节工件以及与工件焊接相匹配材料之间的焊接程度;
10、步骤s21):测定工件以及与工件焊接相匹配材料之间的焊接温度,通过时间温度分割法测定工件以及与工件焊接相匹配材料之间的焊接程度。
11、进一步的,在步骤s20)中,调节焊接激光的光强和时间之间的参数关系采用公式(1)计算:
12、(1);
13、在公式(1)中,cs=filter(·)/t,cs为单位时间内的激光光强,表示一个方向上的i束激光之和,i为一个方向上具有i束激光,表示另一个方向上的j束激光之和,j为另一个方向上具有j束激光,filter(·)表示去除一个方向上的i束激光之和或者去除另一个方向上的j束激光之和。
14、其中,在步骤s21)中,时间温度分割法采用如下公式(2)计算:
15、sw=δk/δt (2);
16、在公式(2)中,sw表示测定工件以及与工件焊接相匹配材料之间的焊接程度,sw越大,δk/δt的比值越大,单位时间内工件以及与工件焊接相匹配材料之间的温度升高的越快,工件以及与工件焊接相匹配材料之间互相连接的越快;sw越小,δk/δt的比值越小,单位时间内工件以及与工件焊接相匹配材料之间的温度升高的越慢,工件以及与工件焊接相匹配材料之间互相连接的越慢。
17、其中,在步骤s3)中,分析工件以及与工件焊接相匹配材料在焊接之后的变形状态采用如下步骤:
18、步骤s30):利用工件以及与工件焊接相匹配材料之间的温度差分析工件以及与工件焊接相匹配材料之间的贴合度;
19、步骤s31):利用工件以及与工件焊接相匹配材料之间的贴合度分析工件以及与工件焊接相匹配材料在焊接之后的变形状态。
20、其中,在步骤s30)中,采用温度差的计算方式为如下公式(3):
21、(3);
22、公式(3)中,δr1表示所述工件的融化程度,δr1/δt为单位时间内的工件融化程度,δr2表示所述与工件焊接相匹配材料的融化程度,δr2/δt为单位时间内的与工件焊接相匹配材料的融化程度,为单位时间内的工件融化程度和与工件焊接相匹配材料的融化程度的比较差;若为正值,则工件融化快;若为负值,则与工件焊接相匹配材料的融化快;若为零,则工件和与工件焊接相匹配材料的融化程度相同,工件和与工件焊接相匹配材料的焊接或连接效果好;cr[·]为比较工件和与工件焊接相匹配材料之间的差值函数。
23、进一步的,在步骤s31)中,所述贴合度的计算方式为:
24、在所述工件以及所述与工件焊接相匹配材料的相同温度下,计算与工件焊接相匹配材料在单位面积的工件上相接触的接触面积;
25、其中,工件以及与工件焊接相匹配材料在焊接处的温度始终相同,在温度下降过程中,工件以及与工件焊接相匹配材料的温度下降后,工件以及与工件焊接相匹配材料在焊接处的温度始终相同。
26、其中,在步骤s4)中,所述工件以及与工件焊接相匹配材料在冷却后的贴合度采用如下步骤检测:
27、步骤s40):冷却后,检测工件以及与工件焊接相匹配材料之间的贴合度,其中,检测工件以及与工件焊接相匹配材料在冷却后的温度是相同的且保持为恒定的常温;
28、步骤s41):根据工件以及与工件焊接相匹配材料之间冷却后的贴合度分析工件以及与工件焊接相匹配材料在冷却之后的变形状态。
29、进一步的,在步骤s41)中,分析工件以及与工件焊接相匹配材料在冷却之后的变形状态采用如下步骤:
30、步骤s411):计算工件以及与工件焊接相匹配材料之间的气孔数目;
31、步骤s412):对工件以及与工件焊接相匹配材料之间的气孔数目进行分析,若工件以及与工件焊接相匹配材料之间的气孔数目大于十个或十个以上,则工件以及与工件焊接相匹配材料在冷却之后的变形状态大;若工件以及与工件焊接相匹配材料之间的气孔数目小于十个,则工件以及与工件焊接相匹配材料在冷却之后的变形状态小。
32、本发明的有益效果:
33、本发明对整个工件的焊接过程是在transweld软件内进行模拟焊接的,利用焊接跟踪工艺法控制工件以及与工件焊接相匹配材料之间的焊接,即通过设定某个方向上的焊接激光的光强和时间之间的参数关系来焊接焊缝,利用工件以及与工件焊接相匹配材料之间的贴合度、工件的变形程度分析工件以及与工件焊接相匹配材料在焊接之后的变形状态,冷却后再整体检测工件以及与工件焊接相匹配材料在冷却后的贴合度,通过冷却后的贴合度,最后确定冷却后的工件以及与工件焊接相匹配材料的变形状态,提高了焊接质量的检测效率。
- 还没有人留言评论。精彩留言会获得点赞!