端面磨削动力头的制作方法
1.本实用属于机械技术领域,涉及一种动力头,特别是一种端面磨削动力头。
背景技术:
2.油泵齿轮端面需要对其进行磨削加工,现有的油泵齿轮端面均采用传统的机加工工艺,即:采用磨床加工油泵齿轮端面。这种加工工艺容易导致齿轮端面烧伤,并且加工效率低以及表面粗糙度比较大的问题。
3.也就是说,现有油泵齿轮只能采用常规外圆来作端面靠磨加工,效率低、产品质量不稳定,废品量大、工艺不可控,主要质量问题在表面粗糙度难以达到要求,而且齿轮表面有明显二次烧伤,容易导致产品报废。
4.当采用圆台磨加工时,因圆台磨为卧轴式,工件在下砂轮在上,在磨削时有砂轮粒粘连在产品上产生划伤风险,产品质量不稳定,效率相比外圆磨更为偏低。
技术实现要素:
5.本实用的第一个目的是针对现有技术存在的上述问题,提供一种稳定性高且结构紧凑的端面磨削动力头。
6.本实用可通过下列技术方案来实现:端面磨削动力头,其特征在于,包括壳体、轴承座、主轴、活塞杆、工装组件、弹簧和密封组件,上述轴承座固连在壳体内,上述主轴穿设在轴承座内且在两者之间具有轴承,上述密封组件位于主轴和活塞杆之间且在主轴、活动杆和密封组件之间形成一密闭气腔,上述活塞杆上具有通气通道,通气通道外端用于与气源相连接,通气通道内端与密闭气腔相连通,上述弹簧位于活塞杆与轴承座之间且在弹簧的弹力作用下活塞杆具有左移的趋势,上述工装组件连接在活塞杆端部处,当活塞杆向左移时上述工装组件能将位于该处的工件定位夹持。
7.油泵齿轮毛坯呈圆盘状且在其中心处具有贯穿的通孔,油泵齿轮毛坯连接在工装组件处。外部气源由通气通道进入活塞杆后,在密封组件作用下,密闭气腔内的气压提升,在该气压作用下活塞杆左移。活塞杆移动后工装组件将油泵齿轮牢固定位夹持。当然,有外部动力带动主轴持续转动,在端面加工作业过程中本动力头实现主动运动,磨削处理的砂轮实现进给运动。气源停止供给后,在弹簧的弹力作用下活塞杆复位。
8.在上述的端面磨削动力头中,所述活塞杆端部处轴向固连有旋转接头,上述旋转接头与通气通道外端相连通。
9.通过旋转接头能使通气通道与外界气源稳定连接。
10.在上述的端面磨削动力头中,所述工装组件包括固连在主轴上的胀套和固连在活塞杆上的拉套,上述拉套呈圆柱状且在其外侧具有沿其轴线凹入的导向槽,上述胀套呈筒状且在胀套端部具有与导向槽相匹配的膨胀瓣,上述膨胀瓣嵌于导向槽处,上述导向槽的数量为若干道且均布在拉套外侧,上述膨胀瓣的数量与导向槽相同且一一对应设置。
11.胀套的膨胀瓣嵌于导向槽内,导向槽倾斜设置且膨胀瓣与导向槽相匹配。因此,拉
套左移后能使膨胀瓣张开,张开的膨胀瓣稳定的抵压在油泵齿轮内侧,保证油泵齿轮稳定的定位连接在工装组件处。
12.在上述的端面磨削动力头中,所述导向槽的数量为三道,三道导向槽均布在拉套外侧。
13.多道导向槽和与其对应的膨胀瓣能使工装组件将油泵齿轮稳定的夹持。
14.在上述的端面磨削动力头中,所述壳体外侧还固连有靠山,上述拉套和胀套均部分伸出靠山。
15.定位连接后,油泵齿轮抵靠在靠山侧部,这样的结构能避免油泵齿轮与胀套接触连接,有效的提高其稳定性。
16.在上述的端面磨削动力头中,所述密封组件包括连接在活塞杆与主轴之间的密封圈一和密封圈二,上述通气通道内端位于密封圈一和密封圈二之间。
17.在密封圈一和密封圈二的作用下活塞杆与主轴之间能形成稳定的密闭腔体。
18.在上述的端面磨削动力头中,所述壳体上还固连有驱动件,上述驱动件上具有传动轮一,上述主轴端部固连有传动轮二,上述传动轮一与传动轮二相连接。
19.在上述的端面磨削动力头中,所述驱动件为伺服电机。
20.采用普通外圆磨设备进行软件升级,更改电器及气动控制连锁开关进行安全防护识别防错,在普通外圆磨设备设置两个动力头进行互换循环,工装锁紧置以气源作动力,实现手动或自动锁紧,装夹时间短、精度高、加工节拍短、产品质量有可控等优点。
21.与现有技术相比,本端面磨削动力头能快速的将油泵齿轮毛坯装夹,其稳定性和装夹效率均比较高,而且结构还比较紧凑。
附图说明
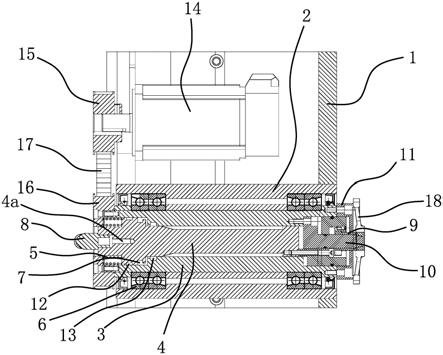
22.图1是本端面磨削动力头的剖视结构示意图。
23.图2是本端面磨削动力头中胀套和拉套连接处的结构示意图。
24.图中,1、壳体;2、轴承座;3、主轴;4、活塞杆;4a、通气通道;5、弹簧;6、轴承;7、密闭气腔;8、旋转接头;9、胀套;9a、膨胀瓣;10、拉套;10a、导向槽;11、靠山;12、密封圈一;13、密封圈二;14、驱动件;15、传动轮一;16、传动轮二;17、同步带;18、油泵端面齿。
具体实施方式
25.下面将结合本实用实施方式中的附图,对本实用实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本实用一部分实施方式,而不是全部的实施方式。基于本实用中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本实用保护的范围。
26.需要说明的是,当组件被称为“装设于”另一个组件,它可以直接装设在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。当一个组件被认为是“固定于”另一个组件,它可以是直接固定在另一个组件上或者可能同时存在居中组件。
27.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用的技术领域的技术人员通常理解的含义相同。本文中在本实用的说明书中所使用的术语只是为了描述具
体的实施方式的目的,不是旨在于限制本实用。本文所使用的术语“或/及”包括一个或多个相关的所列项目的任意的和所有的组合。
28.如图1和图2所示,本端面磨削动力头包括壳体1、轴承座2、主轴3、活塞杆4、工装组件、弹簧5和密封组件,上述轴承座2 固连在壳体1内,上述主轴3穿设在轴承座2内且在两者之间具有轴承6,上述密封组件位于主轴3和活塞杆4之间且在主轴3、活动杆4和密封组件之间形成一密闭气腔7,上述活塞杆4上具有通气通道4a,通气通道4a外端用于与气源相连接,通气通道 4a内端与密闭气腔7相连通,上述弹簧5位于活塞杆4与轴承座 2之间且在弹簧5的弹力作用下活塞杆4具有左移的趋势,上述工装组件连接在活塞杆4端部处,当活塞杆4向左移时上述工装组件能将位于该处的工件定位夹持。
29.活塞杆4端部处轴向固连有旋转接头8,上述旋转接头8与通气通道4a外端相连通,旋转接头8用于与气源稳定连接。
30.工装组件包括固连在主轴3上的胀套9和固连在活塞杆4上的拉套10,上述拉套10呈圆柱状且在其外侧具有沿其轴线凹入的导向槽10a,上述胀套9呈筒状且在胀套9端部具有与导向槽 10a相匹配的膨胀瓣9a,上述膨胀瓣9a嵌于导向槽10a处,上述导向槽10a的数量为若干道且均布在拉套10外侧,上述膨胀瓣 9a的数量与导向槽10a相同且一一对应设置。
31.导向槽10a的数量为三道,三道导向槽10a均布在拉套10 外侧。壳体1外侧还固连有靠山11,上述拉套10和胀套9均部分伸出靠山11。
32.密封组件包括连接在活塞杆4与主轴3之间的密封圈一12 和密封圈二13,上述通气通道4a内端位于密封圈一12和密封圈二13之间。
33.壳体1上还固连有驱动件14,上述驱动件14上具有传动轮一15,上述主轴3端部固连有传动轮二16,上述传动轮一15与传动轮二16相连接。驱动件14为伺服电机。
34.传动轮一15和传动轮二16均为同步轮,上述传动轮一15 和传动轮二16上套有同步带17。
35.油泵齿轮毛坯呈圆盘状且在其中心处具有贯穿的通孔,油泵齿轮毛坯连接在工装组件处。外部气源由通气通道进入活塞杆后,在密封组件作用下,密闭气腔内的气压提升,在该气压作用下活塞杆左移。活塞杆移动后工装组件将油泵齿轮牢固定位夹持。当然,有外部动力带动主轴持续转动,在端面加工作业过程中本动力头实现主动运动,磨削处理的砂轮实现进给运动。气源停止供给后,在弹簧的弹力作用下活塞杆复位。
36.采用普通外圆磨设备进行软件升级,更改电器及气动控制连锁开关进行安全防护识别防错,在普通外圆磨设备设置两个动力头进行互换循环,工装锁紧置以气源作动力,实现手动或自动锁紧,装夹时间短、精度高、加工节拍短、产品质量有可控等优点。
37.以上所述实施方式的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施方式中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
38.本技术领域的普通技术人员应当认识到,以上的实施方式仅是用来说明本实用,而并非用作为对本实用的限定,只要在本实用的实质精神范围内,对以上实施方式所作的适当改变和变化都落在本实用要求保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1