一种压力铸造模具内抽芯结构的制作方法
1.本实用新型涉及压力铸造模具技术领域,特别涉及一种压力铸造模具内抽芯结构。
背景技术:
2.锌铝合金压铸件产品结构含有内侧对向盲孔结构,其原有加工成型方式多为使用四轴或五轴数控机床二次精密加工,产品成本造价高,加工效率低且加工后存在缩孔风险,造成生产的产品存在质量不达标的问题。
技术实现要素:
3.本实用新型针对上述问题,提供一种压力铸造模具内抽芯结构。
4.本实用新型的目的可以通过下述技术方案来实现:一种压力铸造模具内抽芯结构,包括上模架、下模架、上模芯、下模芯、侧抽芯机构、内抽芯机构;
5.所述侧抽芯机构的数量为两个以上,所述内抽芯机构的数量为一个以上,每两个侧抽芯机构对应一个内抽芯机构且对称布置于内抽芯机构的两侧,侧抽芯机构和内抽芯机构的抽芯方向相垂直;
6.所述侧抽芯机构包括第一滑块座、第一滑块型芯、第一斜导柱、第一限位块,所述第一滑块型芯朝向内抽芯机构设置;
7.所述内抽芯机构包括第二滑块座、滑轨槽、滑块型芯基座、第二滑块型芯、第二斜导柱、第二限位块,所述滑轨槽的横截面呈凹槽形,纵截面呈燕尾形,滑轨槽设置于下模芯上且其大端与第二滑块座连接,滑轨槽的两侧壁分别与两个滑块型芯基座滑动配合,每个所述滑块型芯基座上连接有一第二滑块型芯,两个第二滑块型芯分别朝向两侧的侧抽芯机构设置。
8.进一步地,所述上模芯和下模芯上设有四个侧抽芯机构和两个内抽芯机构,模腔为一模四腔结构。
9.进一步地,所述侧抽芯机构的第一滑块座设置于上模芯和下模芯的一侧面,第一滑块型芯连接于第一滑块座上且设置于下模芯上,第一斜导柱穿过上模架、第一滑块座、下模架设置,第一限位块连接于下模架的一侧面且对第一滑块座的外侧端限位。
10.进一步地,所述内抽芯机构的第二滑块座设置于下模芯的另一侧面,第二滑块型芯设置于下模芯上,第二斜导柱穿过上模架、第二滑块座、下模架设置,第二限位块连接于下模架的另一侧面且对第二滑块座的外侧端限位。
11.进一步地,所述内抽芯机构的第二限位块上设有与第二斜导柱相配合的槽孔。
12.进一步地,所述侧抽芯机构还包括第一耐磨块,所述第一耐磨块连接于第一滑块座的背面且与上模架相配合。
13.与现有技术相比,本实用新型的有益效果:采用侧抽芯机构和内抽芯机构,有效地从内侧成型产品对向结构,制程稳定且避免二次精密机加工成型,使每一模压铸件达到节
省成本的作用,提高了生产效率以及产品合格率,具有生产效率高、产品合格率高、质量稳定、产品成本相对较低的优点。
附图说明
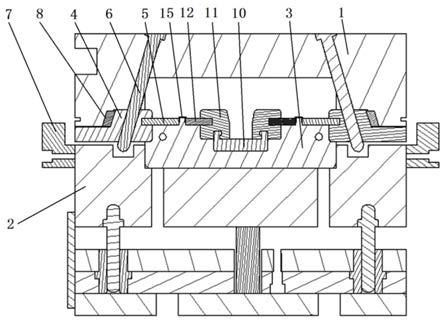
14.图1为本实用新型的一剖视图,主要示出了侧抽芯机构的结构。
15.图2为本实用新型的另一剖视图,主要示出了内抽芯机构的结构。
16.图3为本实用新型中的滑轨槽、滑块型芯基座、第二滑块型芯的俯视图。
17.图4为本实用新型中的滑轨槽的立体结构示意图。
18.图中部件标号如下:
19.1上模架
20.2下模架
21.3下模芯
22.4第一滑块座
23.5第一滑块型芯
24.6第一斜导柱
25.7第一限位块
26.8第一耐磨块
27.9第二滑块座
28.10滑轨槽
29.11滑块型芯基座
30.12第二滑块型芯
31.13第二斜导柱
32.14第二限位块
33.15产品。
具体实施方式
34.以下结合附图详细说明本实用新型的具体实施方式,使本领域的技术人员更清楚地理解如何实践本实用新型。尽管结合其优选的具体实施方案描述了本实用新型,但这些实施方案只是阐述,而不是限制本实用新型的范围。
35.参见图1和图2,一种压力铸造模具内抽芯结构,包括上模架1、下模架2、上模芯、下模芯3、侧抽芯机构、内抽芯机构。
36.所述上模架1和下模架2呈上下布置且其内部分别设有上模芯和下模芯3,所述上模芯、下模芯3、侧抽芯机构、内抽芯机构配合形成模腔。
37.本实施例中,模腔为一模四腔结构,上模芯和下模芯3上设有四个侧抽芯机构和两个内抽芯机构,其中,每两个侧抽芯机构对称布置于一个内抽芯机构的两侧,并且侧抽芯机构和内抽芯机构的抽芯方向相垂直设置。
38.参见图1,每个所述侧抽芯机构包括第一滑块座4、第一滑块型芯5、第一斜导柱6、第一限位块7。所述第一滑块座4设置于上模芯和下模芯3的一侧面,所述第一滑块型芯5固定连接于第一滑块座4上且设置于下模芯3上,第一滑块型芯5用于成型产品15一侧的结构。
所述第一斜导柱6穿过上模架1、第一滑块座4、下模架2设置,第一斜导柱6通过上模架1和下模架2开闭动作来驱动第一滑块座4滑动。所述第一限位块7固定连接于下模架2的一侧面且与第一滑块座4的外侧端相配合,第一限位块7用于模具开模时对第一滑块座4的滑动位置限位。
39.每个所述侧抽芯机构还包括第一耐磨块8,所述第一耐磨块8安装于第一滑块座4的背面且与上模架1相配合,第一耐磨块8用于防止第一滑块座4磨损且便于配模。
40.参见图2和图3,每个所述内抽芯机构包括第二滑块座9、滑轨槽10、滑块型芯基座11、第二滑块型芯12、第二斜导柱13、第二限位块14。所述第二滑块座9设置于下模芯3的另一侧面。结合图4,所述滑轨槽10的横截面呈凹槽形,纵截面呈燕尾形,滑轨槽10设置于下模芯3上且其大端与第二滑块座9固定连接。两块所述滑块型芯基座11安装于滑轨槽10上且分别与滑轨槽10的两侧壁滑动配合,每个滑块型芯基座11上固定连接有一第二滑块型芯12,每个所述第二滑块型芯12设置于下模芯3上,第二滑块型芯12用于成型产品15另一侧的结构。所述第二斜导柱13穿过上模架1、第二滑块座9、下模架2设置,第二斜导柱13通过上模架1和下模架2开闭动作来驱动第二滑块座9滑动。所述第二限位块14固定连接于下模架2的另一侧面且与第二滑块座9的外侧端相配合,第二限位块14用于模具开模时对第二滑块座9的滑动位置限位,本实施例中,第二限位块14上设有与第二斜导柱13相配合的槽孔。
41.当上模架1和下模架2合模时,模架带动侧抽芯机构的第一斜导柱6和内抽芯机构的第二斜导柱13动作,侧抽芯机构的第一滑块座4在第一斜导柱6作用下滑动,使得第一滑块型芯5到达成型产品15一侧结构的成型位置,内抽芯机构的第二滑块座9在第二斜导柱13作用下滑动,通过燕尾形结构驱动滑配的滑块型芯基座11滑动,使得第二滑块型芯12到达成型产品15另一侧结构的成型位置,同时上模芯和下模芯3闭合。
42.当上模架1和下模架2开模时,模架带动侧抽芯机构的第一斜导柱6和内抽芯机构的第二斜导柱13动作,侧抽芯机构的第一滑块座4在第一斜导柱6作用下滑动,带动第一滑块型芯5侧抽芯,第一滑块座4的滑动位置通过第一限位块7限位,内抽芯机构的第二滑块座9在第二斜导柱13作用下滑动,通过燕尾形结构驱动滑配的滑块型芯基座11滑动,带动第二滑块型内抽芯,第二滑块座9的滑动位置通过第二限位块14限位,同时上模芯和下模芯3打开。每个内抽芯机构配合两侧的侧抽芯机构能完成两个产品15的两侧盲孔结构成型,对于本实施例一模四腔的模腔结构,能一次成型四个产品15。
43.应当指出,对于经充分说明的本实用新型来说,还可具有多种变换及改型的实施方案,并不局限于上述实施方式的具体实施例。上述实施例仅仅作为本实用新型的说明,而不是对本实用新型的限制。总之,本实用新型的保护范围应包括那些对于本领域普通技术人员来说显而易见的变换或替代以及改型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1