压铸机床的上下料机构的制作方法
1.本实用新型涉及铝铸件制造领域,具体涉及一种压铸机床的上下料机构。
背景技术:
2.压铸机床是在压力作用下把熔融金属液如铝液压射到模具中冷却成型,开模后即可得到固体铸件的铸造机械设备,现有的压铸机床在上料和下料时多采用人工的方式进行,上料时员工通过长柄汤勺舀取熔铝炉内的熔融铝液,再将其倒入压铸机床的模具内,人工作业,可以在舀取铝液时撇开浮渣,提高铝铸件的质量,下料时员工通过长柄夹钳将铝铸件从压铸机床的模具中夹出,能够通过目视准确判断是否完成下料,但上述方式均存在力臂长,对员工的臂力要求高,且员工易疲劳,生产效率低,安全性差的缺点,在上料时,由于人工舀取时铝液量波动较大,还会出现铝铸件压铸不完全的情况,影响良品率。
技术实现要素:
3.本实用新型的目的是为了克服现有技术的缺点,提供一种生产效率高、安全性好、上料时能够去除浮渣、下料时能够自动判断是否完成的压铸机床的上下料机构。
4.为达到上述目的,本实用新型采用的技术方案是,压铸机床的上下料机构,包括:
5.上料机构,所述上料机构包括第一机械手和铝液汤勺,所述铝液汤勺设置在所述第一机械手的端部,所述铝液汤勺能够在所述第一机械手的带动下沿上下、前后、左右方向移动;
6.下料机构,所述下料机构包括第二机械手和夹爪组件,所述夹爪组件设置在所述第二机械手的端部,所述夹爪组件能够在所述第二机械手的带动下沿上下、前后、左右方向移动,所述夹爪组件用于夹持铝铸件;
7.所述铝液汤勺为具有过滤铝液浮渣功能的铝液汤勺,所述铝液汤勺可转动地设置;
8.所述夹爪组件包括可开合的夹爪,所述夹爪的夹持面为绝缘面,所述夹持面上设置有用于检测所述夹爪是否夹持住铝铸件的铜片电极。
9.优选地,所述铝液汤勺包括勺体和勺柄,所述勺体的内部形成用于盛放铝液的腔体,所述勺柄连接在所述勺体的外壁上,所述勺柄上设置有铝液流道,所述铝液流道与所述腔体相连通。
10.进一步优选地,所述勺体内设置有挡板,所述挡板将所述腔体分割为前腔体和后腔体,所述挡板的下端部与所述勺体的内壁之间设置有滤网,所述滤网上的滤孔形成连通所述前腔体和所述后腔体的铝液通道,所述铝液流道与所述后腔体相连通。
11.进一步优选地,所述铝液流道的横截面呈v形。
12.优选地,所述夹爪的夹持面与所述铝铸件的外轮廓相贴合。
13.优选地,所述夹爪的内侧面设置有绝缘层,所述绝缘层的表面形成所述夹持面。
14.进一步优选地,所述绝缘层的厚度为3
‑
8mm。
15.优选地,所述夹爪组件还包括基座和驱动气缸,所述夹爪可开合地设置在所述基座上,所述基座设置在所述第二机械手的端部,所述驱动气缸用于驱动所述夹爪开合。
16.进一步优选地,所述第一机械手和所述第二机械手均为四轴联动机械手。
17.由于上述技术方案运用,本实用新型与现有技术相比具有下列优点:
18.本实用新型提供的压铸机床的上下料机构,包括:上料机构和下料机构,上料机构包括第一机械手和铝液汤勺,铝液汤勺能够在第一机械手的带动下沿上下、前后、左右方向移动,下料机构包括第二机械手和夹爪组件,夹爪组件能够在第二机械手的带动下沿上下、前后、左右方向移动,通过采用机械手代替人工作业,生产效率高、安全性好、上料量波动小、良品率高,通过采用具有过滤铝液浮渣功能的铝液汤勺,上料时能够去除浮渣,通过将夹爪组件的夹持面设为绝缘面,在夹持面上设置起检测作用的铜片电极,在夹爪将铝铸件夹持住时,能够利用铝铸件本身的导电性能将铜片电极导通,使得该上下料机构在下料时能够自动判断是否下料完成,便于自动化生产。
附图说明
19.图1是本实用新型中上料机构的主视示意图。
20.图2是图1中铝液汤勺的俯视放大示意图。
21.图3是图2中a
‑
a方向的剖视示意图。
22.图4是图2中b
‑
b方向的剖视放大示意图。
23.图5是本实用新型中下料机构的主视示意图。
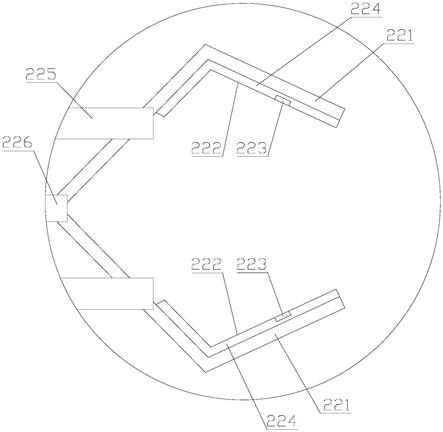
24.图6是图5中c处的局部放大示意图。
25.其中:
26.10.上料机构;11.第一机械手;12.铝液汤勺;121.勺体;122.勺柄;123.挡板;124.前腔体;125.后腔体;126.滤网;127.铝液通道;128.铝液流道;20.下料机构;21.第二机械手;22.夹爪组件;221.夹爪;222.夹持面;223.铜片电极;224.绝缘层;225.基座;226.驱动气缸。
具体实施方式
27.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
28.本实用新型提供的压铸机床的上下料机构,包括上料机构10和下料机构20,上料机构10设置在熔铝炉和压铸机床之间,上料机构用于将熔铝炉内的熔融铝液舀出后倒入压铸机床的模具内,具体地,如图1
‑
4所示,上料机构10包括第一机械手11和铝液汤勺12,铝液汤勺12设置在第一机械手11的端部,铝液汤勺12能够在第一机械手11的带动下沿上下、前后、左右方向移动;铝液汤勺12为具有过滤铝液浮渣功能的铝液汤勺,铝液汤勺12可转动地设置;铝液汤勺12包括勺体121和勺柄122,勺体121的内部形成用于盛放铝液的腔体,勺柄122连接在勺体121的外壁上,勺柄122上设置有铝液流道128,铝液流道128与上述腔体相连通,进一步地,勺体121内设置有挡板123,挡板123将上述腔体分割为前腔体124和后腔体125,挡板123的下端部与勺体121的内壁之间设置有滤网126,滤网126上的滤孔形成连通前
腔体124和后腔体125的铝液通道127,铝液流道128与后腔体125相连通,在舀取铝液时,前腔体124在第一机械手11的带动下伸入熔铝炉内,在通过第一机械手11带动勺体121转动,舀起铝液,在移动过程中,前腔体124内的铝液经过铝液通道127时被滤网126过滤,浮渣不进入后腔体125,在倾倒铝液时,反向转动勺体121,使铝液由后腔体125及铝液流道128流出,完成上料动作,为方便倾倒,铝液流道128的横截面为v形。
29.下料机构20设置在压铸机床和铝铸件出料流水线之间,下料机构20用于将铝铸件从压铸机床的模具内取出并将其移动至出料流水线上,具体地,如图5
‑
6所示,下料机构20包括第二机械手21和夹爪组件22,夹爪组件22设置在第二机械手21的端部,夹爪组件22能够在第二机械手21的带动下沿上下、前后、左右方向移动,夹爪组件22用于夹持铝铸件;夹爪组件22包括可开合的夹爪221,夹爪221成对设置,夹爪221的夹持面222为绝缘面,夹持面222上设置有用于检测夹爪221是否夹持住铝铸件的铜片电极223,夹爪221的夹持面与铝铸件的外轮廓相贴合,夹爪221的内侧面设置有绝缘层224,绝缘层224的表面形成夹持面222,绝缘层224的厚度为3
‑
8mm,相对于绝缘漆形成的绝缘面而言,绝缘层224能够更好地防止被铝铸件表面的毛刺刺破,避免对铜片电极223检测结果的干扰,夹爪组件22还包括基座225和驱动气缸226,夹爪221可开合地设置在基座225上,基座225可转动地设置在第二机械手21的端部,驱动气缸226用于驱动夹爪221开合,驱动气缸226设置在基座225上。
30.在上述实施例中,为方便设置,第一机械手11和第二机械手21均为四轴联动机械手。
31.本实用新型中所述的机械手为现有技术,其内部的具体结构可参考kuka、abb等公司生产的机械手。
32.由于上述技术方案运用,本实用新型与现有技术相比具有下列优点:
33.本实用新型提供的压铸机床的上下料机构,通过采用机械手代替人工作业,生产效率高、安全性好、上料量波动小、良品率高,通过采用具有过滤铝液浮渣功能的铝液汤勺,上料时能够去除浮渣,通过将夹爪组件的夹持面设为绝缘面,在夹持面上设置起检测作用的铜片电极,在夹爪将铝铸件夹持住时,能够利用铝铸件本身的导电性能将铜片电极导通,使得该上下料机构在下料时能够自动判断是否下料完成,便于自动化生产。
34.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1