一种刀具的真空油淬热处理方法与流程
:
[0001]
本发明涉及合金材料加工技术领域,具体涉及一种刀具的真空油淬热处理方法。
背景技术:
:
[0002]
真空淬火,是指实现零件的光洁淬火。零件的淬火冷却在真空炉内进行,淬火介质主要是气(如惰性气体)、水和真空淬火油等。真空淬火已大量应用于各种渗碳钢、合金工具钢、高速钢和不锈钢的淬火,以及各种时效合金、硬磁合金的固溶处理。
[0003]
真空油淬是一种真空热处理工艺,淬火工艺直接决定工件淬火后的组织和性能。由于真空淬火油具有饱和蒸汽低、临界压强低、淬火后工件表面光亮、化学稳定性好、使用寿命长、杂质与残炭少、酸值低等特性。因此,在真空油淬时淬火介质一般采用专用的真空淬火油。
[0004]
目前,市售真空淬火油由于闪点偏低,刚好达到使用标准,在实际使用过程中由于真空炉的真空度高,油温较高,造成油品过早沸腾气化而逸出,从而污染加工环境。同时,补加新油又会增加生产成本。
技术实现要素:
:
[0005]
本发明所要解决的技术问题在于提供一种刀具的真空油淬热处理方法,通过两次真空淬火对刀具进行热处理,从而大幅度提高刀具的综合性能。
[0006]
本发明所要解决的技术问题采用以下的技术方案来实现:
[0007]
一种刀具的真空油淬热处理方法,包括以下步骤:
[0008]
(1)将刀具置于真空炉内,在真空度1
×
10-3
pa~1
×
10-2
pa下,将刀具加热至600-650℃并保温20-60min;
[0009]
(2)在真空度1
×
10-2
pa~1
×
10-1
pa下,将刀具继续加热至850-900℃并保温90-180min;
[0010]
(3)对刀具进行一次油淬,淬火油温度为100-110℃,油淬时间为5-15min;
[0011]
(4)在真空度1
×
10-1
pa~1
×
100pa下,将经一次油淬后的刀具再次加热至850-900℃并保温30-60min;
[0012]
(5)对刀具进行二次油淬,淬火油温度为50-60℃,油淬时间为5-15min;
[0013]
(6)油淬后的刀具利用空气自然冷却至常温。
[0014]
所述刀具为硬质合金刀具。
[0015]
所述加热采用线性加热方式,加热速率控制在5-10℃/min。通过线性加热方式来控制刀具的升温速率,避免过快升温所造成的不良影响。
[0016]
所述油淬时开启淬火油搅拌装置。开始搅拌装置的目的是避免淬火油的局部油温过高,还能提高淬火油和刀具之间的相对流速,从而保证淬火油的冷却效果。
[0017]
上述技术方案中对真空度的控制采用三个阶段,每个阶段的真空度大小不同,目的是配合相应的温度和操作工序来优化刀具的综合性能。
[0018]
所述淬火油采用长城牌u8142真空淬火油。长城牌u8142真空淬火油的特性温度高,高中温阶段冷却速度快,饱和蒸汽压低,热氧化安定性好,油品使用寿命长,并且健康环保。
[0019]
为了得到高的硬度必须快速冷却,为此通常向淬火油中加入提高冷却性能的添加剂,使其更早地进入冷却速度最大的沸腾冷却期。
[0020]
为此,本发明在市售的长城牌u8142真空淬火油中添加2,2-二氟-2-(氟磺酰基)乙酸三乙基硅酯作为催冷剂,即将上述技术方案中的淬火油替换为:
[0021]
所述淬火油为包含2,2-二氟-2-(氟磺酰基)乙酸三乙基硅酯的长城牌u8142真空淬火油。
[0022]
所述2,2-二氟-2-(氟磺酰基)乙酸三乙基硅酯的添加量为每100g淬火油添加1-3g。
[0023]
现有技术通常以烯烃聚合物作为催冷剂,而本发明以2,2-二氟-2-(氟磺酰基)乙酸三乙基硅酯作为催冷剂,经研究发现其能取得优于烯烃聚合物的冷却效果,可以进一步改善刀具的综合性能,尤其是机械性能。很明显2,2-二氟-2-(氟磺酰基)乙酸三乙基硅酯并不属于烯烃聚合物,也不属于与烯烃聚合物结构接近的化合物,本领域技术人员基于现有技术和本领域的公知常识无法联想到以2,2-二氟-2-(氟磺酰基)乙酸三乙基硅酯作为催冷剂并预期取得优化烯烃聚合物的冷却效果。
[0024]
本发明的有益效果是:本发明采用两次真空油淬方式对刀具进行热处理,通过相应真空度和淬火油温度的控制、调整与配合形成马氏体组织,制得微观结构致密、表面光亮的刀具,同时大幅度提高刀具的综合性能,从而扩宽刀具的应用范围,满足更高的使用要求。
具体实施方式:
[0025]
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施例,进一步阐述本发明。
[0026]
实施例1
[0027]
(1)将硬质合金刀具置于真空炉内,在真空度5
×
10-3
pa下,将刀具加热至630℃并保温30min;
[0028]
(2)在真空度3
×
10-2
pa下,将刀具继续加热至880℃并保温120min;
[0029]
(3)对刀具进行一次油淬,淬火油温度为100℃,油淬时间为10min,开启淬火油搅拌装置;
[0030]
(4)在真空度2
×
10-1
pa下,将经一次油淬后的刀具再次加热至880℃并保温45min;
[0031]
(5)对刀具进行二次油淬,淬火油温度为55℃,油淬时间为10min,开启淬火油搅拌装置;
[0032]
(6)油淬后的刀具利用空气自然冷却至常温。
[0033]
其中,加热速率控制在8℃/min,淬火油采用长城牌u8142真空淬火油。
[0034]
实施例2
[0035]
(1)将硬质合金刀具置于真空炉内,在真空度4
×
10-3
pa下,将刀具加热至630℃并保温30min;
[0036]
(2)在真空度3
×
10-2
pa下,将刀具继续加热至880℃并保温120min;
[0037]
(3)对刀具进行一次油淬,淬火油温度为100℃,油淬时间为10min,开启淬火油搅拌装置;
[0038]
(4)在真空度5
×
10-1
pa下,将经一次油淬后的刀具再次加热至880℃并保温45min;
[0039]
(5)对刀具进行二次油淬,淬火油温度为60℃,油淬时间为10min,开启淬火油搅拌装置;
[0040]
(6)油淬后的刀具利用空气自然冷却至常温。
[0041]
其中,加热速率控制在8℃/min,淬火油采用长城牌u8142真空淬火油。
[0042]
实施例3
[0043]
实施例3对刀具进行真空油淬的热处理操作与实施例1相同,不同之处是在淬火油中添加了2,2-二氟-2-(氟磺酰基)乙酸三乙基硅酯,每100g淬火油添加2.5g 2,2-二氟-2-(氟磺酰基)乙酸三乙基硅酯。
[0044]
对比例1
[0045]
对比例1对刀具进行真空油淬的热处理操作与实施例1相同,不同之处是未进行一次油淬。
[0046]
对比例2
[0047]
对比例2对刀具进行真空油淬的热处理操作相同,不同之处是未进行二次油淬。
[0048]
对比例3
[0049]
对比例3对刀具进行真空油淬的热处理操作与实施例3相同,不同之处是以等质量的聚异丁烯替代2,2-二氟-2-(氟磺酰基)乙酸三乙基硅酯。
[0050]
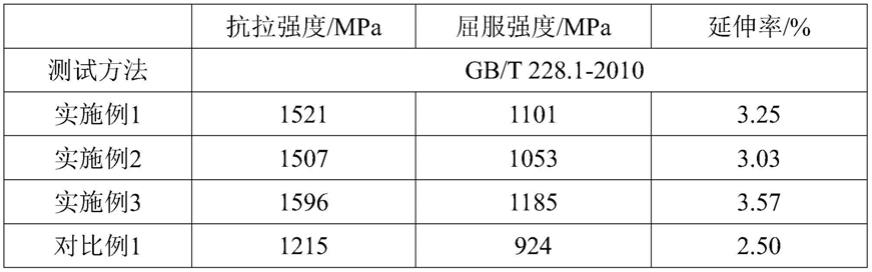
取同批的60个同规格的刀具,随机平均分为6组,每组10个,分别利用上述实施例1-3和对比例1-3进行真空油淬热处理,并测试处理后刀具的使用性能,取平均值,结果见表1所示。
[0051]
表1
[0052][0053][0054]
由上表1可以得出,两次油淬操作和淬火油中催冷剂的加入都能影响最终刀具的抗拉强度、屈服强度和延伸率,使刀具的使用性能得到明显改善。
[0055]
测试实施例1、实施例3和对照例3所制淬火油的最大冷速,结果见表2。
[0056]
表2
[0057][0058]
由上表2可以得出,催冷剂的加入可以改变淬火油的冷却效果,并且以2,2-二氟-2-(氟磺酰基)乙酸三乙基硅酯作为催冷剂的冷却效果明显优于本领域常用的聚异丁烯。
[0059]
以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1