一种深井铸造工艺流水线的制作方法
[0001]
本实用新型涉及深井铸造工艺领域,特别涉及一种深井铸造工艺流水线。
背景技术:
[0002]
人们普遍使用井式铸造机来铸造铝锭等金属坯件。井式铸造机的原理是:预设一口浇筑井,然后配套相应的镕铸炉,进行铸造,随着市场的发展对模型多样化要求越来越高,传统方式很多都是采用人工进行操作或者监控,由于铸造速度难以控制,时快时慢,从而导致铸造出来的坯件粗糙不均,成品率低,容易影响产品精度,并且设备寿命往往较短,因此需要设计一种深井铸造工艺流水线来配套深井铝锭铸造。
技术实现要素:
[0003]
为了解决上述存在问题,本实用新型提供一种深井铸造工艺流水线,用于配套深井铸造,采用全自动流水化设计,并且配套自动化监控,可以实现铝锭等金属坯件的批量制造。为达此目的:
[0004]
本实用新型提供一种深井铸造工艺流水线,包括空气泵、天然气存放罐、转子流量计、天然气管、液体泵、水池、软水净化装置、应急水灌、压力计、水泵、过滤系统、球阀、温度计、浇筑井、卷扬机、闸板阀、气体阀、氮气存放罐、水存放罐、2号镕铸炉、1号镕铸炉和氮气管,所述2号镕铸炉和1号镕铸炉通过管道相连且并排设置,所述2号镕铸炉一侧有氮气存放罐,所述1号镕铸炉一侧有天然气存放罐,所述氮气存放罐通过氮气管和天然气存放罐通过天然气管并依次通过转子流量计、气体阀和空气泵与2号镕铸炉和1号镕铸炉相连,所述2号镕铸炉通过带闸板阀的连接管道接浇筑井,所述浇筑井一侧有卷扬机,所述卷扬机由电机驱动且通过钢丝绳拉铝棒,所述水池配套软水净化装置并通过液体泵接双过滤系统进水口,所述水存放罐通过水泵接应急水灌进水口,所述应急水灌出水口通过泵和球阀后与双过滤系统出水口管道一起接压力计和温度计后再通过泵和球阀后接浇筑井。
[0005]
作为本实用新型流水线进一步改进,所述天然气存放罐一侧转子流量计接气体检测报警器且配套联锁投切系统,通过流量计可以确定气体流量从而方便预警。
[0006]
作为本实用新型流水线进一步改进,所述带闸板阀的连接管道有4个阀门其中2个阀门分别设置在2号镕铸炉出口管道处另外2个阀门设置在2号镕铸炉与浇筑井连接管道上,通过设置多个阀门可以方便进行控制。
[0007]
作为本实用新型流水线进一步改进,所述2号镕铸炉与浇筑井连接管道两端各有一个液位感应器,所述液位感应器为红外激光液位感应器,通过两端液位感应器可以判断液位的实时情况,采用红外激光液位感应器可以得到精确数据。
[0008]
作为本实用新型流水线进一步改进,所述卷扬机的电机配套ups电源,ups电源可以保证长期不间断供电。
[0009]
本实用新型提供一种深井铸造工艺流水线自动化监控方法,具体步骤如下:
[0010]
1)进入系统软件平台,进行登陆,确定后进入工程管理器界面;
[0011]
2)运行系统,通过检测气体检测报警器得到天然气是否泄漏实时数据、通过液位计得到镕铸炉与浇筑井连接管道的液位情况实时数据、通过温度计得到铝液温度实时数据,通过压力计得到冷却水压力实时数据、通过温度计得到冷却水温度实时数据和通过流量计得到冷却水流量实时数据,通过闸板阀的把手位置获得开闭情况实时数据;
[0012]
3)设定联锁值,输入联锁值,根据联锁值通过闸板阀操作面板对闸门进行控制:
[0013]
当状态为联锁投,相应的联锁会根据现场的反馈变化输出相应的保护动作;
[0014]
当状态为联锁切,相应的联锁不起左右,便于现场检修及停产期间的操作;
[0015]
4)完成操作退出系统。
[0016]
作为本实用新型监控方法进一步改进,步骤2实时数据同时生成实时曲线,并可以通过变量信息查询进行查询,并配套预警值,这样设计方便进行信息查询,可以根据预警值及时进行预警。
[0017]
作为本实用新型监控方法进一步改进,闸板阀操作面板包括手动开闭、联锁投切以及备用开关,除了联锁投切还有可以通过手动开关以及备用开关从而提高安全性。
[0018]
本实用新型提供一种深井铸造工艺流水线,其有益效果如下:
[0019]
1)本申请采用整体流水化设计,并配套自动化监控系统,流水化设计可以实现整个生产流水化,大幅提高生产效率,并且提高监控系统对铸造速度进行控制,可以大大提高整体精密度,铸造出来的坯件成品率高;
[0020]
2)本申请由于采用自动化监控,因此设备一旦发生问题可以及时进行维护,进而可以大幅提高设备的使用寿命;
[0021]
3)本申请流水线自动化程度高,可以大幅减少人力资源的使用节约生产成本;
[0022]
4)本申请监控系统配套相应的预警机构,可以及时停机和进行预警,从而减少安全事故。
附图说明
[0023]
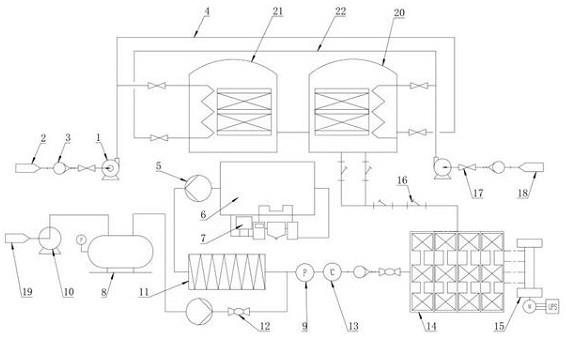
图1本实用新型工艺流水线示意图;
[0024]
图示说明:
[0025]
1.空气泵;2.天然气存放罐;3.转子流量计;4.天然气管;5.液体泵;6.水池;7.软水净化装置;8.应急水灌;9.压力计;10.水泵;11.过滤系统;12.球阀;13.温度计;14.浇筑井;15.卷扬机;16.闸板阀;17.气体阀;18.氮气存放罐 ;19.水存放罐; 20.2号镕铸炉 ;21.1号镕铸炉;22.氮气管。
具体实施方式
[0026]
下面结合附图与具体实施方式对本实用新型作进一步详细描述:
[0027]
本实用新型提供一种深井铸造工艺流水线,用于配套深井铸造,采用全自动流水化设计,并且配套自动化监控,可以实现铝锭等金属坯件的批量制造。
[0028]
作为本实用新型流水线一种实施例,本实用新型提供如图1所示的一种深井铸造工艺流水线,包括空气泵1、天然气存放罐2、转子流量计3、天然气管4、液体泵5、水池6、软水净化装置7、应急水灌8、压力计9、水泵10、过滤系统11、球阀12、温度计13、浇筑井14、卷扬机15、闸板阀16、气体阀17、氮气存放罐18、水存放罐19、2号镕铸炉20、1号镕铸炉21和氮气管
22,所述2号镕铸炉20和1号镕铸炉21通过管道相连且并排设置,所述2号镕铸炉20一侧有氮气存放罐18,所述1号镕铸炉21一侧有天然气存放罐2,所述氮气存放罐18通过氮气管22和天然气存放罐2通过天然气管4并依次通过转子流量计3,所述天然气存放罐2一侧转子流量计3接气体检测报警器且配套联锁投切系统,通过流量计可以确定气体流量从而方便预警、气体阀17和空气泵1与2号镕铸炉20和1号镕铸炉21相连,所述2号镕铸炉20通过带闸板阀16的连接管道接浇筑井14,所述带闸板阀16的连接管道有4个阀门其中2个阀门分别设置在2号镕铸炉20出口管道处另外2个阀门设置在2号镕铸炉20与浇筑井14连接管道上,通过设置多个阀门可以方便进行控制,所述2号镕铸炉20与浇筑井14连接管道两端各有一个液位感应器,所述液位感应器为红外激光液位感应器,通过两端液位感应器可以判断液位的实时情况,采用红外激光液位感应器可以得到精确数据,所述浇筑井14一侧有卷扬机15,所述卷扬机15由电机驱动且通过钢丝绳拉铝棒,所述卷扬机15的电机配套ups电源,ups电源可以保证长期不间断供电,所述水池6配套软水净化装置7并通过液体泵5接双过滤系统11进水口,所述水存放罐19通过水泵10接应急水灌8进水口,所述应急水灌8出水口通过泵和球阀后与双过滤系统11出水口管道一起接压力计9和温度计13后再通过泵和球阀后接浇筑井14。
[0029]
作为本实用新型流水线一种实施例,一种深井铸造工艺流水线自动化监控方法,具体步骤如下:
[0030]
1)进入系统软件平台,进行登陆,确定后进入工程管理器界面;
[0031]
2)运行系统,通过检测气体检测报警器得到天然气是否泄漏实时数据、通过液位计得到镕铸炉与浇筑井连接管道的液位情况实时数据、通过温度计得到铝液温度实时数据,通过压力计得到冷却水压力实时数据、通过温度计得到冷却水温度实时数据和通过流量计得到冷却水流量实时数据,通过闸板阀的把手位置获得开闭情况实时数据;
[0032]
实时数据同时生成实时曲线,并可以通过变量信息查询进行查询,并配套预警值,这样设计方便进行信息查询,可以根据预警值及时进行预警;
[0033]
3)设定联锁值,输入联锁值,根据联锁值通过闸板阀操作面板对闸门进行控制:
[0034]
当状态为联锁投,相应的联锁会根据现场的反馈变化输出相应的保护动作;
[0035]
当状态为联锁切,相应的联锁不起左右,便于现场检修及停产期间的操作;
[0036]
闸板阀操作面板包括手动开闭、联锁投切以及备用开关,除了联锁投切还有可以通过手动开关以及备用开关从而提高安全性;
[0037]
4)完成操作退出系统。
[0038]
以上所述,仅是本实用新型的较佳实施例而已,并非是对本实用新型作任何其他形式的限制,而依据本实用新型的技术实质所作的任何修改或等同变化,仍属于本实用新型所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1