用于制造方法的高强度铝合金的纳米处理
用于制造方法的高强度铝合金的纳米处理
1.相关申请的交叉引用
2.本申请要求2018年10月26日提交的美国临时申请号62/751,468的权益,其内容通过引用全部并入本文。
技术领域
3.本公开内容整体上涉及纳米技术处理的(或纳米处理的)铝(al)合金和这样的纳米处理的al合金的制造方法。
背景技术:
4.aa7075和7xxx系列(或7000系列)的其它al合金以及2xxx系列(或2000系列)、6xxx系列(或6000系列)和8xxx系列(或8000系列)的al合金,由于它们的超高比强度和低密度,是航空和汽车工业的期望材料。然而,这些al合金是热裂纹敏感的并易于枝状晶粒生长,这限制使用这样合金的一些制造方法或致使使用这样合金的一些制造方法不实用。
5.在这个背景下,需要开发本文描述的实施方案。
6.概述
7.在一些实施方案中,金属基体纳米复合材料包括:(1)包括铝合金的基体;和(2)分散在基体中的纳米结构,其中该基体包括具有约3或更小的纵横比的晶粒。
8.在额外的实施方案中,制造方法包括:(1)提供任何前述实施方案的纳米复合材料;和(2)使纳米复合材料经受凝固加工以形成金属零件。
9.在额外的实施方案中,制造方法包括:(1)提供任何前述实施方案的纳米复合材料作为填料材料;(2)将填料材料置于待焊接在一起的铝合金金属零件之间;和(3)使金属零件与其间的填料材料经受熔焊。
10.在额外的实施方案中,制造方法包括:(1)提供任何前述实施方案的纳米复合材料作为第一金属零件;和(2)使第一金属零件和铝合金第二金属零件经受熔焊。
11.在额外的实施方案中,制造方法包括:(1)提供任何前述实施方案的纳米复合材料;和(2)使纳米复合材料经受挤出以形成金属零件。
12.在额外的实施方案中,制造方法包括:(1)提供任何前述实施方案的纳米复合材料;和(2)使纳米复合材料经受触变铸造(thixocasting)以形成金属零件。
13.在额外的实施方案中,制造方法包括:(1)提供任何前述实施方案的纳米复合材料;和(2)使用纳米复合材料作为原料进行增材制造以形成金属零件。
14.在额外的实施方案中,制造方法包括:(1)提供任何前述实施方案的纳米复合材料;和(2)使纳米复合材料经受热处理以形成金属零件。
15.还考虑了本公开内容的其它方面和实施方案。前述概述和以下详细描述不意图将本公开内容限制为任何特定实施方案而仅意在描述本公开内容的一些实施方案。
16.附图简要描述
17.为了更好地理解本公开内容的一些实施方案的本质和目的,应结合附图参考以下
详细描述:
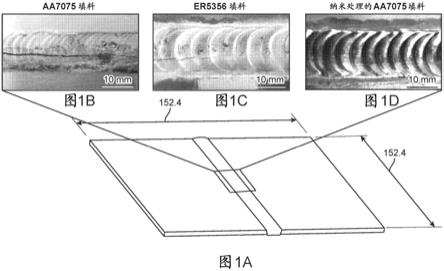
18.图1:aa7075的气体保护钨极电弧焊。a)使用三种不同类型的填料材料电弧焊接两个约152.4mm
×
约76.2mm
×
约3.175mm的aa7075片材。b)和c)分别使用对照填料材料即aa7075和er5356进行的焊接中焊缝熔化区的宏观凝固裂纹。d)使用aa7075+约1.7体积%tic作为填料材料,焊接产生均匀的焊缝而没有开裂迹象。
19.图2:如图1中显示的与焊接基底片材共面的水平焊缝横截面的光学显微镜表征。a)、c)和e)是分别使用aa7075、er5356和纳米处理的aa7075作为填料材料进行焊接的晶粒形态。黑色虚线表明熔化区(mz)和部分熔化区(pmz)的熔合线,而白色虚线表明与熔合线相邻的弯曲晶粒生长和在焊缝中心的柱状拖尾晶粒生长的过渡。b)是起源于熔合线的枝晶。d)是在焊缝中心区域中的柱状晶粒。c)是在纳米处理的aa7075焊接的mz中的球状晶粒。
20.图3:图2中所示的基本上纯的aa7075和纳米处理的aa7075熔化区的水平焊缝横截面的扫描电子显微法(sem)表征。a)和c)是用aa7075填料材料焊接的熔化区的二次相显微组织。b)、d)和e)是用纳米处理的填料材料焊接的aa7075的改性的二次相。f)显示通过纳米处理的填料材料改性的二次相的横截面视图的透射电子显微法(tem)样品。g)是在tic纳米颗粒和二次相(认定为mgzn2)之间的界面的典型高分辨率tem图像。h)是与g)对应的傅立叶滤波的高分辨率tem图像。
21.图4:基本上纯的aa7075和纳米处理的aa7075熔化区的差示扫描量热法(dsc)分析。a)显示取自用aa7075和用纳米处理的aa7075填料材料焊接的接缝的熔化区样品的归一化热通量的dsc冷却曲线。b)来源于dsc结果的固体分数相对温度曲线。
22.图5:纳米处理的aa7075焊接的机械性质。a)在横向垂直横截面的中心线进行显微硬度测试。该图比较在焊接状态和焊接后热处理(pwht)条件下用er5356填料和纳米处理的aa7075填料进行的焊接的维氏硬度值。b)从左至右,较浅的阴影条显示通过气体保护钨极电弧焊(gtaw)焊接的高强度铝合金、用er5356填料材料焊接的aa7075和用纳米处理的aa7075填料材料焊接的aa7075的选择。较深的阴影条显示用er5356作为填料的改性间接电弧(miea)焊接的aa7075和在相同的pwht之后用纳米处理的aa7075填料材料焊接的aa7075。
23.图6:接收状态的tic纳米颗粒。sem图像显示从us research nanomaterials,inc.接收的tic纳米颗粒粉末。使用熔剂辅助的液态掺入,将这些纳米颗粒掺入铝中。
24.图7:aa7075+tic焊接条横截面的sem图像。该图像显示在挤出方向上的tic纳米颗粒条。这些条的出现均匀地分布在整个焊接条中。
25.图8:aa7075+tic焊接条横截面的sem图像。图7中显示的tic纳米颗粒条带之一的高放大倍率图像。tic主要保留在晶界处的aa7075的二次相内。纳米颗粒看起来是解聚集的并在二次相内充分分散。
26.详细描述
27.本公开内容的实施方案涉及纳米技术处理的(或纳米处理的)al合金和这样的纳米处理的al合金的制造方法。
28.在一些实施方案中,纳米处理的al合金是金属基体纳米复合材料,其包括al和一种或多种额外金属的基体,以及分散在基体中的增强纳米结构。在一些实施方案中,al被包括在基体中作为主要组分(以重量计)和一种或多种额外金属被包括在基体中作为次要组分(以重量计)。合适的基体材料的实例包括7xxx系列al合金例如aa7075或包括al、锌(zn)、
镁(mg)和铜(cu)的其它al合金;包括al、cu和mg的2xxx系列al合金;包括al、硅(si)、mg和cu的6xxx系列铝合金;包括al和锂(li)的8xxx系列al合金;其它al合金;前述两种或更多种的合金、混合物或其它组合。
29.在一些实施方案中,纳米结构可具有至少一个尺寸在约1nm至约1000nm、例如约1nm至约200nm、约1nm至约150nm、约1nm至约100nm、约1nm至约80nm、约1nm至约60nm、约1nm至约40nm、约1nm至约20nm、或约1nm至约10nm的范围内,虽然考虑在约1nm至约1000nm内的其它范围、例如约1nm至约500nm或约1nm至约300nm。在一些实施方案中,纳米结构可具有至少一个平均或中值尺寸在约1nm至约1000nm、例如约1nm至约200nm、约1nm至约150nm、约1nm至约100nm、约1nm至约80nm、约1nm至约60nm、约1nm至约40nm、约1nm至约20nm、或约1nm至约10nm的范围内,虽然考虑在约1nm至约1000nm内的其它范围、例如约1nm至约500nm或约1nm至约300nm。在一些实施方案中,纳米结构可包括具有约5或更小、或约3或更小、或约2或更小的纵横比和包括通常球形或球状形状的纳米颗粒,虽然考虑纳米结构的其它形状和构造,例如纳米纤维和纳米片。在一些实施方案的纳米颗粒的情况下,纳米颗粒可具有至少一个尺寸(例如为有效半径两倍的有效直径)或至少一个平均或中值尺寸(例如为平均有效半径两倍的平均有效直径)在约1nm至约1000nm、例如约1nm至约200nm、约1nm至约150nm、约1nm至约100nm、约1nm至约80nm、约1nm至约60nm、约1nm至约40nm、约1nm至约20nm、或约1nm至约10nm的范围内,虽然考虑在约1nm至约1000nm内的其它范围、例如约1nm至约500nm或约1nm至约300nm。
30.在一些实施方案中,纳米结构可包括一种或多种陶瓷,虽然考虑其它纳米结构材料。合适的纳米结构材料的实例包括金属氧化物(例如碱土金属氧化物、后过渡金属氧化物和过渡金属氧化物,例如氧化铝(al2o3)、氧化镁(mgo)、氧化钛(tio2)和氧化锆(zro2)),非金属氧化物(例如类金属氧化物例如氧化硅(sio2)),金属碳化物(例如过渡金属碳化物,例如碳化钛(tic)、碳化铌(nbc)、碳化铬(cr3c2)、碳化镍(nic)、碳化铪(hfc)、碳化钒(vc)、碳化钨(wc)和碳化锆(zrc)),非金属碳化物(例如类金属碳化物,例如碳化硅(sic)),金属硅化物(例如过渡金属硅化物,例如硅化钛(tisi)),金属硼化物(例如过渡金属硼化物,例如硼化钛(tib2)、硼化锆(zrb2)、硼化铪(hfb2)、硼化钒(vb2)和硼化钨(w2b5)),金属氮化物(例如过渡金属氮化物),非金属氮化物(例如类金属氮化物,例如氮化硅),前述两种或更多种的合金、混合物或其它组合。在其它含有过渡金属的陶瓷中,合适的纳米结构材料的特定实例包括过渡金属碳化物(例如tic)和过渡金属硼化物(例如tib2)。
31.可选择合适的纳米结构用于在温度t下加工的基体中的自分散,所述温度可设定为约(t
熔化
+200k),其中t
熔化
是基体材料的熔化温度,虽然考虑在大于约t
熔化
和直至约(t
熔化
+250k)范围内的其它加工温度。在一些实施方案中,纳米结构的选择可满足以下条件:(1)纳米结构与基体的熔体经历很少或没有化学反应;(2)通过基体的熔融从而纳米结构的良好润湿性,如通过例如在加工温度t下熔体相对于纳米结构材料表面的接触角θ小于约90
°
、例如约88
°
或更小、约85
°
或更小、约80
°
或更小、约75
°
或更小、约70
°
或更小、约60
°
或更小、约50
°
或更小、约40
°
或更小、或约30
°
或更小来表征;和|w
vdwmax
|<kt或|[(a
纳米结构
)
1/2
–
(a
基体
)
1/2
]2×
(1/12)
×
(r/d1)<kt其中a
纳米结构
是纳米结构材料的hamaker常数,a
基体
是基体材料的hamaker常数,r是纳米结构的平均有效半径,d1可设定为约0.4nm,和k是玻尔兹曼常数。
[0032]
在一些实施方案中,纳米处理的al合金可包括体积分数为至多约5%或更大、例如
至多约4.5%、至多约4%、至多约3.5%、至多约3%、至多约2.5%、或至多约2%,和低至约0.5%或更小、或低至约0.1%或更小的纳米结构。
[0033]
在一些实施方案的纳米处理的al合金的制造过程中,可以比最终的纳米结构体积分数更高的初始纳米结构体积分数组合al和增强纳米结构,从而形成中间al纳米复合材料作为母料。然后可将母料加热以形成熔体,和可将一种或多种额外金属(作为次要组分)与额外的al一起掺入熔体中以将al和一种或多种额外金属的重量百分比调节为它们的最终必要值并将纳米结构的体积分数调节为最终体积分数,从而形成纳米处理的al合金。供选择地,在其它实施方案中,可以它们的必要重量百分比和以纳米结构的最终体积分数来组合al、一种或多种额外金属、和增强纳米结构,而不需要中间阶段。
[0034]
还可使用包括但不限于以下的制造方法来进一步加工和成型所得的纳米处理的al合金:
[0035]
1.凝固加工(例如铸造、加压铸造、熔加压铸造造)
[0036]
在一些实施方案的凝固加工过程中,将纳米处理的al合金加热以形成熔体,将熔体传送至限定了具有必要形状的中空空间的模具,并将熔体冷却以凝固和形成具有必要形状的纳米处理的al合金的金属零件。
[0037]
在凝固加工过程中纳米处理的al合金(例如aa7075+tic)可表现出高的抗凝固裂纹性以及晶粒细化。由于对凝固机制的各种改变,例如凝固前沿的钉扎和平滑,在没有纳米处理的情况下,获得了对al合金的晶粒生长的枝晶模式中的严重异相成核的有效缓解。
[0038]
在凝固加工过程中形成的热裂纹和偏析和低的变形效率可严重限制al合金的制备和应用。通过使用纳米处理,可明显改进高强度al合金(例如aa7075+tic)的显微组织和机械性质,尤其是它们的铸造性质,例如:
[0039]
·
使用纳米处理,可更均匀地分布高强度al合金(例如aa7075+tic)的显微组织。由于高活性异质成核和tic纳米结构的钉扎效应可同时获得al晶粒的细化和二次相的改性。
[0040]
·
在tic纳米结构的存在下纯合金的大的片状共晶二次相通过破坏它们的连接从而被改性。二次相围绕准球形晶粒分布更细且均匀并因此几乎不存在大的共晶特征。
[0041]
·
使用纳米处理,可在aa7075+约1.0体积%tic纳米复合材料中获得具有平均尺寸为17.46
±
2.97μm的超细晶粒,这比使用其它晶粒细化剂获得的细得多。纳米结构对晶粒形态的影响延伸到晶粒细化之外,并还产生从枝晶生长至准球形生长的改变,因此明显不同于晶粒细化的其它方法。二次相的改性可改进模具填充能力并降低在凝固加工过程中形成的裂纹。
[0042]
·
使用纳米处理,铸造状态的aa7075+约1.0体积%tic纳米复合材料的拉伸强度和硬度可达到至多约284.06mpa(或更大)和约123.7hv(或更大)。
[0043]
关于加压铸造和熔加压铸造造,并且由于纳米处理的al合金的无裂纹凝固行为,可将材料铸造成复杂且高纵横比的几何形状,例如涡轮增压器涡轮机叶轮或蜂窝电话中框。正常机加工这些零件,造成高生产成本。
[0044]
2.熔焊(例如电弧焊接)
[0045]
进行了大量的研究以便允许熔焊用于高强度al合金,尤其是aa7075。优化焊接参数或识别高强度7xxx和2xxx系列al合金的凝固裂纹敏感性的冶金学补救措施的这些方法
有时不能消除长期存在的问题。
[0046]
在一些实施方案中,纳米处理的使用为高强度al合金的熔焊有效地提供解决方案。例如,在电弧焊接过程中,提供纳米处理的al合金作为置于待焊接在一起的两个al合金金属零件之间的填料材料,并且金属零件与在其间的填料材料经受电弧焊接,通过加热以至少部分熔融金属零件和填料材料,之后是冷却从而引起凝固和融合。在一些实施方案中,填料材料的al合金的化学组成与金属零件的al合金的化学组成基本上相同(例如在al和一种或多种额外金属的重量百分比方面)。
[0047]
用于电弧焊接的纳米处理的益处包括:
[0048]
·
对使用纳米处理的aa7075+tic作为填料丝的气体保护钨极电弧焊(gtaw)aa7075的实验显示:与铸造过程中的凝固类似,抑制了熔化区的枝状晶粒生长,其。使用aa7075+约1.7体积%tic,产生的接缝熔化区表现出具有平均尺寸为9.4
±
5μm的球形晶粒。因此,使用具有基本上等于待焊接的金属零件的基底材料的化学组成的纳米处理的填料材料可允许电弧焊接用于7xxx系列的各种al合金。
[0049]
·
如在铸造中提到的,细化了铸造状态的熔化区的二次相,并且改变了层状共晶相的外观。
[0050]
·
当焊接较少热裂纹敏感的7xxx和6xxx系列al合金(例如aa7005和aa6061)时与用于减轻凝固开裂的合金的填料材料例如er5356和er4043相比,纳米处理的填料材料可符合任何7xxx系列合金的化学组成,并因此消除使用不同填料材料焊接的缺点(例如液化开裂和热膨胀系数(cte)失配应力)。
[0051]
·
在熔化区和基底材料中具有基本上相等的化学组成还将对焊接接缝的焊接后热处理响应具有有益效果。当使用t6焊接后热处理时熔化区中显微硬度的基本上完全恢复可达到锻造材料的值并可达到至多约96%的基底材料初始值的横向拉伸强度。这呈现与使用不可热处理的不同填料材料相比的明显优势。
[0052]
·
如果基底材料自身是具有抗热裂纹性组成的纳米处理的al合金,则可省略填料材料,并且可自然地进行焊接而没有热开裂。
[0053]
对于气体保护金属极弧焊(gmaw)、等离子弧焊、激光束焊接、激光
‑
复合焊接(等离子、气体保护钨极电弧焊(gtaw)和gmaw增强激光焊接)、电子束焊接和电阻焊等可达到以上讨论的类似益处。如果基底材料是纳米处理的al合金则可自然地进行所有这些熔焊方法,或者如果填料材料是纳米处理的则可用al合金的未处理的基底材料进行所有这些熔化焊接方法。在电阻焊的情况下,可以小硬币状的纳米处理的盘或环形式引入填料材料,置于两个基底材料片材或管之间。通常纳米处理方法可应用于包括材料凝固的任何熔化方法。
[0054]
3.挤出和其它(热)机械加工
[0055]
纳米处理的al合金(例如7xxx系列al合金)与没有纳米处理的al合金相比可具有优异的可挤出性(或塑性变形能力)。在一些实施方案的挤出过程中,加热以初级坯料形式提供的纳米处理的al合金以形成熔体,将熔体强制通过具有必要形状的横截面的模口,并将熔体冷却以凝固和形成具有必要形状的纳米处理的al合金的金属零件。
[0056]
为了被认为具有好的可挤出性,初级坯料应具有细的基本上等轴的且基本上无枝晶的晶粒结构。用于挤出的纳米处理的益处包括:
[0057]
·
铸造状态的纳米处理的al合金(例如aa7075)表现出细的基本上等轴的晶粒结
构,例如具有约3或更小、约2.5或更小、或约2或更小的纵横比(或平均或中值纵横比)并具有通常球形或球状形状,和具有最大尺寸(或平均或中值最大尺寸)在约1nm至约100nm、例如约1nm至约80nm、约1nm至约60nm、约1nm至约40nm、约1nm至约20nm范围内的晶粒。因此,铸造状态的纳米处理的7xxx系列al合金可直接用作挤出工艺的初级坯料,而不需要进一步处理。
[0058]
·
由于纳米处理的al合金的细晶粒结构,可改进挤出工艺的生产率,以及产生的金属零件的表面和整体品质。aa7075典型地以约40的最大挤出比以约2m/min的速度挤出。实验显示用约1
‑
2体积%纳米颗粒处理的aa7075可以约78的挤出比挤出而没有挤出缺陷。
[0059]
·
在作为热挤出一部分的加热过程中或在热挤出之前加热过程中,可通过纳米结构钉扎晶粒尺寸,从而抑制静态晶粒再结晶(参见以下热处理部分)。
[0060]
·
在挤出之后,细化的晶粒尺寸由于塑性变形可被纳米结构再一次钉扎。抑制了在仍然热的金属零件中的静态晶粒再结晶(参见以下热处理部分)。
[0061]
其它(热)机械加工包括轧制、拉拔、锻造、深拉和液压成型。
[0062]
4.触变铸造
[0063]
纳米处理的al合金(例如7xxx系列al合金)与没有纳米处理的al合金相比可具有优异的触变铸造稳定性。在一些实施方案的触变铸造过程中,加热以初级坯料形式提供的纳米处理的al合金以形成半固体,将半固体传送至限定了具有必要形状的中空空间的模具,并将半固体冷却以凝固和形成具有必要形状的纳米处理的al合金的金属零件。为了获得触变流动行为,这个方法规定了具有基本上等轴的非枝状晶粒结构的坯料。
[0064]
触变铸造的纳米处理的益处包括:
[0065]
·
铸造状态的纳米处理的al合金(例如aa7075)表现出细的基本上等轴的晶粒结构,例如具有约3或更小、约2.5或更小、或约2或更小的纵横比(或平均或中值纵横比)并具有通常球形或球状形状,和具有最大尺寸(或平均或中值最大尺寸)在约1nm至约100nm、例如约1nm至约80nm、约1nm至约60nm、约1nm至约40nm、约1nm至约20nm范围内的晶粒。因此,铸造状态的纳米处理的7xxx系列al合金可直接用作触变铸造的初级坯料,而不需要进一步处理。
[0066]
·
在触变铸造之后,细化的晶粒尺寸由于塑性变形可被纳米结构再一次钉扎。抑制了在仍然热的金属零件中的静态晶粒再结晶(参见以下热处理部分)。
[0067]
5.纳米处理的线和粉末的增材制造和直接沉积
[0068]
电弧增材制造(waam):
[0069]
waam包括产生小熔池的热源(等离子、电弧、激光、或电子束)和将金属加料至熔池中的送丝器并因此逐层积累材料。这种方法包括与熔焊相似的条件并因此受限于非热裂纹敏感的al合金。如果使用纳米处理的高强度al合金线作为原料,则可由原先不可打印的al合金制造无裂纹和细晶粒的零件。
[0070]
选择性激光熔化(slm):
[0071]
可通过例如气体雾化将纳米处理的al合金粉末化并用作slm机中的粉末原料。如果使用这种纳米处理的al合金粉末原料,可由原先不可打印的al合金制造无裂纹和细晶粒的零件。
[0072]
直接能量沉积(ded):
[0073]
与waam类似,ded包括加热基材的热源(等离子、电弧、激光、或电子束),同时将粉末喷涂至基材上,并因此添加材料。与其它增材制造方法一样,ded对热开裂敏感。使用纳米处理的al合金粉末原料,可由原先不可打印的al合金制造无裂纹和细晶粒的零件。
[0074]
热喷涂:
[0075]
对于热喷涂,可以气体雾化粉末形式或作为与waam类似的成卷线使用纳米处理的al合金。因为材料在加工过程中经历熔化和快速凝固,所以该方法对热开裂敏感。使用纳米处理的al合金粉末原料或纳米处理的al合金线,可由原先不可打印的al合金制造无裂纹和细晶粒的零件。
[0076]
6.热处理
[0077]
7xxx和2xxx系列高强度铝合金分别是可热处理的al
‑
zn
‑
mg
‑
cu和al
‑
cu
‑
mg合金。基于时效,可使用t6热处理以增强合金的机械性质。然而,晶粒的尺寸和分布可主要取决于热处理工艺,其可影响合金的机械性质。
[0078]
热处理的纳米处理的益处包括:
[0079]
·
在t6热处理(在约480℃下加热约1h并然后在约120℃下时效约19h)之后,aa7075+约1体积%tic(初始为17.46
±
2.97μm)纳米复合材料中的基本上等轴晶粒生长仅约6%至18.52
±
4.0μm的平均晶粒尺寸。相比之下,如果经历相同的热处理,在没有纳米处理的情况下aa7075合金中的枝状晶粒的尺寸生长几个100%至几百微米。
[0080]
·
甚至当延长约480℃下固溶化阶段至约4h之后在约120℃下时效约19h时,aa7075+约1体积%tic纳米复合材料中的基本上等轴晶粒仍维持基本上相同,具有18.02
±
2.17μm的平均晶粒尺寸。这表明在约480℃下纳米处理的aa7075的再结晶晶粒生长在直径微小增加之后饱和并变得与时间无关。
[0081]
·
使用t6热处理,aa7075+约1体积%tic纳米复合材料的拉伸强度和硬度可分别达到至多约474.92mpa(或更大)和约181.8hv(或更大)。
[0082]
7.耐腐蚀性
[0083]
经受海盐的纳米处理的al合金(例如aa7075)的耐腐蚀性与没有纳米处理的al合金相比可维持基本上不变。
[0084]
纳米处理的al合金(例如7xxx系列al合金)可对腐蚀和应力腐蚀开裂较不敏感。
[0085]
实例实施方案
[0086]
一些实施方案涉及金属基体纳米复合材料。在一些实施方案中,纳米复合材料包括基体和分散在基体内的纳米结构,所述基体包括al合金。在一些实施方案中,基体包括具有约3或更小、约2.5或更小、或约2或更小的纵横比(或平均纵横比)的晶粒。在一些实施方案中,基体包括作为以重量计的主要组分的al和不同于al的至少一种额外金属。在一些实施方案中,至少一种额外金属选自zn、mg和cu。在一些实施方案中,纳米结构具有在约1nm至约200nm范围内的平均尺寸。在一些实施方案中,纳米结构包括陶瓷。在一些实施方案中,陶瓷是含有过渡金属的陶瓷。在一些实施方案中,含有过渡金属的陶瓷选自过渡金属碳化物和过渡金属硼化物。在一些实施方案中,含有过渡金属的陶瓷是tic。在一些实施方案中,含有过渡金属的陶瓷是tib2。在一些实施方案中,纳米结构以至多约5%的纳米复合材料的体积分数分散在基体中。在一些实施方案中,纳米复合材料中的纳米结构的体积分数为至多约3%。在一些实施方案中,纳米复合材料中的纳米结构的体积分数为至多约2.5%。
[0087]
额外的实施方案涉及制造方法,其包括提供任何前述实施方案的纳米复合材料;和使纳米复合材料经受凝固加工(例如铸造)以形成金属零件。在一些实施方案中,使纳米复合材料经受凝固加工包括加热纳米复合材料以形成熔体,将熔体传送至限定了具有必要形状的中空空间的模具,并将熔体冷却和凝固以形成具有必要形状的金属零件。
[0088]
额外的实施方案涉及制造方法,其包括提供任何前述实施方案的纳米复合材料作为填料材料,将填料材料置于待焊接在一起的al合金的金属零件之间,和使金属零件与其间的填料材料经受熔焊(例如电弧焊)。在一些实施方案中,填料材料的al合金的化学组成与al合金金属零件的化学组成基本上相同。
[0089]
额外的实施方案涉及制造方法,其包括提供任何前述实施方案的纳米复合材料作为第一金属零件,和使第一金属零件和铝合金第二金属零件经受熔焊。在一些实施方案中,第一金属零件的al合金的化学组成与al合金第二金属零件的化学组成基本上相同。
[0090]
额外的实施方案涉及制造方法,其包括提供任何前述实施方案的纳米复合材料;和使纳米复合材料经受挤出以形成金属零件。在一些实施方案中,使纳米复合材料经受挤出包括加热纳米复合材料以形成熔体,将熔体强制通过具有必要形状的横截面的模口,并将熔体冷却和凝固以形成具有必要形状的金属零件。
[0091]
额外的实施方案涉及制造方法,其包括提供任何前述实施方案的纳米复合材料;和使纳米复合材料经受触变铸造以形成金属零件。在一些实施方案中,使纳米复合材料经受触变铸造包括加热纳米复合材料以形成半固体,将半固体传送至限定了具有必要形状的中空空间的模具,并将半固体冷却和凝固以形成具有必要形状的金属零件。
[0092]
额外的实施方案涉及制造方法,其包括提供任何前述实施方案的纳米复合材料,和使用纳米复合材料作为原料进行增材制造以形成金属零件。
[0093]
另外的实施方案涉及制造方法,其包括提供任何前述实施方案的纳米复合材料;和使纳米复合材料经受热处理以形成金属零件。在一些实施方案中,使纳米复合材料经受热处理包括在第一阶段期间加热至第一温度持续第一时间段,之后冷却,并且然后接着在第二阶段期间加热至第二温度持续第二时间段,其中第一温度大于第二温度,和第一时间段小于第二时间段。
实施例
[0094]
以下实施例描述本公开内容的一些实施方案的特定方面从而说明并为本领域普通技术人员提供描述。不应将实施例解释为限制本公开内容,因为实施例仅提供可用于理解和实践本公开内容的一些实施方案的具体方法。
[0095]
用于不可焊接的铝合金7075的电弧焊接的基于纳米颗粒的相控制
[0096]
概述:
[0097]
轻质材料和结构在今天的社会中对于减小能量消耗和排放至关重要。对于有资格广泛使用在轻质结构组件中的材料,焊接或接合被广泛地认为是中心特性。然而,这对于高强度铝合金例如7075(aa7075)而言由于在熔焊过程中它们的热裂纹敏感性而是长期存在的问题。这里这个实施例显示可通过在焊接过程中引入基于纳米颗粒的相控制来安全地电弧焊接aa7075而没有热裂纹。用含有碳化钛(tic)纳米颗粒的aa7075填料丝焊接的接缝表现出细的球状晶粒和改性的二次相,这本质上减轻热裂纹敏感性,且还在焊接状态和焊接
后热处理条件下显示非同寻常的拉伸强度。通过纳米技术对熔焊的填料材料的这种改性可通常应用于大范围的热裂纹敏感性材料从而产生重要影响。
[0098]
引言:
[0099]
较轻材料和结构对于减小各种运输应用,尤其是汽车和航天工业的燃料消耗和排放是最重要的。表明了约10重量%减小导致汽车燃料经济性的约6
‑
8%提高。因此将轻质结构零件组装为功能组件对于今天的社会和工业例如现代汽车、建筑、造船和航空至关重要。焊接或接合规定了减少有效的设计工作量和成本,并因此可焊性被广泛地认为是将材料定性广泛使用的过程中的中心方面。
[0100]
交通工具中轻质铝(al)的使用在上个十年间快速提高。通过使用具有较高强度的al合金,还可进一步减小交通工具重量。由于它们的优异的高强度与重量比,可热处理的al合金,尤其是2xxx和7xxx系列经常在今天的航天或军事工业中得以应用。在7xxx合金中是al合金7075(aa7075,al
‑
zn
‑
mg
‑
cu合金),其在低重量下具有非同寻常的强度。然而,这些材料由于它们在电弧焊接过程中开裂的敏感性而众所周知,因此明显限制了它们的广泛使用,例如在汽车中。由于aa7075的不可焊接性和铝合金大体上的高强度,目前航天工业强烈依赖于铆接和螺栓连接来将这些材料连接成复杂的组件。当前实施摩擦搅拌焊接(fsw)(固态接合技术)来接合aa7075。然而,fsw工艺的完全机械化的属性阻碍它用于道口或焊接形状复杂的应用。工件还不得不被限制在精心设计的支撑工具中,使其难以适当地限制零件用于fsw中的复杂焊接。因此,aa7075的电弧焊接仍是飞机或交通工具高度期望的,而它的可电弧焊接性仍作为障碍。
[0101]
进行了大量的研究以便允许电弧焊接用于高强度铝合金,尤其是aa7075。优化焊接参数或识别这些材料的不可焊接性的冶金学补救措施的这些方法令人遗憾地不能解决长期存在的问题。
[0102]
这里这个实施例显示纳米颗粒增强的aa7075填料丝可用于焊接众所周知不可焊接的材料。这个方法本质上减轻凝固开裂以及液化开裂(几十年来阻碍aa7075成功电弧焊接的两种主要热裂纹模式)的出现。此外,产生的焊接具有在熔化区中晶粒尺寸为约9μm,其中在熔化区中很少或没有稀释强化元素。焊接显示在焊接状态条件下至多约392mpa的空前的极限拉伸强度,而在焊接后热处理时达到至多约551mpa。这表明将纳米技术处理的焊丝引入aa7075合金的电弧焊接使熔焊用于主流应用例如电动车辆中的这种高性能合金的结构设计。这种改进的纳米技术处理方式可容易延伸用于2xxx和7xxx系列铝合金之外的其它热裂纹敏感的材料的熔焊。
[0103]
电弧焊接结果:
[0104]
通过使用盐辅助的纳米颗粒掺入和热挤出将约1.7体积%的约40nm
‑
约60nm的tic纳米颗粒掺入aa7075中来制造纳米技术处理的aa7075填料棒(参见方法和图6)。这种制造方法相对于具有纳米颗粒芯的颗粒涂覆填料棒或填料管的主要优点是在焊接时将纳米颗粒引入熔体中的状态。通过在实际焊接工艺前已经将分散的纳米颗粒掺入铝基体,增强材料过渡到熔化区中更有效。出于比较的目的,使用er5356(al
‑
5mg)填料、基本上纯的aa7075填料和改进的纳米技术处理的aa7075棒来进行电弧焊接实验,以融合两个aa7075片材,每个具有尺寸为约152.4mm
×
约76.2mm
×
约3.175mm,如图1a中显示(参见方法)。在图1b
‑
d中显示使用这三种不同的填料材料进行的焊接。应注意选择具有相对高的热输入和相对慢的
焊接速度的焊接参数来提高热应力以及凝固收缩率,并因此展示改进的材料对凝固裂纹敏感性的影响。
[0105]
图1b显示使用基本上纯的aa7075填料材料进行的焊接。在接缝的中心线处连续的宏观裂纹代表aa7075对熔焊时凝固开裂的敏感性。在图1c中显示使用er5356进行的焊接。当焊接较小裂纹敏感性的材料例如aa6061和aa7005时,使用这种类型的填料以减轻凝固开裂的出现。然而,在实验中,这种填料材料的作用不满足要求并且没有抑制aa7075中的凝固开裂。接缝显示与图1b中相同的错误图样。使用纳米技术处理的(或纳米处理的)aa7075填料材料进行的第三焊接显示令人惊讶的不同图像。图1d中显示的焊缝没有宏观缺陷,尽管在与两种对照填料材料相同的参数下焊接。
[0106]
光学表征:
[0107]
为了进一步理解这些结果,使用光学显微法(om)和weck试剂进行显微组织研究从而揭示不同熔化区的晶粒形态。在图2a中,焊接aa7075与相同组成的填料材料的缺点变得明显。
[0108]
由于合金的宽的半固体区域和非线性固体分数对温度的曲线,熔化区在热输入后以大的枝晶凝固。插图2b显示与熔合线相邻的具有平均尺寸为116.5
±
68.7μm的弯曲的枝状晶粒,而更靠近中心线的高度枝状晶粒达到几百微米的长度。在凝固过程中,这些枝晶形成液体沟槽,该液体沟槽必须在逐渐从液态转变为固态时从熔化区(mz)供给液体。如果通过在凝固前沿的进入或合并时自发成核而从mz切除这些沟槽,则剩余的液体部分形成凹坑(pocket)。截留液体的体积收缩将引起关于焊接方向的垂直张力。如果这个沟槽内的压力降至小于空化压力,则形成空隙,从而引发跟随mz的裂纹。这种现象强烈地依赖于制造过程的凝固速度。
[0109]
图2c显示用er5356填料棒焊接的熔化区。可发现与熔合线相邻的晶粒尺寸减小至平均为70.5
±
44.5μm,同时柱状枝晶粒生长(在插图2d中显示)保持与使用aa7075填料材料进行的焊接类似。用不同填料材料焊接的目的是用较小裂纹敏感的填料材料重度稀释裂纹敏感的基底材料。然而,使用这种方式,进行若干对比。通过用不同填料合金稀释熔化区,aa7075的强化合金组分的浓度降低。这导致焊接状态强度的降低,以及对焊接后热处理的响应性减小。此外,使用这些填料棒将提高液化开裂的可能性。铝填料合金例如er5356可引起熔化区比与熔池相邻的部分熔化区更早凝固。为了更精确,熔池组成的固体分数变得比在相同温度下在部分熔化区中纯aa7075的固体分数更大。这引起在弱化的部分熔化区(pmz)上朝向熔池中心的张力并最终导致液化裂纹。由于由凝固开裂带来的应力消除,没有在这个评价中观察到这种失效模式。
[0110]
使用纳米处理的填料材料,已成功实施了有潜力根本改变材料的凝固机制,从而使aa7075的熔焊没有任何前述缺点的供选择的方式。图2e显示使用用约1.7体积%tic填料棒处理的aa7075焊接的接缝的水平横截面。图2e揭示在整个mz中的均相晶粒形态,这非常不同于之前引入的对照焊接。晶粒是高度等轴的,其中平均尺寸为9.4
±
5.0μm,显示光滑的晶界。然而,在添加纳米颗粒的情况下,在液
‑
固界面处的外延成核保持有利。将几种有益的机制引入引起这种特定晶粒形态的凝固过程。首先,tic的存在使凝固前沿减速,并因此减小起源于液
‑
固界面的枝状晶粒生长的速度。减速的晶粒生长允许在提高的过冷下邻近界面的区域的形成,其中纳米颗粒的存在向凝固过程添加异质成核。对于晶格失配因子为约
5.8%的铝和tic,促进了这种效应,这表明在纳米颗粒表面成核的铝晶粒基本上完全外延。最后,纳米颗粒改变这些异质成核晶粒的外观,并且可对等轴枝状晶粒生长具有强烈影响,从而产生如图2f的插图中显示的球状晶粒外观。这种不存在定向的、枝状晶粒生长是纳米处理的填料材料对热裂纹敏感的铝合金的焊接过程带来的优点的重要指标。此外,使用类似的填料材料本质上减轻液化开裂的出现。
[0111]
通过扫描电子显微法(sem)和透射电子显微法(tem)表征:
[0112]
为了进一步理解tic纳米颗粒对aa7075的凝固行为的影响,使用扫描电子显微镜法(sem)和透射电子显微法(tem)来研究用基本上纯的aa7075和纳米处理的aa7075填料焊接的熔化区的二次相形态。图3a显示基本上纯的aa7075熔化区的典型的二次相分布。如在om图像中观察到的,纯铝合金中二次相的出现表明α
‑
铝晶粒的枝晶凝固。在焊接中心,这种凝固模式导致在焊接方向上晶界处相对长且连续的偏析。
[0113]
如前所述,这种枝状晶粒生长是不希望的,因为它可引起宏观或微观的空穴和裂纹。此外,这样的连续的纵向二次相特征引起熔化区具有垂直于焊接方向的低拉伸强度。在图3c中的较大放大倍数下,观察到纯合金的二次相在大的共晶mg(zn,cu,al)2区域中凝固,尤其是在晶界的三晶交点处。图3b显示在tic纳米颗粒的存在下典型的二次相。这里,二次相是分段的,而它的片段是随机取向的并且比纯合金中它们的对应物细得多和短得多。图3d显示纳米处理的熔化区中局部较大的金属间化合物的区域。这里,前进的晶界在凝固的末期累积tic,导致在二次相中局部较高的纳米颗粒体积百分比(参见图7和8)。因此,大幅减少共晶特征的出现以及尺寸。图3e中的插图显示在凝固过程中形成的几个层状mg(zn,cu,al)2相之一。纳米颗粒通过分离结构内的连接而改变其规则的层状图案。这些发现与熔化区减小的裂纹敏感性一致。较细的随机取向的偏析和尺寸减小的离散共晶特征连同圆形和等轴晶粒表明直至凝固末期的二次相的高流动性。因此,不可能引入造成凝固开裂的液体二次相凹坑。
[0114]
为了清楚地揭示tic纳米颗粒和mg(zn,cu,al)2二次相之间的界面,使用了原子尺度的tem分析。图3f显示从含有tic纳米颗粒的纳米处理的共晶mg(zn,cu,al)2区域切割的tem样品的sem图像。如图中标记的,观察到大多数tic纳米颗粒保留在二次相内部或在al基体和mg(zn,cu,al)2相之间的界面处。这表明tic纳米颗粒在凝固过程中优先保留在mg(zn,cu,al)2相内并有效地改变熔化区中二次相的尺寸、形状和分布。图3g显示在tic纳米颗粒和二次相之间的典型界面。图3h是与图3g对应的傅立叶滤波的原子分辨率tem图像。观察到的二次相由它的原子结构被认定为mgzn2相。如图3h中标记的,mgzn2的和平面被认定具有约120
°
的角度。mgzn2相以[0001]晶带轴取向。此外,在原子结构中认定和标记tic纳米颗粒的(111)、和(200)平面。这个tic纳米颗粒以晶带轴取向。tic的(111)平面显示为与mgzn2的平面平行。tic的平面在之间具有约10
°
的角度。tic和mgzn2的平面距离分别为约0.2499nm和约0.2609nm。因此,将tic
‑
mgzn2界面处的失配计算为约5.6%,这表明半共格界面。良好的晶格匹配还解释了为什么tic纳米颗粒倾向于依附于mgzn2二次相并有效地改性mgzn2用于改进的焊接品质。
[0115]
差示扫描量热法(dsc)分析:
[0116]
为了进一步解释tic纳米颗粒引入的对aa7075的α
‑
晶粒以及其二次相形态的改变,使用dsc分析用基本上纯的和纳米处理的aa7075填料棒焊接的接缝的熔化区样品。当比较图4a中的两条冷却曲线时,α晶粒成核的热释放峰明显不同。代表纯材料的曲线显示在达到其第一最小值之前和之后的急剧提高以及急剧降低。这表明一旦成功成核α
‑
晶粒迅速生长。与此相反,纳米处理的样品的α峰振幅低约20%,而在达到其最大值之后的斜率似乎不太陡。这表明纳米处理的合金的α晶粒的生长减速,从而导致更连续的成核。
[0117]
比较图4b中所示的由热流曲线得到的固体分数曲线,这种现象变得更加明显。纯样品的固体分数曲线中的尖锐转折点是材料的不利凝固机制的特征。对于用含有约1.7体积%tic的填料焊接的样品,这个转折点变平并显示连续的晶粒生长,直到关键的凝固末期,在此开始凝固开裂。此外,对于纳米处理的合金而言,二次相成核的开始延迟了几乎12℃。这种延迟连同α晶粒的钉扎和限制生长支持了在整个熔化区的凝固过程中改进的液态熔体流动性的假设。
[0118]
机械性质:
[0119]
为了展示纳米处理的aa7075填料材料对焊缝机械性质的影响,进行了显微硬度以及拉伸测试。为了突显这种改进的填料材料相对于对照er5356填料的优越性能,图5a中显示用er5356和纳米处理的aa7075填料材料进行焊接的横截面显微硬度分布图。与对照填料棒相比,后者的熔化区在焊接状态条件下的高显微硬度值可归因于改变的化学组成以及金属基体纳米复合材料中的强化机制,例如hall
‑
petch效应和orowan强化。因为对于所有焊接实验而言参数保持恒定,所以还值得注意的是,当用改进的填料材料焊接时,减轻了部分熔化区和热影响区域的劣化。即使在这个实例中,仅操纵熔化区以含有纳米颗粒,但熔化区的粘度和热导率的操纵可改变体系的热流动。
[0120]
当在焊接后热处理之后比较两个样品的显微硬度结果时,纳米处理的aa7075填料材料另外的主要优点变得明显(参见方法)。因为纳米复合材料填料棒模拟基底材料的化学组成,所以熔化区变得完全可热处理,并且由于纳米颗粒增强而甚至超过基底材料的硬度水平。此外,纳米颗粒的钉扎效应限制了热处理期间熔化区内的晶粒生长,从而在热处理之后产生13
±
6.2μm的晶粒尺寸。与此相反,在er5356焊接为v形槽的情况下,约20%的基底材料的强化合金化组分被稀释至熔化区中。因此,热处理之后熔化区内硬度的提高不太明显。
[0121]
为了进一步研究这种改进的填料材料的适用性,从焊缝上切割横向拉伸棒,并在焊接状态和热处理条件下测试。图5b显示焊接的较高强度铝合金的选择以及本实施例的结果。对于焊接状态的情况,在约1.5%伸长率下拉伸强度达到约392mpa的最大值(平均376
±
15mpa),如所报道的,这显著高于使用er5356的拉伸性质。
[0122]
虽然考虑到它的硬度,部分熔化区将是指定的断裂区域,其中试样在熔化区内断裂。因此,当焊接缺陷减少并且整体焊接参数被优化时,可预期改进的机械性能。
[0123]
如横截面显微硬度已经表明的,当热处理拉伸棒至t6条件时,纳米处理的填料在机械性质方面的优点变得明显。热处理试样的拉伸试验达到约551mpa(平均531
±
19mpa)拉伸强度,在约5.21%伸长率下,该拉伸强度在aa7075
‑
t6的锻造值的约93%内。值得注意的是在拉伸棒的规格开始时,在距熔融和部分熔化区很远的距离,表现出最高拉伸性质的试样断裂。这表明通过热处理,产生的熔焊接缝可能与原始锻造材料一样坚固。可在图5b中找到与用er5356填料材料焊接的aa7075和其它焊接的铝合金相比纳米处理的aa7075焊接的
横向极限拉伸强度总结。
[0124]
结论:
[0125]
总之,使用改进的纳米处理的aa7075填料丝使aa7075的气体保护钨极电弧焊的热开裂驱动机制失效。这里,在熔化区的凝固过程中tic纳米颗粒的存在改变合金的α
‑
晶粒和二次相形态,从而产生不含裂纹的熔化接缝。熔化区的晶粒形态是准球形的,并且消除了引起凝固开裂的枝状晶粒生长。从融合接缝切割的横向拉伸棒显示在焊接状态条件下至多约392mpa的非同寻常的极限拉伸强度,而在焊接后热处理时达到至多约551mpa,这是锻造的材料性质的约96%。这种方法和所引入的机制提供制造填料丝的创新途径,其允许用于其它难以焊接的材料体系的电弧焊接,并且有潜力改进不同材料的焊接。
[0126]
方法:
[0127]
填料棒制造
[0128]
由于有前景的掺入结果和令人满意的颗粒
‑
基体(铝以及mg(zn,cu,al)2相)晶格匹配,选择tic作为增强材料。铝和tic在大于约750℃的温度可稳定地共存。此外,大于800℃,材料具有良好的润湿性(θ≈51
°
)。使用直径为约40
‑
60nm的tic颗粒。熔池中aa7075的较高含量可导致较高的焊接状态强度并可提高焊接后处理的恢复效果。因此,并为了展示纳米颗粒防止热开裂的有效性,将焊接填料棒设计为含有约1.7体积%的tic的aa7075。
[0129]
为了将tic掺入铝,选择熔剂辅助的液态掺入方法,这是由于其可扩展性。作为熔剂,选择kalf4。将含有约8体积%tic的铝/tic纳米复合材料制造为母料。添加合适量的铝(为了稀释母料的tic含量)、锌、铜、镁和铬(为了匹配aa7075基底材料的化学组成)来制造含有约1.7体积%的tic的aa7075金属基体纳米复合材料。将复合材料浇注为坏料并热挤出为约3.175mm焊棒。
[0130]
离子磨削的棒片段的能量色散光谱法(eds)分析显示合金化组分在aa7075的化学组成的合理接近度内,如表1所示。
[0131][0132]
表1(在重量百分比方面的值)
[0133]
焊接工序
[0134]
通过熔化约152.4mm
×
约76.2mm
×
约3.175mmaa7075片材作为具有v形槽的对接焊缝,并将其夹在铜背板上进行焊接实验。作为对照,在电源(lincoln aspect 375)和焊接机器的同等参数下焊接er5356以及约3.175mm直径的改进的aa7075金属基体纳米复合材料填料棒,如表2所示。
[0135]
表2:焊接参数
[0136]
参数值电流类型恒定电流电流180a输出频率180hz
平衡(balance)85%氩气流速18cc/min电极间隙2mm电极前进速度60mm/min开始延迟1.5s
[0137]
样品制备
[0138]
使用agiecharmilles cut 200线edm机将融合的aa7075基板切割成横向测试棒。首先由400、600、800和1200磨光纸研磨剩余金属块并且最后使用约1μm al2o3化合物抛光用于om、sem和维氏显微硬度表征。还离子磨削sem样品。为了增强晶粒的可见度和对比度,当使用偏振光时,om样品另外用weck试剂蚀刻。用于tem表征,使用聚焦离子束(fib)从熔化区切下约46nm厚度的样品,并用titan s/tem(fei)在约300kv下表征。
[0139]
焊后热处理(pwht)
[0140]
将样品在约480℃下加热约1h,然后在约25℃下用水骤冷。在第二阶段中,将样品在约120℃下时效约19h,然后在空气中冷却至室温。
[0141]
维氏显微硬度
[0142]
使用抛光的竖直、横向横截面,在约一半的基底材料厚度下使用约200g力和约10s停留时间的机器设置进行显微硬度测试。
[0143]
拉伸测试
[0144]
使用georg fisher ag切割200线edm机将融合的aa7075基底材料板切割成拉伸试样(具有减小夹持长度的astm
‑
e8)并进一步抛光。使用约100kn拉伸测试负载元件和约1.27mm/分钟的测试速度进行拉伸测试。在从拉伸测试机移除试样之后手动测量极限拉伸强度(uts)伸长率。
[0145]
差示扫描量热法(dsc)
[0146]
分别从用纳米处理且基本上纯的aa7075焊接棒焊接的熔化区切割约44.63mg和约43.02mg样品并使用elmer perkins dsc 8000调查。在氧化铝坩埚中,以约350℃/min将样品从约25℃加热至约670℃,在约670℃下保持约10分钟并然后以约10℃/min冷却至约350℃以便观察在半固体区域内样品的热流。减去通过仅使用氧化铝坩埚运行程序获得的基线,并且校正所得的数据获得质量差。
[0147]
如本文所用的,除非上下文另外明确表明,单数术语“一个”、“一种”和“该”可包括复数所指物。因此,除非上下文另外明确表明,例如提到一个物体可包括多个物体。
[0148]
如本文所用的,术语“组”是指一个或多个物体的集合。因此,例如,一组物体可包括单个物体或多个物体。一组的物体也可被称为该组的成员。一组的物体可相同或不同。在一些实例中,一组的物体可共享一个或多个共同特征。
[0149]
如本文所用的,术语“连接”、“连接的”和“连接”是指可操作的联结或链接。连接的物体可直接地彼此联结,或者可间接地彼此联结,例如经由一个或多个其它物体。
[0150]
如本文所用的,术语“基本上”和“约”用于描述和解释小的变化。当与事件或情况结合使用时,该术语可指其中事件或情况精确地发生的实例以及其中事件或情况接近近似地发生的实例。例如,当与数值结合使用时,该术语可指小于或等于该数值的
±
10%的变化范围,例如小于或等于
±
5%、小于或等于
±
4%、小于或等于
±
3%、小于或等于
±
2%、小于
或等于
±
1%、小于或等于
±
0.5%、小于或等于
±
0.1%或小于或等于
±
0.05%。例如,如果第一数值在第二数值的小于或等于
±
10%的变化范围内,例如小于或等于
±
5%、小于或等于
±
4%、小于或等于
±
3%、小于或等于
±
2%、小于或等于
±
1%、小于或等于
±
0.5%、小于或等于
±
0.1%或小于或等于
±
0.05%,则第一数值可“基本上”或“约”与第二数值相同。
[0151]
如本文所用的,术语“尺寸”是指物体的特征尺寸。因此,例如,球形或类球形的物体的尺寸可指物体的直径。在物体为非球形或非类球形的情况下,物体的尺寸可指相应的球形或类球形物体的直径,其中相应的球形或类球形物体表现出或具有一组可导出或可测量的特定性质,该组性质与该非球形或非类球形物体的那些基本相同。当将一组物体称作具有特定尺寸时,预期物体可具有在特定尺寸周围的尺寸分布。因此,如本文所用的,一组物体的尺寸可指尺寸分布的典型尺寸,例如平均尺寸、中值尺寸或峰值尺寸。
[0152]
如本文所用的,术语“纳米结构”是指具有至少一个尺寸在约1nm至约1000nm范围内的物体。纳米结构可具有各种形状中的任一种,并且可由各种材料形成。纳米结构的实例包括纳米纤维、纳米片和纳米颗粒。
[0153]
如本文所用的,术语“纳米颗粒”是指通常或基本上球形或类球形的纳米结构。通常,纳米颗粒的每个尺寸在约1nm至约1000nm的范围内,和纳米颗粒具有约5或更小、例如约3或更小、约2或更小、或约1的纵横比。
[0154]
如本文所用的,术语“纳米纤维”是指细长的纳米结构。通常,纳米纤维具有在约1nm至约1000nm范围内的横向尺寸(例如宽度)、在约1nm至约1000nm范围内或大于约1000nm的纵向尺寸(例如长度)、以及大于约5,例如约10或更大的纵横比。
[0155]
如本文所用的,术语“纳米片”是指平面状的纳米结构。
[0156]
此外,浓度、量、比率和其它数值有时在本文以范围形式呈现。应理解使用这样的范围形式是为了方便和简洁,并且应当灵活地理解为包括明确指定为范围的界限的数值,而且还包括该范围内涵盖的所有单个数值或子范围,如同明确指定每个数值和子范围一样。例如,约1至约200的范围应理解为包括约1和约200的明确记载的界限,但还包括单个值例如约2、约3和约4,以及子范围例如约10至约50、约20至约100等。
[0157]
虽然已经参考本公开内容的具体实施方案描述了本公开内容,但是本领域技术人员应理解,在不背离由所附权利要求书限定的本公开内容的真实精神和范围的情况下,可进行各种改变并且可用等同物替换。另外,可进行许多修改以使特定的情况、材料、物质的组成、方法、一个或多个操作适应本公开内容的目的、精神和范围。所有这样的修改都在所附权利要求书的范围内。具体地,虽然可能已经参考以特定顺序进行的特定操作描述了某些方法,但是将理解在不脱离本公开内容的教导的情况下可组合、细分或重新排序这些操作以形成等效方法。因此,除非本文具体指出,否则操作的顺序和分组不是本公开内容的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1