一种提高双相组织低相变熔敷金属强韧性的焊后低温配分方法
1.本发明属于材料加工中焊接技术领域,尤其是涉及一种提高双相组织低相变熔敷金属强韧性的焊后低温配分方法。
背景技术:
2.在当今工业生产制造过程中,焊接已经成为应用最为广泛的连接技术之一,许多重要的金属结构都是采用焊接的方法完成的。焊接过程中的不均匀温度场以及由它引起的局部塑性变形、焊材与木材的比热容不同、熔敷金属冷却过程中的热收缩以及复杂焊接结构等都会使焊接接头焊趾处产生较大的残余拉应力,严重降低了焊接结构的疲劳强度。疲劳破坏是焊接结构是最主要的破坏形式之一,焊接结构失效疲劳均由焊接接头引发。为了延长焊接结构的疲劳寿命,往往需要进行焊后处理,例如焊后消应力处理、tig焊修法、超声冲击法、锤击法等等。
3.采用低相变(low transformation temperature,简称ltt)焊材进行焊接,使焊缝金属冷却过程中发生马氏体相变温度低,此时材料已处于弹塑性或弹性状态,马氏体相变体积膨胀将会减少焊接热场造成的残余拉伸应力,体积膨胀越大,残余拉伸应力越小,甚至出现残余压缩应力,有效的增加了焊接结构的疲劳寿命。在专利号为cn1332058a,专利名称为用于提高焊接接头疲劳强度的焊条中公开,马氏体相变温度范围为100
‑
250℃,采用该低相变(ltt)焊条的焊接接头疲劳强度比普通焊条的焊接接头的疲劳强度提高了10
‑
40%,证明了低相变焊材在提高焊接结构疲劳强度方面的优势,具有广阔应用前景。
4.但是在实际的工程应用中,对于焊接结构性能的要求不仅要具有良好的疲劳寿命,同时也要求具有良好的力学性能,例如良好的韧性、强度等。但是上述提及的低相变(ltt)熔敷金属,在焊接完成冷却到室温时得到的是淬硬的马氏体组织,马氏体组织硬度高,韧性也较低。在上述公开的专利号为cn1332058a,专利名称为用于提高焊接接头疲劳强度的焊条中提到的普通低相变(ltt)焊材熔敷金属室温冲击吸收功(akv/j)在22
‑
27j之间,而工程应用中要求熔敷金属
‑
20℃冲击吸收功(akv/j)在27以上,因此,大多数的低相变(ltt)熔敷金属冲击韧性低于工程应用的标准要求,不能满足工程应用中对焊接结构综合力学性能的要求,严重的制约了低相变焊接材料的广泛应用。
5.目前,有相关研究发现,在马氏体
‑
奥氏体双相组织的低相变熔敷金属可以有效提高低温冲击韧性,但是,随着奥氏体含量的增加,双相组织的低相变熔敷金属的屈服强度急剧下降。
6.因此,提高双相组织低相变熔敷金属的强韧性是低相变焊接材料推广应用亟需解决的问题。
技术实现要素:
7.本发明的目的是为了克服双相组织低相变焊接材料熔敷金属屈服强度低、并保证
良好冲击韧性的一种提高双相组织低相变熔敷金属强韧性的焊后低温配分方法。
8.本发明的技术方案如下:
9.一种提高双相组织低相变熔敷金属强韧性的焊后低温配分方法,包括以下步骤:
10.s1.采用双相组织低相变焊丝与母材进行熔化极气体保护焊或钨极氩弧焊的焊接工艺,在焊后,形成的焊态熔敷金属化学成分重量百分比为c=0.03~0.2,ni=5~14,cr=7~18,mn=0.5~2.0,si=0.3~1.5,mo=0.1~3,其余为fe;所述焊态熔敷金属组织为马氏体组织和残余奥氏体组织,残余奥氏体含量控制在6
‑
30%之间,构成马氏体+6
‑
30%奥氏体熔敷金属组织;
11.s2.对所述步骤s1形成的马氏体+6
‑
30%奥氏体焊态熔敷金属组织加热,加热速度小于30℃/min,加热至100~250℃,保温15
‑
120min,保温结束后,空冷至10~50℃。
12.进一步地说,所述保温温度(℃)*保温时间(min)=6000~24000。
13.本发明具有的优点和积极效果是:
14.1.对焊后的熔敷金属直接进行低温配分处理,可以显著提高双相组织低相变熔敷金属的屈服强度和低温韧性,使其获得良好的强韧性,同时不会削弱低相变熔敷金属改善疲劳寿命的效果,与传统的焊后热处理相比,在不改变低相变熔敷金属组织形貌的前提下,使马氏体中过饱和的碳原子扩散至奥氏体中,使奥氏体的机械稳定性和化学稳定性提高。
15.2.本发明的焊后低温配分方法中,焊后保温时间和加热温度的要求较低,在实际的工业应用中,缩短生产周期,经济性强。
附图说明
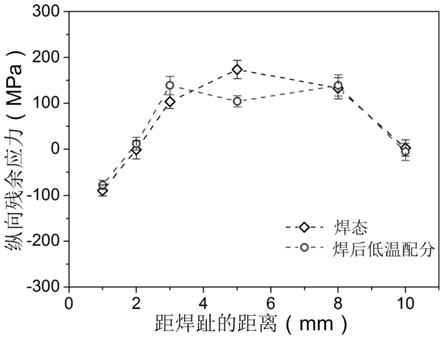
16.图1是实施例1中焊态和焊后低温配分态的焊接接头残余应力分布曲线;
17.图2是实施例1中焊态和焊后低温配分态的焊接接头疲劳寿命s
‑
n曲线;
具体实施方式
18.以下结合具体实施例对本发明作进一步详细说明。应当理解,此处所描述的具体实施例仅用于解释本发明,并不用于限定本发明,决不限制本发明的保护范围。
19.实施例1
20.本发明的一种提高双相组织低相变熔敷金属强韧性的焊后低温配分方法,包括以下步骤:
21.s1.母材选用q345b,试板的长为300mm,宽为200mm,厚为20mm,双相组织低相变焊丝(该双相组织低相变焊丝在专利申请号为2018113612945,专利名称为一种高韧性低相变点的金属粉芯焊丝中公开)的焊丝直径为1.6mm,采用熔化极气体保护焊的焊接方法,堆焊7层,每层5道,堆焊焊后直接冷却至室温,形成焊态熔敷金属组织,所述焊态熔敷金属组织由77%马氏体+13%奥氏体双相组织组成;
22.s2.对焊态熔敷金属加热,加热温度为20℃/min,加热至200℃,保温60min,保温温度
×
保温时间=12000,在保温结束后,空冷至室温,形成焊后低温配分处理的熔敷金属。
23.其中,熔化极气体保护焊的焊接工艺参数如表1所示:
24.表1焊接工艺参数
[0025][0026]
焊态熔敷金属的化学成分如表2所示:
[0027]
表2熔敷金属的化学成分(质量分数%)
[0028][0029]
在200℃下,碳原子平均扩散自由程λ,通过如下公式计算:
[0030]
λ=(6td)
1/2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1);
[0031]
其中,t为保温时间(s),d为碳原子在马氏体中的扩散系数,d=1.4
×
10
‑
15
m2/s;
[0032]
通过所述公式(1)计算出碳原子平均扩散自由程λ=6μm。
[0033]
经过本发明的焊后低温配分方法处理后的熔敷金属,其马氏体和奥氏体相含量、组织相貌不变,仍为77%马氏体+13%奥氏体,不改变焊后熔敷金属的组织形貌,由于合金元素fe、cr、ni和mo等原子较大,在250℃一下不会发生扩散,另外,焊后低温配分的处于100
‑
250℃之间,还可以保证碳原子的扩散速度,不会因碳原子扩散速度太慢而导致扩散所需的时间过长,使得碳原子能够从马氏体向奥氏体充分扩散配分,使得马氏体中的碳饱和度降低,奥氏体的稳定性增加,从而提高双相组织低相变熔敷金属的强韧性;同时结合实际工业应用的生产周期、经济性和节能环保等因素,控制焊后保温时间在15
‑
120min。
[0034]
按照gb/t 228.1
‑
2010《金属材料拉伸试验第1部分室温试验方法标准》,对焊态熔敷金属和焊后低温配分处理的熔敷金属进行拉伸性能测试,其中,试样采用拉伸棒,直径为6.25mm,标距为25mm,其拉伸性能的测试结果见表3:
[0035]
表3拉伸实验结果
[0036][0037]
由表3可以看出,经过焊后低温配分处理后的熔敷金属,其屈服强度提高了127%,伸长率提高了50%,抗拉强度不下降。
[0038]
按照gb/t 229
‑
2007《金属材料夏比摆锤冲击试验方法》,对焊态熔敷金属和焊后低温配分处理的熔敷金属进行低温冲击韧性的性能测试,其中,试样采用夏比v型缺口,试样尺寸为10*10*55mm,试验温度为
‑
20℃,冲击韧性的性能测试结果见表4:
[0039]
表4冲击实验结果(
‑
20℃)
[0040]
[0041]
由表4可以看出,经过焊后低温配分处理后的熔敷金属,平均冲击功提高了83%,熔敷金属在
‑
20℃的冲击功明显提高。
[0042]
采用x射线衍射法,对焊接残余应力进行测试;在测试前,采用10%的nacl水溶液对表面进行电解抛光处理,对焊态的焊接接头和焊后低温配分处理后的焊接接头进行测试,分别测试距焊趾1mm、2mm、5mm、10mm和15mm位置的残余应力值,绘制出残余应力分布曲线(如图1所示)。由图1可以看出,焊态和焊后低温配分态的焊接接头焊趾附近的残余应力仍为残余压应力,残余压应力竖直和分布基本无变化,可以得出焊后低温配分处理不会削弱低相变焊接材料产生的压应力。
[0043]
采用300kn高频疲劳试验机(gps300),通过轴向拉伸加载方式,应力比为0.1。在疲劳试验中,当循环周次(n)达到107次而未发生疲劳断裂,则停止试验。根据疲劳试验数据的应力范围(δσ)以及循环周次(n),取以10为底的对数值,绘制s
‑
n曲线(如图2所示)。由图2可以看出,焊态和焊后低温分配态的焊接接头在不同应力幅下的疲劳寿命基本一致,焊后低温配分处理不会削弱低相变焊接材料改善疲劳寿命的效果。
[0044]
综上所述,与传统的焊后热处理相比,通常焊后热处理的温度在500℃以上,而本发明采用的焊后低温配分处理方法,其温度控制在100
‑
250℃,可以显著提高双相组织低相变熔敷金属的屈服强度和低温韧性,使其获得良好的强韧性,不会削弱低相变熔敷金属改善疲劳寿命的效果,同时结合实际工业应用的生产周期、经济性和节能环保等因素,缩短了工业应用的生产周期,经济性高,并且节能环保。
[0045]
实施例2
[0046]
本发明的一种提高双相组织低相变熔敷金属强韧性的焊后低温配分方法,包括以下步骤:
[0047]
s1.母材选用q345b,试板的长为300mm,宽为200mm,厚为20mm,双相组织低相变焊丝(该双相组织低相变焊丝在专利申请号为2018113612945,专利名称为一种高韧性低相变点的金属粉芯焊丝中公开)的焊丝直径为1.6mm,采用熔化极气体保护焊的焊接方法,堆焊7层,每层5道,堆焊焊后直接冷却至室温,形成焊态熔敷金属组织,所述焊态熔敷金属组织由77%马氏体+13%奥氏体双相组织组成;
[0048]
s2.对焊态熔敷金属加热,加热温度为20℃/min,加热至200℃,保温120min,保温温度
×
保温时间=2400,在保温结束后,空冷至室温,形成焊后低温配分处理的熔敷金属。
[0049]
其中:在200℃下,碳原子平均扩散自由程λ,通过如下公式计算:
[0050]
λ=(6td)
1/2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1);
[0051]
其中,t为保温时间(s),d为碳原子在马氏体中的扩散系数,d=1.4
×
10
‑
15
m2/s;
[0052]
通过所述公式(1)计算出碳原子平均扩散自由程λ=77μm。
[0053]
按照gb/t 228.1
‑
2010《金属材料拉伸试验第1部分室温试验方法标准》,对焊态熔敷金属和焊后低温配分处理的熔敷金属进行拉伸性能测试,其中,试样采用拉伸棒,直径为6.25mm,标距为25mm,其拉伸性能的测试结果见表5。
[0054]
表5拉伸实验结果
[0055][0056]
由表5可以看出,经过焊后低温配分处理后的熔敷金属,其屈服强度提高了128%,伸长率提高了42%,抗拉强度不下降。
[0057]
按照gb/t 229
‑
2007《金属材料夏比摆锤冲击试验方法》,对焊态熔敷金属和焊后低温配分处理的熔敷金属进行低温冲击韧性的性能测试,其中,试样采用夏比v型缺口,试样尺寸为10*10*55mm,试验温度为
‑
20℃,冲击韧性的性能测试结果见表6:
[0058]
表6冲击实验结果(
‑
20℃)
[0059][0060]
由表6可以看出,经过焊后低温配分处理后的熔敷金属,平均冲击功提高了40%,熔敷金属在
‑
20℃的冲击功明显提高。
[0061]
综上所述,通过焊后低温配分处理,可以显著提高双相组织低相变熔敷金属的屈服强度和低温韧性,使其获得良好的强韧性,同时不会削弱低相变熔敷金属改善疲劳寿命的效果。
[0062]
以上对本发明做了示例性的描述,应该说明的是,在不脱离本发明的核心的情况下,任何简单的变形、修改或者其他本领域技术人员能够不花费创造性劳动的等同替换均落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1