一种汽车灯具再制造的打磨设备的制作方法
1.本实用新型涉及汽车灯具打磨领域,特别涉及一种汽车灯具再制造的打磨设备。
背景技术:
2.一般汽车的车灯在使用二年后会进灰、进水,内部灯杯镀层会烧黑、甚至脱落,灯罩表面会发黄、龟裂、划伤,可以对车灯进行翻新处理,能将上述问题彻底解决,翻新后能够与新灯媲美,照明效果大大提高,并使汽车更加美观。对于汽车表面的翻新,首先要准备打磨机,不同型号的砂纸,抛光蜡等等。准备好后,就可以把大灯拆下来,先对大灯的表面进行打磨,磨平后进行抛光打蜡。
3.打磨时一般将汽车灯具放置在工作台上,工人手持打磨机将打磨机砂轮按压在灯具外表面,按照一个方向来回打磨,力度适中,不要损坏周边的油漆或装饰条。直到把你想磨去的坑或划痕都磨平,用毛巾轻轻擦拭干净,检查打磨是否均匀,完成后将表面擦干。
4.但是在实际操作过程中,打磨力度难以把控,用力过轻,需要重复打磨,费时费力,用力过大,会过度磨去灯具表面,造成新的凹坑,需要再次磨平,导致灯具变薄,费时费力。同时灯具没有固定,移动灯具时,研磨掉落在台面的磨料会刮伤灯具,造成二次损坏。
技术实现要素:
5.为此,需要提供一种汽车灯具再制造的打磨设备,用于解决对大灯的表面进行打磨时打磨力度难以把控,用力过轻或者用力过大,同时需要重复打磨,研磨掉落在台面的磨料会刮伤灯具,造成二次损坏的技术问题。
6.为实现上述目的,发明人提供了一种汽车灯具再制造的打磨设备,包括支撑装置和打磨装置;
7.所述支撑装置包括支架、框架和台面,所述框架连接在支架上,所述台面连接在框架内,所述台面由多根经带和纬带十字交叉相互交织而成,所述经带为弹性材质,所述纬带为刚性材质,所述经带之间设有固定的间距,所述纬带之间设有固定的间距,所述经带连接在框架的上下两侧,所述纬带连接在框架的左右两侧;
8.所述打磨装置包括打磨机,所述打磨机连接在支架上。
9.作为本实用新型的一种优选结构,所述经带和纬带为扁平状。
10.作为本实用新型的一种优选结构,所述经带的条数大于纬带的条数。
11.作为本实用新型的一种优选结构,所述打磨装置还包括抛光机,所述抛光机连接在支架上。
12.作为本实用新型的一种优选结构,所述支架底部设有万向轮。
13.作为本实用新型的一种优选结构,所述汽车灯具再制造的打磨设备还包括固定装置,所述固定连接在支架上,所述固定装置用于固定灯具。
14.作为本实用新型的一种优选结构,所述支架上设有收纳盒。
15.作为本实用新型的一种优选结构,所述框架的形状与汽车灯具外边缘的形状相
或者“下”。
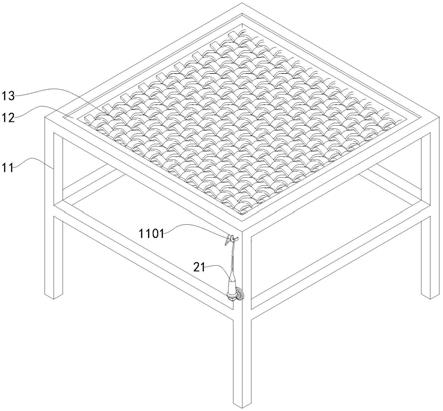
29.请参阅图1至图3,本实施例涉及一种汽车灯具再制造的打磨设备,包括支撑装置10和打磨装置。
30.如图1所示,所述支撑装置10包括支架11、框架12和台面13,支架11 由型材焊接而成,支架11的顶部焊接有一个用于容纳台面13的矩形框架12,如图2所示,台面13连接在框架12内,台面13由多根经带1301和纬带1302 十字交叉相互交织而成,经带1301和纬带1302为扁平状,使得灯具与台面 13由足够的接触面积进行支撑,编织方法按照竹篾“挑一压一”的方法编织成网格状,经带1301为弹性材质,纬带1302为刚性材质,经带1301和纬带 1302的数目相同,相邻两个经带1301之间的间距为10mm,相邻两个纬带1302 之间的间距为10mm,经带1301的两端连接在框架12的上下两侧,纬带1302 的两端连接在框架12的左右两侧。打磨装置包括打磨机21,支架11上设有挂接打磨机21的挂钩1101,打磨机21通过挂钩1101连接在支架11上。
31.工作时,将灯具放在台面13上,由于台面13由多根弹性材质的经带1301 和多根刚性材质的纬带1302十字交叉相互交织而成,刚性材质的纬带1302 提供支撑,使得台面13具有一定的支撑能力,根弹性材质的经带1301提供形变能力,使得台面13在力的作用下产生形变,使用打磨机21进行打磨时,可以使用较大的力进行打磨,使用较大力打磨时,台面13会产生变形,使灯具下陷,可以减小打磨机21砂轮作用在灯具表面的作用力,使得打磨机21 砂轮作用在灯具表面的作用力适当,用力越大,台面13形变越大,打磨机21 砂轮作用在灯具表面的力始终保持适当的范围内,不必担心用力过大造成新的凹坑,降低了对打磨工人的专业要求,大大提高了工作效率。同时,由于灯具底部形状不规则,台面13又是由十字交叉相互交织而成,有些突出部分只接触到台面13的经带1301或者间隙部分时,灯具的这些突出部分会向下陷入台面13,使得灯具在沿与台面13平行方向移动时具有一定阻力,使得台面13具有一定固定作用,且能使用不同形状的灯具,方便固定加工,并且打磨加工时的磨粒物质会通过十字交叉的经带1301和纬带1302之间的间隙漏出,可避免研磨掉落在台面13的磨料会刮伤灯具,造成二次损坏。
32.进一步地,经带1301和纬带1302为细丝状,编织方法同样按照竹篾“挑一压一”的方法编织成网格状,而相邻两个经带1301之间的间距为和相邻两个纬带1302之间的间距更小,可取1至10mm之间,采用细丝状经带1301和纬带1302为有利于磨屑从经带1301和纬带1302交错的间隙中漏出,避免对灯具造成二次磨损。
33.进一步地,对于不同灯具或者不同损坏程度的灯具,要求的打磨力度也不相同,对于损坏程度高,沟痕深的灯具进行打磨再制造时,可选用经带1301 的条数大于纬带1302的条数的台面13,减低台面13的柔韧度,需要更大的力度台面13才会下陷平衡按压力度,为了方便选用框架12设置成可拆卸的安装方式安装在支架11上,具体地,可通过卡接的方式连接,同时,在支架 11台面13的下方设有置物架,用于放置不同的框架12。
34.进一步地,打磨装置还包括抛光机,架上设有挂接抛光机的挂钩1101,抛光机通过挂钩1101连接在支架11上,打磨完成之后,擦拭的粉末,用抛光专用剂/膏,将塑料外壳上涂抹上适量的化合物,用抛光机以打圈的方式进行抛光,重复十分钟左右,小心周边的油漆,防止蹭掉,直到擦得镜面恢复光泽,靓丽如初。
35.进一步地,如图3所示,为方便移动汽车灯具再制造的打磨设备,在支架11底部设
有万向轮30,方便移动使用。此外也可在支架11上设置收纳盒 1102,用于收纳打磨机21、抛光机和抛光专用剂/膏,方便使用时直接取用。
36.进一步地,汽车灯具再制造的打磨设备还包括固定装置,固定连接在支架11上,固定装置用于固定灯具。避免灯具沿台面13平行方向发生位移,影响加工,具体的可采用长螺杆连接在灯具的原安装孔或者原连接孔上,将螺杆另一端穿过台面13经带1301和纬带1302交错的间隙,再将螺母拧在台面13的底部,将灯具固定在台面13上,应为台面13经带1301和纬带1302 交错留下许多间隙,所以不论何种灯具,连接孔位置在什么地方,都可将其连接在台面13上。进一步地,框架12的形状与汽车灯具外边缘的形状相似,以可防止灯具沿台面13平行方向发生位移。
37.需要说明的是,尽管在本文中已经对上述各实施例进行了描述,但并非因此限制本实用新型的专利保护范围。因此,基于本实用新型的创新理念,对本文所述实施例进行的变更和修改,或利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,直接或间接地将以上技术方案运用在其他相关的技术领域,均包括在本实用新型专利的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1