一种变速箱后副壳体低压铸造模具的上模冷却结构的制作方法
1.本实用新型涉及变速箱模具设备技术领域,具体地指一种变速箱后副壳体低压铸造模具的上模冷却结构。
背景技术:
2.变速箱后副壳体铸件的外观尺寸为485mm
×
431mm
×
319mm,零件壁厚不均匀,低压铸造时难以形成以至上而下为顺序依次凝固的温度场。目前,变速箱后副壳体低压铸造模具一般采用多内浇口及多冒口的模具方法,导致产品毛坯的材料利用率较低,约为75
‑
80%,且生产节拍慢。
技术实现要素:
3.本实用新型的目的就是要解决上述背景技术的不足,提供一种无需多内浇口和多冒口、材料利用率高且生产节拍快的变速箱后副壳体低压铸造模具的上模冷却结构。
4.为实现此目的,本实用新型所设计的变速箱后副壳体低压铸造模具的上模冷却结构,包括上模和模具,所述模具包括上法兰,其特征在于:所述上模包括与所述上法兰连接、用于冷却所述上法兰的上法兰冷却装置,所述上法兰冷却装置包括上法兰水冷装置和上法兰风冷装置。
5.进一步的,所述模具还包括下安装孔座,所述上模还包括用于冷却所述下安装孔座内部的下安装孔座内部冷却装置,所述下安装孔座内部冷却装置包括下安装孔座内部风冷装置。
6.进一步的,所述上法兰水冷装置包括间隔设置于所述上法兰周向顶面的多个上法兰水冷销和与所述上法兰水冷销连接的上法兰冷却水供给装置。
7.进一步的,所述上法兰冷却水供给装置包括用于储水的上法兰集水块、分别与多个所述上法兰水冷销连接的上法兰点冷器,每个所述上法兰点冷器均与所述上法兰集水块之间连接有上法兰点冷器进水管和上法兰点冷器回水管。
8.进一步的,所述上法兰风冷装置包括上法兰内部供风管和上法兰外部供风管,所述上法兰内部供风管与所述上法兰内部周向表面之间连接有多根上法兰内部风冷管,所述上法兰外部供风管与所述上法兰外部周向表面之间连接有多根上法兰外部风冷管。
9.更进一步的,所述下安装孔座内部风冷装置包括设置于所述模具内的下安装孔座内部供风管,所述下安装孔座内部供风管与所述下安装孔座的周向顶部上表面之间连接有多根下安装孔座内部风冷管。
10.本实用新型的有益效果是:本实用新型所设计的变速箱后副壳体低压铸造生产模具,由浇口套作为模具的金属液入口,由上模分流锥和内浇道镶块构成圆锥形内浇道,其它部位无浇注系统及冒口,通过在上模上设计多处强制冷却结构来调节模具温度,进而控制低压铸造时金属液在模具中的凝固顺序,保证了产品的出品率,加快了模具冷却速度,提升了产品生产节拍。
附图说明
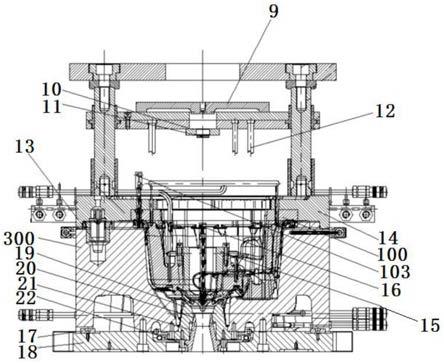
11.图1为本实用新型中上下模合模的纵向剖视图;
12.图2为本实用新型中上模的俯视图;
13.图3为本实用新型中上法兰水冷装置的连接结构立体图;
14.图4为本实用新型中上法兰风冷装置的连接结构立体图;
15.图5为本实用新型中上法兰风冷装置的连接结构俯视图;
16.图6为本实用新型中下模的俯视图;
17.图7为本实用新型中浇口风冷装置的连接结构主视图;
18.图8为本实用新型中下安装孔座与其内外风冷装置连接结构立体图;
19.图9为本实用新型中中安装孔座水冷装置连接结构示意图;
20.图10为本实用新型中变速箱后副壳体的主视图;
21.其中,100—上模,101—上法兰水冷销,102—上法兰集水块,103—上法兰点冷器,104—上法兰点冷器进水管,105—上法兰点冷器回水管,106—上法兰内部供风管,107—上法兰内部风冷管,108—上法兰外部供风管,109—上法兰外部风冷管,110—下安装孔座内部供风管,111—下安装孔座内部风冷管;
22.200—模具,201—上法兰,202—中壁,203—中安装孔座,204—下安装孔座,205—浇口;
23.300—下模,301—中安装孔座水冷销,302—中安装孔座集水块,303—中安装孔座点冷器,304—中安装孔座点冷器进水管,305—中安装孔座点冷器回水管,306—下安装孔座外部供风管,307—下安装孔座外部风冷管,308—浇口供风管,309—浇口风冷管;
24.400—变速箱后副壳体;
25.5—点冷器进水接头,6—点冷器回水接头,7—集水块进水接头,8—集水块回水接头,9—上顶板辅助块,10—顶板插板,11—顶板插板套,12—上顶杆,13—定向销套,14—上模固定板,15—上模分流锥,16—上模分流锥点冷器,17—定位键,18—下设备固定板,19—内浇道镶块,20—内浇口,21—浇口套,22—浇口套压块。
具体实施方式
26.下面结合附图和具体实施例对本实用新型作进一步的详细说明。
27.如图1—10所示的变速箱后副壳体低压铸造模具的冷却结构,包括上模100、模具200和下模300,模具200包括上法兰201、中壁202、中安装孔座203、下安装孔座204和浇口205。
28.上模100包括上模冷却结构,其包括上法兰水冷装置、上法兰风冷装置和下安装孔座内部冷却装置。
29.上法兰水冷装置包括间隔设置于上法兰201周向顶面的多个上法兰水冷销101、与上法兰水冷销101连接的上法兰点冷器103和上法兰集水块102、每个上法兰点冷器103均与上法兰集水块102之间连接有上法兰点冷器进水管104和上法兰点冷器回水管105。上法兰风冷装置包括上法兰内部供风管106和上法兰外部供风管108,上法兰内部供风管106与上法兰201内部周向表面之间连接有多根上法兰内部风冷管107,上法兰外部供风管108与上法兰201外部周向表面之间连接有多根上法兰外部风冷管109。下安装孔座内部风冷装置包
括设置于模具200内的下安装孔座内部供风管110,下安装孔座内部供风管110与下安装孔座204的周向顶部上表面之间连接有多根下安装孔座内部风冷管111。
30.下模300包括下模冷却结构,其包括中安装孔座水冷装置、下安装孔座外部风冷装置和浇口风冷装置。
31.中安装孔座水冷装置包括连接于中安装孔座203底部的多个中安装孔座水冷销301、与中安装孔座水冷销301连接的中安装孔座点冷器303和中安装孔座集水块302,每个中安装孔座点冷器303均与中安装孔座集水块302之间连接有中安装孔座点冷器进水管304和中安装孔座点冷器回水管305。下安装孔座外部风冷装置包括设置于模具200外的下安装孔座外部供风管306,下安装孔座外部供风管306与下安装孔座204的周向顶部下表面之间连接有多根下安装孔座外部风冷管307。浇口风冷装置包括浇口供风管308,浇口205顶部与浇口供风管308之间连接有多根浇口风冷管309。
32.本实用新型所设计的变速箱后副壳体低压铸造模具的冷却方法是:将上模冷却结构和下模冷却结构与模具200连接,上模100与下模300合模,浇注金属液,在浇注金属液10—30s后通过中安装孔座水冷装置对中安装孔座203通水冷却,作用时间30—60s;在浇注金属液20—40s后通过上法兰风冷装置对上法兰201进行通风冷却,作用时间60—100s;在浇注金属液20—60s后通过上法兰水冷装置对上法兰201进行通水冷却,作用时间30—60s;在浇注金属液100—180s后通过下安装孔座内部风冷装置对下安装孔座204内部进行通风冷却,作用时间150—250s。在浇注金属液150—230s后通过下安装孔座外部风冷装置对下安装孔座204外部通风冷却,作用时间150—250s;在浇注金属液180—250s后通过浇口风冷装置对浇口205通风冷却,作用时间150—300s。
33.本实用新型所设计的变速箱后副壳体低压铸造生产模具,由浇口套21作为模具200的金属液入口,由上模分流锥15和内浇道镶块19构成圆锥形内浇道,其它部位无浇注系统及冒口,通过在上模100和下模300上分别设计多处强制冷却结构来调节模具200的温度,进而控制低压铸造时金属液在模具200中的凝固顺序,保证了产品的出品率,加快了模具冷却速度,提升了产品生产节拍。
34.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型的结构做任何形式上的限制。凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型的技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1