用于改善耐磨性和耐腐蚀性的两阶段气体氮化方法与流程
用于改善耐磨性和耐腐蚀性的两阶段气体氮化方法
1.相关申请的交叉引用
2.本技术要求于2020年1月30日提交的,名称为“用于改善耐磨性和耐腐蚀性的两阶段气体氮化方法”的美国临时专利申请序列号62/967,895的优先权,其全部公开内容通过引用明确地并入本文。
技术领域
3.本发明涉及一种与流体喷射器组件一起使用的气体氮化方法,更具体地,涉及一种构造成提高金属部件的耐磨性和耐腐蚀性的两阶段气体氮化方法。
背景技术:
4.现有的流体喷射器或其它金属组件通常在使用一段时间之后开始失效,这是由于喷射器的阀座的表面在承受多次喷射器的止回球的冲击负荷之后开始磨损和变形或腐蚀。阀座的磨损和变形经常导致喷射器排放流量高,并且最终可能导致喷射器的故障。因此,需要一种具有阀座的喷射器,该阀座对由止回球的冲击负荷引起的磨损、气蚀、变形和/或腐蚀的抵抗力增加。
技术实现要素:
5.在本发明的一个实施方式中,提供了一种强化金属部件表面的方法。该方法包括:氮化所述金属部件;机加工所述金属部件至小于1.0微米的第一平滑度值;第二次氮化所述金属部件;和抛光所述金属部件至约0.8微米以下的第二平滑度值。
6.在本发明的另一实施方式中,提供了一种金属部件。该金属部件包括由α相氮化铁构成的扩散区和位于该扩散区上的化合物层,该化合物层包括ε相氮化铁和γ'相氮化铁,其中该化合物层形成所述金属部件的上表面。
7.在本发明的又一实施方式中,提供了一种流体喷射器。所述流体喷射器包括导阀座和止回球,所述止回球被构造成在所述流体喷射器内移动,以在所述止回球与所述导阀座间隔开时允许流体喷射,并且在所述止回球与所述导阀座接触时防止流体喷射,所述导阀座包括由α相氮化铁构成的扩散区,以及位于所述扩散区上的化合物层,所述化合物层包括ε相氮化铁和γ'相氮化铁,其中所述化合物层形成所述导阀座的上表面。
附图说明
8.通过以下结合附图查看时对示例性实施方式的详细描述,本公开的实施方式的优点和特征将变得更加明显,其中:
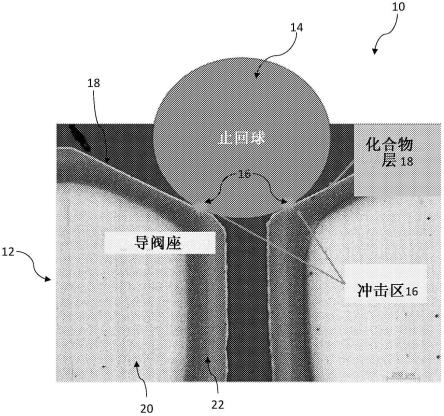
9.图1示出了已经经受本公开的两阶段氮化工艺的流体喷射器的截面图;
10.图2是本发明的两阶段氮化工艺的流程图;以及
11.图3示出了图1的喷射器的阀座的表面的层的图。
12.在这几个图中,相应的附图标记表示相应的部件。虽然附图表示本公开的实施方
式,但是附图不一定是按比例的,并且某些特征可能被放大以便更好地说明和解释本公开。在此阐述的范例以一种形式说明本公开的实施方式,并且这样的范例不应被解释为以任何方式限制本公开的范围。
具体实施方式
13.参照图1,示出了流体喷射器10的一部分的截面图。喷射器10通常包括导阀座12和止回球14。止回球14构造成在喷射器10内移动,以在止回球14与导阀座12间隔开时允许流体喷射,并在止回球14与导阀座12接触时防止流体喷射。然而,当止回球14从与导阀座12间隔开过渡到与导阀座12接触时,存在止回球14冲击或接触导阀座12的各种接触或冲击区16。在没有通过下面进一步描述的两步渗氮氮化工艺100提供的化合物层18的情况下,这些冲击区16先前已经是在喷射器10的运行期间承受多次冲击负荷之后阀座12中的各种磨损和变形的部位。阀座12的这种磨损和变形会腐蚀或以其它方式改变阀座12的形状,使得止回球14和阀座12不再彼此完全密封,因此会导致喷射器排出流量高,并最终会导致喷射器10的故障。
14.参考图2,两步氮化工艺100在阀座12的上表面上产生化合物层18,这增加了其承受来自止回球14的冲击负荷的能力,并因此经受住由止回球14引起的对阀座12的磨损、气蚀和变形。因此,已经进行了工艺100的阀座12能够经受住喷射器10的更长期使用/运行的磨损和变形,并且因此减少喷射器排放流随时间的可能性和/或量。工艺100还可应用于其它金属组件,以提供强度和耐磨性以及抗变形性的类似改善。
15.两步氮化工艺100通常包括为阀座12提供软机座的第一步骤102,氮化座12的第二步骤104,机加工座12的第三步骤106,再次或第二次氮化座12的第四步骤108,以及抛光座12的第五步骤110。氮化步骤104和108通常可以以各种方式进行,例如,氮化可以通过物理气相沉积、铬氮化、钛氮化、等离子体(离子)氮化和/或其它各种氮化方法进行。此外,氮化步骤104和108可以使用相同的方法或不同的方法进行。机加工步骤106被配置成将机座12机加工成小于1微米的平滑度值(rz),或表面中的峰与谷之间的平均距离,并且可以包括研磨座12和/或抛光座12。抛光步骤110被配置成抛光座12以去除在氮化步骤108期间产生的剥落层,并且提供约0.8微米以下,或更具体地约0.5微米的平滑度值(rz)。
16.参考图3,两步氮化工艺100在阀座12中产生多个层。具体地,工艺100导致阀座12具有芯20(图1),位于芯20之上或外部的扩散区22和位于扩散区22之上或外部的化合物层18。换句话说,芯20位于化合物层18和扩散区22两者的内部。化合物层18通常由ε相氮化铁(fe
2-3
n)和γ'相氮化铁(fe4n)的组合形成,并且通常厚度为3~15微米,更具体地10~15微米。在各种实施方式中,γ'相氮化铁和ε相氮化铁以1:19至3:1的比率存在于化合物层18中。扩散区22通常由通过化合物层18扩散到芯20中形成的α相铁或铁氧体(体心立方(bcc)结构中的铁)形成,并且通常具有100至200微米的厚度。芯20通常由工具钢,特别是h13工具钢形成,并形成阀座12的其余部分。在各种实施方式中,化合物层18具有大于67hrc的硬度值,扩散层22具有小于67hrc的硬度值,且芯20具有55至59hrc的硬度值。
17.虽然已经示出和描述了本公开的各种实施方式,但是应当理解,这些实施方式不限于此。本领域技术人员可以改变、修改和进一步应用这些实施方式。因此,这些实施方式不限于先前示出和描述的细节,而是还包括所有这些改变和修改。
18.此外,本文所包含的各图中所示的连接线旨在表示各种元件之间的示例性功能关系和/或物理耦合。应当注意,在实际系统中可以存在许多替代性的或附加的功能关系或物理连接。然而,益处、优点、问题的解决方案以及可导致任何益处、优点或解决方案发生或变得更显著的任何要素不应被解释为关键的,必需的或本质的特征或要素。因此,本发明的范围仅受所附权利要求书的限制,其中除非明确说明,其中以单数形式提及元件并不意味着“一个且仅一个”,而是“一个以上”。此外,在权利要求书中使用类似于“a、b或c中的至少一个”的短语的情况下,意图将该短语解释为意指a单独可存在于实施方式中,b单独可存在于实施方式中,c单独可存在于实施方式中,或要素a、b或c的任何组合可存在于单个实施方式中;例如,a和b,a和c,b和c,或a和b和c。
19.在本文的详细描述中,提及“一个实施方式”、“实施方式”、“示例性实施方式”等表示所描述的实施方式可以包括特定特征、结构或特性,但是每个实施方式可以不必包括该特定特征、结构或特性。此外,这些短语不一定指同一实施方式。此外,当结合实施方式描述特定特征、结构或特性时,认为结合其它实施方式(无论是否明确描述)来影响此类特征、结构或特性在受益于本公开的本领域技术人员的知识范围内。在阅读说明书之后,相关领域的技术人员将明白如何在替代实施方式中实施本发明。
20.此外,本公开中的任何要素、组件或方法步骤都不旨在贡献给公众,而不管该元件、组件或方法步骤是否在权利要求书中明确陈述。在35u.s.c.
§
112(f)的规定下不解释本文中的权利要求要素,除非使用短语“用于
…
的装置”明确陈述所述要素。如这里所使用的,术语“包括”、“包含”或其任何其它变形旨在涵盖非排他性的包含,使得包括要素列表的工艺、方法、物品或装置不仅包括这些要素,而且可以包括未明确列出的其它要素或对这些工艺、方法、物品或装置而言固有的其它元素。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1