一种气体保护氛围下的镁合金熔炼、浇注装置及方法与流程
1.本发明属于铝合金制备技术领域,尤其涉及一种气体保护氛围下的镁合金熔炼、浇注装置及方法。
背景技术:
2.镁合金作为一种优质金属结构材料,具有高的比强度和比刚度、优良的铸造性能和机械加工性能,在航空航天领域有着广泛的应用,由于镁合金性质活泼,合金在熔炼时易燃烧和氧化从而形成夹渣物,为防止燃烧,镁合金合金液在熔炼及精炼过程中需加入适量溶剂,溶剂在阻燃的同时能起到精炼合金液的目的,提高金属液品质和纯净度,也能在铸件差压浇注过程中起到阻燃作用。
3.目前,镁合金熔炼和精炼主要采用的是“下部溶剂法”和“气体喷吹法”,这两种方法在熔炼和精炼过程中都需要加入溶剂以确保合金液不燃烧,且操作过程均是依靠人工作业,过于依赖操作者的技术水平和生产经验,不仅劳动强度非常大,且溶液质量难以得到保证,容易导致没有沉入合金液底部的溶剂在铸件浇注过程中进入铸型中,造成铸件产生溶剂夹渣缺陷,而溶剂夹渣缺陷对于镁合金铸件是一种“致命”缺陷,一旦产生,缺陷数量较少可通过打铆钉孔排除,数量较多则直接导致铸件报废,严重影响镁合金铸件的合格率和质量稳定性。
技术实现要素:
4.为解决上述技术问题,本发明提供了一种气体保护氛围下的镁合金熔炼、浇注装置及方法,可以解决现有技术无法在铝合金熔炼、浇注时采用保护气体定量混制及供应,从而在熔炼和浇注过程中易产生溶剂夹渣的问题。
5.本发明通过以下技术方案得以实现。
6.一种气体保护氛围下的镁合金熔炼、浇注装置,包括熔炼及精炼装置、差压浇注装置,
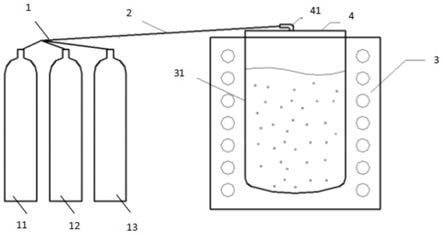
7.所述熔炼及精炼装置,包括保护气体供应系统a、导流管、电阻熔化炉、坩埚盖板,其中,电阻熔化炉上设置有坩埚盖板,护气体供应系统a通过穿过坩埚盖板的导流管与电阻熔化炉连接,
8.所述差压浇注装置,包括保护气体供应系统b、导流管、坩埚盖板、空气增压泵、储气罐、差压浇注设备,其中,保护气体供应系统b通过导流管与空气增压泵连接,空气增压泵通过导流管与储气罐连接,储气罐通过穿过差压浇注设备内设置的坩埚盖板与差压浇注设备连接。
9.优选地,所述坩埚盖板正面设置有接口、精炼气管插入口、热电偶插入口、升液管插入口。
10.优选地,所述坩埚盖板反面设置有保护气管,保护气管上设置有保护气溢出孔。
11.优选地,所述保护气体供应系统a,包括co2气罐a、sf6气罐a、ar气罐,其中,co2气罐
a、sf6气罐a、ar气罐通过导流管连接。
12.优选地,所述电阻熔化炉内设置有坩埚a。
13.优选地,所述保护气体供应系统b,包括co2气罐b、sf6气罐b;其中,co2气罐b和sf6气罐b通过导流管连接。
14.优选地,所述储气罐顶部设置有安全阀,侧面设置有调压阀。
15.优选地,所述差压浇注设备,包括预留接口、上罐、铸型、中隔板、升液管、下罐、坩埚b,其中,中隔板设置在差压浇注设备中部,横穿差压浇注设备,预留接口设置在中隔板下方差压浇注设备的侧表面上,上罐设置在中隔板上,铸型设置在上罐内部、中隔板上,升液管与铸型连接并穿过中隔板与坩埚盖板,下罐设置在差压浇注设备下部,通过中隔板与上罐隔开,坩埚b设置在下罐内,坩埚b上设置有坩埚盖板。
16.一种气体保护氛围下的镁合金熔炼、浇注方法,包括以下步骤:
17.s1:使用熔炼及精炼装置时,将co2气罐a与sf6气罐a的气体以混制比例为:co2流量=坩埚a内合金液质量
×
0.01至0.05%,sf6流量=co2流量
×
0.1至0.8%混合,直至合金液溶化并达到780至800℃后,在混合气体中加入8至10l/min流量的ar,完成熔炼及精炼时的保护气体定量混制及供应操作,
18.s2:差压浇注装置时,将co2气罐b与sf6气罐b的气体以混制比例为:co2流量=坩埚b内合金液质量
×
0.01至0.05%,sf6气体流量=co2流量
×
0.1至0.8%混合,混合好的气体通过空气增压泵二次增压后进入储气罐,进而将混合气体输入差压浇注设备内,完成差压浇注时的保护气体定量混制及供应操作。
19.优选地,包括以下步骤:
20.s1:使用熔炼及精炼装置时,将co2气罐a与sf6气罐a的气体以混制比例为:co2流量=坩埚a内合金液质量
×
0.03%,sf6流量=co2流量
×
0.4%混合,直至合金液溶化并达到790℃后,在混合气体中加入9l/min流量的ar,完成熔炼及精炼时的保护气体定量混制及供应操作;
21.s2:差压浇注装置时,将co2气罐b与sf6气罐b的气体以混制比例为:co2流量=坩埚b内合金液质量
×
0.03%,sf6气体流量=co2流量
×
0.4%混合,混合好的气体通过空气增压泵二次增压后进入储气罐,储气罐压力达到0.8kg后停止给气,进而将混合气体输入差压浇注设备内,完成差压浇注时的保护气体定量混制及供应操作。
22.本发明的有益效果在于:
23.1本发明的方法中,在气体保护氛围下的镁合金熔炼、浇注方法可实现多类型镁合金高质、高效的处理,提高溶体净化效果,提升镁合金合金液的纯净度和品质,从而提高镁合金产品合格率。
24.2采用保护气体定量混制及供应系统,确保了气体用量的准确控制,防止气体过少导致溶体燃烧产生氧化夹渣,气体过多导致生产成本增加。
25.3本发明提出的气体保护氛围下的镁合金熔炼、浇注方法和装置为今后镁合金合金熔炼和反重力浇注设备的集成化设计提供了理论基础和试验数据。
附图说明
26.图1是本发明的熔炼及精炼装置结构示意图;
流量=坩埚a31内合金液质量
×
0.03%,sf6流量=co2流量
×
0.4%混合,直至合金液溶化并达到790℃后,在混合气体中加入9l/min流量的ar,完成熔炼及精炼时的保护气体定量混制及供应操作,
45.s2:差压浇注装置时,将co2气罐b51与sf6气罐b52的气体以混制比例为:co2流量=坩埚b87内合金液质量
×
0.03%,sf6气体流量=co2流量
×
0.4%混合,混合好的气体通过空气增压泵6二次增压后进入储气罐7,储气罐7压力达到0.8kg后停止给气,进而将混合气体输入差压浇注设备8内,完成差压浇注时的保护气体定量混制及供应操作。
46.工作原理:
47.镁合金熔炼过程中,将co2与sf6混合好的气体通过导流管接入坩埚盖板接口,接口穿透盖板可使保护气体直接进入坩埚,在熔炼过程中隔绝合金液与空气接触,起到阻燃的目的。镁合金精炼过程中,在已有的co2和sf6的混合气体中加入ar,结合传统的“气体喷吹法”对合金液进行精炼。
48.镁合金铸件浇注过程中,则是将co2与sf6混合好的气体通过导流管、空气增压泵、储气罐等设施进行二次加压后接入差压设备预留接口,再接入坩埚盖板,在确保合金液表面得到气体保护的同时也保证了铸件差压浇注过程压力变化不受影响。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1