一种新能源汽车压缩机缸盖制造加工系统的制作方法
[0001]
本发明属于汽车零件制造技术领域,具体涉及一种新能源汽车压缩机缸盖制造加工系统。
背景技术:
[0002]
新能源汽车是指采用非常规的车用燃料作为动力来源,或使用常规的车用燃料、采用新型车载动力装置,综合车辆的动力控制和驱动方面的先进技术,形成的技术原理先进、具有新技术、新结构的汽车。空调压缩机是新能源汽车制冷系统的心脏,起着压缩和输送制冷剂蒸汽的作用。空调压缩机由缸体、缸盖以及位于缸体内部的阀板和活塞等零部件组成,空调压缩机的缸盖通过砂型铸造而成。目前在新能源汽车空调压缩机缸盖制造时存在以下的问题:(1)将冷却成型的空调压缩机缸盖铸件从砂型内取出时,需要对型盒外壁进行敲击,目前采用的人工敲击方式无法保证每次敲击时力度均匀,且无法保证敲击点均匀分布,导致型盒内的砂型受到的振动不均匀,无法形成均匀破碎,导致缸盖铸件取出困难;(2)难以对不同尺寸的圆柱形型盒进行固定,导致对型盒外壁敲击时型盒容易发生偏移,同样会造成型盒内的砂型受到的振动不均匀,影响缸盖铸件取出;(3)缸盖铸件取出后下落过程中无法得到有效缓冲,容易与承托的部件发生磕碰,造成缸盖铸件损伤。
技术实现要素:
[0003]
(一)要解决的技术问题
[0004]
本发明提供了一种新能源汽车压缩机缸盖制造加工系统,目的在于解决目前在新能源汽车空调压缩机缸盖制造时存在的以下问题:(1)将冷却成型的空调压缩机缸盖铸件从砂型内取出时,需要对型盒外壁进行敲击,人工敲击方式无法保证每次敲击时力度均匀,且无法保证敲击点均匀分布,导致型盒内的砂型受到的振动不均匀,无法形成均匀破碎,导致缸盖铸件取出困难;(2)难以对不同尺寸的圆柱形型盒进行固定,导致对型盒外壁敲击时型盒容易发生偏移,同样会造成型盒内的砂型受到的振动不均匀,影响缸盖铸件取出;(3)缸盖铸件取出后下落过程中无法得到有效缓冲,容易与承托的部件发生磕碰,造成缸盖铸件损伤。
[0005]
(二)技术方案
[0006]
为解决上述技术问题,本发明采用如下技术方案:
[0007]
一种新能源汽车压缩机缸盖制造加工系统,包括底板,底板上表面通过支撑柱固定安装有环形的水平板,水平板内壁上固定安装有与其轴线重合的承托环。水平板上安装有固定机构。底板上表面位于承托环下方安装有缓冲机构。底板上表面固定安装有竖直板,竖直板顶部固定安装有水平的顶板。顶板上表面竖直固定安装有往复电机。顶板下方安装有第一敲击机构。水平板上方安装有第二敲击机构。将型盒倒置放置在承托环上,通过固定机构对型盒外侧壁进行限位。通过往复电机带动第一敲击机构和第二敲击机构分别对型盒的底面和外侧壁进行敲击,使得型盒内部的砂型破碎。破碎的砂型与缸盖铸件分离,缸盖铸
件自由下落,通过缓冲机构对缸盖铸件进行承接即可。
[0008]
所述第一敲击机构包括安装盘、第一磁铁块、圆形板和第一敲击单元。安装盘与水平板轴线重合且水平转动安装在顶板下表面,往复电机的输出轴与安装盘轴线重合且固定连接在一起。安装盘下表面沿其周向均匀固定安装有若干组第一磁铁块,每组中第一磁铁块沿安装盘径向排列。顶板下表面通过连接杆固定安装有与安装盘轴线重合的圆形板。圆形板上沿其周向均匀安装有若干组第一敲击单元。每组第一敲击单元包括若干个沿圆形板径向分布的竖直杆,竖直杆贯穿圆形板且与圆形板竖直滑动配合。竖直杆底部固定安装有第一敲击块。第一敲击块顶面与圆形板底面之间竖直安装有套设在竖直杆上的竖直弹簧。竖直杆顶部固定安装有与第一磁铁块位置对应的第二磁铁块。通过往复电机带动安装盘和第一磁铁块往复转动,第一磁铁块与第二磁铁块之间周期性地产生互斥力,第二磁铁块在互斥力和竖直弹簧弹力的共同作用下周期性地推动竖直杆和第一敲击块上下移动,第一敲击块对型盒底面进行周期性地敲击。型盒收到敲击产生振动,并将振动传递给砂型,砂型受到振动后产生破碎。
[0009]
所述第二敲击机构包括安装环、第二敲击单元、l型板和第四磁铁块。安装环与水平板轴线重合且固定安装在水平板上表面。安装环上沿其周向均匀布置有若干个第二敲击单元。第二敲击单元包括沿安装环径向布置且与安装环滑动配合的水平杆。水平杆内端固定安装有第二敲击块,水平杆外端固定安装有第三磁铁块。第三磁铁块与安装环外壁之间安装有套设在水平杆上的水平弹簧。安装盘的圆周面上均匀安装有若干个可拆卸的l型板,l型板的竖直段上固定安装有若干个与第三磁铁块位置对应的第四磁铁块。通过往复电机带动安装盘、l型板和第四磁铁块周期性地往复转动,第四磁铁块与第三磁铁块之间周期性地产生互斥力,第三磁铁块在互斥力和水平弹簧弹力的共同作用下周期性地推动水平杆和第二敲击块沿安装环径向往复移动,第二敲击块对型盒外侧壁进行周期性地敲击。型盒收到敲击产生振动,并将振动传递给砂型,砂型受到振动后产生破碎。
[0010]
所述缓冲机构包括竖直固定安装在底板上表面且与承托环轴线重合的导向杆。导向杆上竖直滑动配合有升降台。底板上表面水平滑动配合有缓冲块。升降台与缓冲块上开设有相互滑动配合的倾斜面。底板上表面竖直固定安装有支撑板,缓冲块上水平固定安装有垂直贯穿支撑板的支撑杆。缓冲块与支撑板之间固定连接有套设在支撑杆上的复位弹簧。缸盖铸件与破碎的砂型分离后自由下落至升降台上并推动升降台向下移动,升降台推动缓冲块和支撑杆水平移动,复位弹簧受到压缩并对缓冲块的水平移动起到缓冲作用。
[0011]
作为本发明的一种优选技术方案,所述竖直杆由轴线重合的两段组成,其中一段为内螺纹结构,另一段为外螺纹结构,两段通过螺纹配合在一起。所述水平杆由轴线重合的两段组成,其中一段为内螺纹结构,另一段为外螺纹结构,两段通过螺纹配合在一起。竖直杆和水平杆的长度可调,从而能够调整第一磁铁块与第二磁铁块之间的最小距离以及第四磁铁块与第三磁铁块之间的最小距离,进而调整第二磁铁块和第三磁铁块收到的磁力大小以及第一敲击块和第二敲击块作用在型盒上敲击力的大小。以实现根据型盒厚度调整敲击力大小的效果。
[0012]
作为本发明的一种优选技术方案,所述l型板的水平段和竖直段之间固定安装有倾斜的加强板,以保证l型板的竖直段始终处于竖直状态,从而保证第四磁铁块与第三磁铁块之间最小距离恒定,进而保证第二敲击块对型盒外壁的敲击力恒定。
[0013]
作为本发明的一种优选技术方案,所述固定机构包括若干个且沿水平板周向均匀分布的螺纹柱,螺纹柱沿水平板径向布置且与水平板通过螺纹配合,螺纹柱内端贯穿水平板内壁且固定安装有橡胶片。螺纹柱外端固定安装有与其轴线重合的齿轮柱。水平板外壁上转动安装有与螺纹柱平行的安装轴,安装轴上固定安装有与齿轮柱相互啮合的圆柱齿轮,安装轴外端固定安装有锥齿轮。水平板外壁上开设有环形槽,环形槽内滑动配合有滑动杆,滑动杆外端固定安装有与水平板轴线重合的锥齿圈。锥齿圈与锥齿轮相互啮合。将型盒倒置放置在承托环上后,通过转动锥齿圈带动齿轮、安装轴和圆柱齿轮转动,圆柱齿轮带动齿轮柱、螺纹柱和橡胶片转动。螺纹柱转动过程中带动橡胶片沿着水平板径向朝内侧移动,直至橡胶片贴合到型盒外侧壁,从而完成对不同尺寸圆柱型盒的固定。
[0014]
作为本发明的一种优选技术方案,所述升降台内部开设有油槽,油槽一个端口位于升降台顶面且竖直滑动配合有密封柱。密封柱顶面水平固定安装有水平的承托板。油槽另一端口位于升降台侧壁且通过转动配合有螺纹杆,螺纹杆内端转动安装有与油槽内壁滑动配合的密封块。对型盒进行敲击前,通过转动螺纹杆推动密封块在油槽内滑动,从而挤压油槽内的液压油,通过油压作用推动密封柱和承托板上移,直至承托板贴合到缸盖铸件表面,从而保证缸盖铸件与砂型分离后自由下落过程中不会与承托板产生较大作用力,避免发生磕碰。
[0015]
(三)有益效果
[0016]
本发明至少具有如下有益效果:
[0017]
(1)本发明解决了目前在新能源汽车空调压缩机缸盖制造时存在的以下问题:人工对型盒外壁敲击脱模无法保证每次敲击时力度均匀,且无法保证敲击点均匀分布,导致型盒内的砂型受到的振动不均匀,无法形成均匀破碎,导致缸盖铸件取出困难;难以对不同尺寸的圆柱形型盒进行固定,导致对型盒外壁敲击时型盒容易发生偏移,同样会造成型盒内的砂型受到的振动不均匀,影响缸盖铸件取出;缸盖铸件取出后下落过程中无法得到有效缓冲,容易与承托的部件发生磕碰,造成缸盖铸件损伤。
[0018]
(2)本发明对冷却成型的新能源汽车空调压缩机缸盖进行脱模取件时,将型盒倒置后通过第一敲击机构对型盒底面进行周期性地敲击,通过第二敲击机构对型盒外侧壁进行周期性地敲击;敲击过程中的敲击点分布均匀,且每次敲击的力度恒定,保证了型盒内的砂型受到的振动均匀,砂型能够形成均匀破碎,便于缸盖铸件与砂型分离,进而便于缸盖铸件取出。
[0019]
(3)本发明对冷却成型的新能源汽车空调压缩机缸盖进行脱模取件时,通过固定机构对型盒外侧壁进行限位,确保对型盒敲击时型盒不会发生偏移,从而保证了型盒内的砂型受到的振动均匀,便于缸盖铸件与砂型分离,进而便于缸盖铸件取出。
[0020]
(4)本发明对冷却成型的新能源汽车空调压缩机缸盖进行脱模取件时,通过缓冲机构对缸盖铸件进行承接,并对下落的缸盖铸件进行缓冲,避免了缸盖铸件与承托的部件发生磕碰。
附图说明
[0021]
下面结合附图和实施例对本发明进一步说明。
[0022]
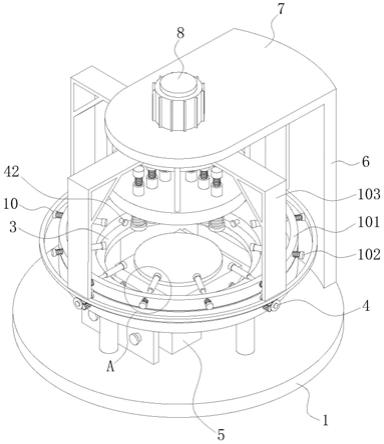
图1为本发明实施例中的立体结构示意图;
[0023]
图2为本发明实施例中的正视图;
[0024]
图3为本发明实施例中的侧视图;
[0025]
图4为图1中a处的放大示意图;
[0026]
图5为图2中b处的放大示意图;
[0027]
图6为本发明实施例中缓冲机构的部分内部结构示意图。
[0028]
图中:1-底板、2-水平板、3-承托环、4-固定机构、41-螺纹柱、42-橡胶片、43-齿轮柱、44-安装轴、45-圆柱齿轮、46-锥齿轮、47-锥齿圈、5-缓冲机构、51-导向杆、52-升降台、53-缓冲块、54-支撑板、55-支撑杆、56-复位弹簧、57-油槽、58-密封柱、59-承托板、510-螺纹杆、511-密封块、6-竖直板、7-顶板、8-往复电机、9-第一敲击机构、91-安装盘、92-第一磁铁块、93-圆形板、94-第一敲击单元、941-竖直杆、942-第一敲击块、943-竖直弹簧、944-第二磁铁块、10-第二敲击机构、101-安装环、102-第二敲击单元、1021-水平杆、1022-第二敲击块、1023-第三磁铁块、1024-水平弹簧、103-l型板、104-第四磁铁块、105-加强板。
具体实施方式
[0029]
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
[0030]
如图1至图6所示,本实施例提供了一种新能源汽车压缩机缸盖制造加工系统,包括底板1,底板1上表面通过支撑柱固定安装有环形的水平板2,水平板2内壁上固定安装有与其轴线重合的承托环3。水平板2上安装有固定机构4。底板1上表面位于承托环3下方安装有缓冲机构5。底板1上表面固定安装有竖直板6,竖直板6顶部固定安装有水平的顶板7。顶板7上表面竖直固定安装有往复电机8。顶板7下方安装有第一敲击机构9。水平板2上方安装有第二敲击机构10。将型盒倒置放置在承托环3上,通过固定机构4对型盒外侧壁进行限位。通过往复电机8带动第一敲击机构9和第二敲击机构10分别对型盒的底面和外侧壁进行敲击,使得型盒内部的砂型破碎。破碎的砂型与缸盖铸件分离,缸盖铸件自由下落,通过缓冲机构5对缸盖铸件进行承接即可。
[0031]
第一敲击机构9包括安装盘91、第一磁铁块92、圆形板93和第一敲击单元94。安装盘91与水平板2轴线重合且水平转动安装在顶板7下表面,往复电机8的输出轴与安装盘91轴线重合且固定连接在一起。安装盘91下表面沿其周向均匀固定安装有若干组第一磁铁块92,每组中第一磁铁块92沿安装盘91径向排列。顶板7下表面通过连接杆固定安装有与安装盘91轴线重合的圆形板93。圆形板93上沿其周向均匀安装有若干组第一敲击单元94。每组第一敲击单元94包括若干个沿圆形板93径向分布的竖直杆941,竖直杆941贯穿圆形板93且与圆形板93竖直滑动配合。竖直杆941底部固定安装有第一敲击块942。第一敲击块942顶面与圆形板93底面之间竖直安装有套设在竖直杆941上的竖直弹簧943。竖直杆941顶部固定安装有与第一磁铁块92位置对应的第二磁铁块944。通过往复电机8带动安装盘91和第一磁铁块92往复转动,第一磁铁块92与第二磁铁块944之间周期性地产生互斥力,第二磁铁块944在互斥力和竖直弹簧943弹力的共同作用下周期性地推动竖直杆941和第一敲击块942上下移动,第一敲击块942对型盒底面进行周期性地敲击。型盒收到敲击产生振动,并将振动传递给砂型,砂型受到振动后产生破碎。
[0032]
第二敲击机构10包括安装环101、第二敲击单元102、l型板103和第四磁铁块104。
安装环101与水平板2轴线重合且固定安装在水平板2上表面。安装环101上沿其周向均匀布置有若干个第二敲击单元102。第二敲击单元102包括沿安装环101径向布置且与安装环101滑动配合的水平杆1021。水平杆1021内端固定安装有第二敲击块1022,水平杆1021外端固定安装有第三磁铁块1023。第三磁铁块1023与安装环101外壁之间安装有套设在水平杆1021上的水平弹簧1024。安装盘91的圆周面上均匀安装有若干个可拆卸的l型板103,l型板103的竖直段上固定安装有若干个与第三磁铁块1023位置对应的第四磁铁块104。通过往复电机8带动安装盘91、l型板103和第四磁铁块104周期性地往复转动,第四磁铁块104与第三磁铁块1023之间周期性地产生互斥力,第三磁铁块1023在互斥力和水平弹簧1024弹力的共同作用下周期性地推动水平杆1021和第二敲击块1022沿安装环101径向往复移动,第二敲击块1022对型盒外侧壁进行周期性地敲击。型盒收到敲击产生振动,并将振动传递给砂型,砂型受到振动后产生破碎。l型板103的水平段和竖直段之间固定安装有倾斜的加强板105,以保证l型板103的竖直段始终处于竖直状态,从而保证第四磁铁块104与第三磁铁块1023之间最小距离恒定,进而保证第二敲击块1022对型盒外壁的敲击力恒定。
[0033]
竖直杆941由轴线重合的两段组成,其中一段为内螺纹结构,另一段为外螺纹结构,两段通过螺纹配合在一起。所述水平杆1021由轴线重合的两段组成,其中一段为内螺纹结构,另一段为外螺纹结构,两段通过螺纹配合在一起。竖直杆941和水平杆1021的长度可调,从而能够调整第一磁铁块92与第二磁铁块944之间的最小距离以及第四磁铁块104与第三磁铁块1023之间的最小距离,进而调整第二磁铁块944和第三磁铁块1023收到的磁力大小以及第一敲击块942和第二敲击块1022作用在型盒上敲击力的大小。以实现根据型盒厚度调整敲击力大小的效果。
[0034]
固定机构4包括若干个且沿水平板2周向均匀分布的螺纹柱41,螺纹柱41沿水平板2径向布置且与水平板2通过螺纹配合,螺纹柱41内端贯穿水平板2内壁且固定安装有橡胶片42。螺纹柱41外端固定安装有与其轴线重合的齿轮柱43。水平板2外壁上转动安装有与螺纹柱41平行的安装轴44,安装轴44上固定安装有与齿轮柱43相互啮合的圆柱齿轮45,安装轴44外端固定安装有锥齿轮46。水平板2外壁上开设有环形槽,环形槽内滑动配合有滑动杆,滑动杆外端固定安装有与水平板2轴线重合的锥齿圈47。锥齿圈47与锥齿轮46相互啮合。将型盒倒置放置在承托环3上后,通过转动锥齿圈47带动齿轮46、安装轴44和圆柱齿轮45转动,圆柱齿轮45带动齿轮柱43、螺纹柱41和橡胶片42转动。螺纹柱41转动过程中带动橡胶片42沿着水平板2径向朝内侧移动,直至橡胶片42贴合到型盒外侧壁,从而完成对不同尺寸圆柱型盒的固定。
[0035]
缓冲机构5包括竖直固定安装在底板1上表面且与承托环3轴线重合的导向杆51。导向杆51上竖直滑动配合有升降台52。底板1上表面水平滑动配合有缓冲块53。升降台52与缓冲块53上开设有相互滑动配合的倾斜面。底板1上表面竖直固定安装有支撑板54,缓冲块53上水平固定安装有垂直贯穿支撑板54的支撑杆55。缓冲块53与支撑板54之间固定连接有套设在支撑杆55上的复位弹簧56。缸盖铸件与破碎的砂型分离后自由下落至升降台52上并推动升降台52向下移动,升降台52推动缓冲块53和支撑杆55水平移动,复位弹簧56受到压缩并对缓冲块53的水平移动起到缓冲作用。升降台52内部开设有油槽57,油槽57一个端口位于升降台52顶面且竖直滑动配合有密封柱58。密封柱58顶面水平固定安装有水平的承托板59。油槽57另一端口位于升降台52侧壁且通过转动配合有螺纹杆510,螺纹杆510内端转
动安装有与油槽57内壁滑动配合的密封块511。对型盒进行敲击前,通过转动螺纹杆510推动密封块511在油槽57内滑动,从而挤压油槽57内的液压油,通过油压作用推动密封柱58和承托板59上移,直至承托板59贴合到缸盖铸件表面,从而保证缸盖铸件与砂型分离后自由下落过程中不会与承托板59产生较大作用力,避免发生磕碰。
[0036]
本实施例中本发明具体工作过程如下:将型盒倒置放置在承托环3上,通过固定机构4对型盒外侧壁进行限位。通过转动螺纹杆510推动密封块511在油槽57内滑动,从而挤压油槽57内的液压油,通过油压作用推动密封柱58和承托板59上移,直至承托板59贴合到缸盖铸件表面。通过往复电机8带动第一敲击机构9和第二敲击机构10分别对型盒的底面和外侧壁进行敲击,使得型盒内部的砂型破碎。破碎的砂型与缸盖铸件分离,缸盖铸件自由下落,通过缓冲机构5对缸盖铸件进行承接即可。
[0037]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1