一种家电用耐时效热镀铝锌钢板及其制造方法与流程
1.本发明涉及一种冷轧热镀铝锌钢板,特别涉及一种家电用耐时效热镀铝锌钢板及其制造方法,具体而言,涉及纵向屈服强度为550~630mpa的热镀铝锌钢板及其制造方法,属于铁基合金技术领域。
背景技术:
2.近年随着家电等行业的发展,各行业均广泛通过制作件的高强度化实现减薄钢材使用,还要具有耐时效性,材料的高强度化通常采用加昂贵的合金元素如铌、钒和钼等元素,通过细晶强化、析出强化、复相强化来提高基材的强度,这种方法的应用可有效提高材料的强韧性,并能保持较好塑性和良好的焊接性能,但这种方法应用会带来钢板成本明显增加,采用耐时效的经济型家电用高强钢的开发并适应行业加工特点成为研究的其中一个方向。
3.镀铝锌层采用一定配比的铝、锌、硅,其中防腐主要由铝锌合金提供。硅可以把生产过程中的脆性层的形成速度降到最小,从而使产品易于加工成型。镀铝锌钢板具有优于镀纯锌钢板好几倍的耐高温/耐腐蚀性,其表面锌花美丽,被广泛应用于家电、建筑等行业。
4.中国专利申请号cn201110341166.6公开了屈服强度≥550mpa的结构用彩涂板的生产方法,其屈服强度550~600mpa,抗拉强度560~610mpa,断后伸长率a80mm≥6%。其基板c:0.03%~0.05%,属于低碳钢设计,组织为铁素体+珠光体或铁素体+游离渗碳体或铁素体+珠光体+少量游离渗碳体,不具有抗时效性,不具备满足经济型家电用热镀铝锌高强钢板的专用要求。
5.中国专利申请号cn201710323599.6公开了一种屈服强度550mpa级热镀铝锌钢板及其制造方法,其基板c:0.05%~0.06%,mn:1.0%~1.2%,nb:0.061%~0.080%,为低碳钢设计,组织为铁素体+珠光体或铁素体+游离渗碳体或铁素体+珠光体+少量游离渗碳体,不具有抗时效性。同时由于其在钢中加入的mn、nb合金含量高,导致生产成本高,不经济,用这类高强度热镀铝锌钢板市场竞争力差,推广应用难。因此该设计不具备满足经济型家电用热镀铝锌高强钢板的专用要求。
6.中国专利申请号cn201510540305.6公开了一种屈服强度500mpa级高延伸率热镀铝锌和彩涂钢板及其制造方法,其基板c:0.07%~0.15%,mn:1.3%~1.8%,为低碳钢设计,组织为铁素体+珠光体或铁素体+游离渗碳体或铁素体+珠光体+少量游离渗碳体,不具有抗时效性。同时由于其在钢中加入的mn合金含量高,导致生产成本高,不经济。
7.中国专利申请号cn200710093976.8公开了一种深冲热镀铝锌钢板/带及其生产方法,其采用if钢基板生产热镀铝锌产品,基板c≤0.01,为超低碳钢,屈服强度140~220mpa,抗拉强度达260~350mpa,延伸率大于30%,但不能满足屈服强度≥550mpa,抗拉强度≥570mpa的要求。
8.中国专利申请号cn200610047626.3公开了一种全硬质镀铝锌钢板及其生产方法,该方法提供的镀铝锌钢板屈服强度达到600mpa以上,其基板c:0.02%~0.16%,mn:0.15%
~1.50%,ti、nb总含量0.015%~0.100%,镀铝锌时退火温度630~710℃,获得全硬钢板,该钢板延伸率≤7%,不能满足家电用热镀铝锌钢板延伸率≥7%的加工要求。同时该钢种为低碳钢设计,组织为铁素体+珠光体或铁素体+游离渗碳体或铁素体+珠光体+少量游离渗碳体,不具有抗时效性。
9.中国专利申请号cn201710444576.0公开了一种打包用镀锌钢卷生产方法,其基板c:0.01 0.08%,mn:0.12 0.3%,采用全硬钢生产工艺,屈服强度可达550mpa级别,但该发明针对热镀锌工艺,不耐腐蚀,且采用低碳钢设计,组织为铁素体+珠光体或铁素体+游离渗碳体或铁素体+珠光体+少量游离渗碳体,不具有抗时效性。
10.现有公开镀锌高强钢生产技术,压缩比为45-65%,退火温度为590-600℃,按些工艺实施,屈服强度达不到550mpa以上;此外,钢中含有强化元素量过高,造成冷轧轧制困难,无法稳定实现薄规格产品生产。
11.因此,现有技术生产钢板的化学成分、屈服强度、耐时效性、耐腐蚀性不能满足经济型家电用耐时效高强热镀铝锌钢板工艺质量的需求。
技术实现要素:
12.本发明的目的是提供一种家电用耐时效热镀铝锌钢板及其制造方法,主要解决现有技术中屈服强度550mpa级热镀铝锌钢板时效性能差、制造成本高的技术问题;本发明热镀铝锌钢板耐时效性能好,耐高温、耐腐蚀性强,强度高,满足了家电行业对高强度热镀铝锌钢板滚压成型塑性加工需求。
13.本发明采取的技术思路是,采用软质化学成分的钢,冷轧轧制时采用较小的轧制力达到钢板热镀前的厚度,通过退火过程控制钢板的回复过程,保留冷轧所产生的加工硬化,采用连续退火工艺,使成品钢板保留冷轧过程中形成纤维状组织,提高钢材的强度,生产纵向屈服强度550mpa级的热镀铝锌钢板。
14.本发明采用的技术方案是,一种家电用耐时效热镀铝锌钢板,其基板的化学成分重量百分比为:c:0.0010~0.0040%,si≤0.03%,mn:0.40~0.60%,p≤0.020%,s≤0.015%,n≤0.0040%,al:0.010~0.045%,ti:0.040~0.050%,余量为fe和不可避免的夹杂元素。
15.本发明热镀铝锌钢板的金相组织为纤维状铁素体,0.15~0.50mm厚热镀铝锌钢板的纵向屈服强度r
p0.2
为550~630mpa,纵向抗拉强度rm为570~700mpa,纵向延伸率a
50mm
为7~15%,时效指数r
p0.2
为0。
16.本发明所述的家电用耐时效热镀铝锌钢板的化学成分限定在上述范围内的理由如下:
17.[碳]:固定间隙原子c和n是形成再结晶有利织构的先决条件。c、n含量高就必须相应地增加ti含量,才能达到完全固定间隙原子c和n的目的,使钢板具有耐时效性。c含量过低,rh脱碳成本增加,不利于经济型生产。本发明根据实际炼钢生产能力和热轧、冷轧轧制能力,c含量范围设定为0.0010~0.0040%。
[0018]
[硅]:铁素体固溶强化元素,对热镀铝锌产品来说,si含量高时钢表面析出产生表面氧化膜,影响基板的可镀性,本发明中的si含量设定≤0.03%。
[0019]
[锰]:重要固溶强化元素,为了保证钢的综合机械强度,添加适当mn提高钢板强
度。本发明mn含量控制范围为mn:0.40~0.60%。
[0020]
[硫]:本发明中的s为杂质元素,本发明要求s控制范围为s≤0.015%。
[0021]
[磷]:本发明中的p为杂质元素,为保证高强度热镀铝锌钢板加工制作,折弯性能良好,本发明要求p含量控制为p≤0.020%。
[0022]
[氮]:本发明中的n为杂质元素,n含量越低,形成的tin粒子越小越少,对成型有利。本发明要求n含量控制为n≤0.0040%。
[0023]
[铝]:al在本发明中的作用是起到脱氧的作用,al是强氧化性形成元素,和钢中氧形成al2o3在炼钢时去除。al过高会形成过多的al2o3夹杂,并且连铸浇注时容易堵塞浇注水口。本发明限定al含量为0.010~0.045%。
[0024]
[钛]:固定间隙原子,主要是控制ti含量,ti≥4*c+3.43*n+1.5*s,消除钢中c、n间隙固溶原子,设定ti:0.040~0.050%。
[0025]
一种家电用耐时效热镀铝锌钢板的制造方法,该方法包括:
[0026]
厚度为1.5~4.0mm热轧钢板经酸洗、冷轧、卧式连续退火炉退火、热镀铝锌、平整,卷取得到厚度为0.15~0.50mm成品热镀铝锌钢板;所述冷轧压下率为85~90%,经过冷轧后轧硬状态的带钢在卧式连续退火炉均热段的退火温度为400~450℃,带钢在均热段的退火时间为20~30sec,带钢入铝锌锅的温度为590~610℃,平整延伸率为1.5~2.0%;所述热轧钢板的化学成分重量百分比为:c:0.0010~0.0040%,si≤0.03%,mn:0.40~0.60%,p≤0.020%,s≤0.015%,n≤0.0040%,al:0.010~0.045%,ti:0.040~0.050%,余量为fe和不可避免的夹杂元素。
[0027]
本发明采取的生产工艺制度的理由如下:
[0028]
1、冷轧压下率的设定
[0029]
以1.5~4.0mm热轧钢板为原料,为了获得0.15~0.50mm薄规格镀铝锌产品的生产和结合轧机生产能力,冷轧压下率设定在85~90%,通过高压缩比轧制形成冷轧纤维状组织,材料出现加工硬化。
[0030]
2、退火温度和退火时间的设定
[0031]
通过退火过程控制回复过程,保留冷轧所产生的加工硬化,本发明设定带钢在卧式连续退火炉均热段的退火温度为400~450℃,在卧式连续退火炉均热段的退火时间20~30sec。
[0032]
3、带钢入铝锌锅温度和平整延伸率的设定
[0033]
通过对钢板不同的入锌锅温度研究发现,带钢入铝锌锅温度越高,钢板的延伸率越高,但带钢入铝锌锅温度越高,屈服强度越低,因此,结合实际试验结果,设定带钢入铝锌锅温度590~610℃;热镀铝锌生产过程中不可避免产生锌渣,因此,通过平整的方法控制热镀铝锌钢板表面的锌渣缺陷。通过对钢板不同的平整延伸率研究发现,平整延伸率越高,钢板的屈服强度越高,但平整延伸率越高,钢板的延伸率越低。经综合考虑,本发明设定的平整延伸率为1.5~2.0%。
[0034]
本发明方法生产的热镀铝锌钢板的金相组织为纤维状铁素体,热镀铝锌钢板的纵向屈服强度r
p0.2
为550~630mpa,纵向抗拉强度rm为570~700mpa,纵向延伸率a
50mm
为7~15%,时效指数r
p0.2
为0。
[0035]
本发明方法实现了厚度为0.15~0.50mm、纵向屈服强度r
p0.2
为550级热镀铝锌板
的工业化生产;本发明方法生产的热镀铝锌钢板耐时效性能好,耐高温、耐腐蚀性强,折弯性能良好,强度高,满足了家电行业对高强度热镀铝锌钢板滚压成型塑性加工需求。
[0036]
本发明相比现有技术具有如下积极效果:1、本发明热镀铝锌钢板是采用软质基材条件生产的高强钢,同时由于软质基材更利于冷轧极薄规格轧制;采用超低碳钢设计,具有耐时效性。2、本发明热镀铝锌钢板屈服强度高,与现有公开技术相比不含nb,mn含量低,合金成本大幅降低,体现经济型低成本设计。3、本发明采用低温退火温度有利于退火炉节能,通常降低200~350℃。4、本发明热镀铝锌钢板的纵向屈服强度r
p0.2
为550~630mpa,纵向抗拉强度rm为570~700mpa,纵向延伸率a
50mm
为7~15%,时效指数r
p0.2
为0,显微组织为铁素体纤维状组织,成品热镀铝锌钢板的厚度为0.15~0.5mm,适用于耐时效的家电滚压成型和高强度要求的热镀铝锌钢板加工制作。5、本发明热镀铝锌钢板的镀铝锌层采用一定配比的铝、锌、硅,耐高温/耐腐蚀性好,其表面锌花美丽,可广泛应用于家电等行业。6、本发明热镀铝锌钢板满足了家电制造企业对低成本、高强度、耐时效、耐腐蚀钢板力学性能和工艺性能的需求,填补了行业空白。
附图说明
[0037]
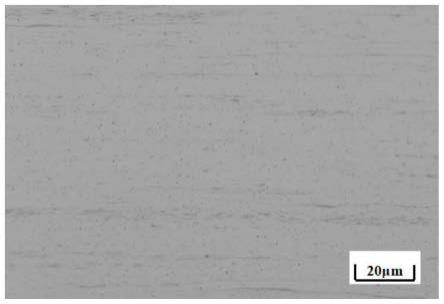
图1为本发明实施例1热镀铝锌钢板的金相组织照片。
具体实施方式
[0038]
下面结合实施例1~5对本发明做进一步说明,如表1~3所示。
[0039]
表1为本发明实施例钢化学成分(按重量百分比计),余量为铁及不可避免杂质。
[0040]
表1本发明实施例钢的化学成分,单位:重量百分比。
[0041][0042]
厚度为1.5~4.0mm的热轧钢板经经酸洗,在可逆轧制或5机架冷连轧机上进行冷轧,冷轧的压下率为85~90%,经过冷轧后轧硬状态的带钢经过卧式连续退火炉退火、热镀铝锌、平整,卷取得到厚度为0.15~0.50mm成品热镀铝锌钢板。退火工艺为:带钢在卧式连续退火炉均热段的退火温度为400~450℃,带钢在卧式连续退火炉均热段的退火时间为20~30sec,带钢入铝锌锅的温度为590~610℃,平整延伸率为1.5~2.0%。冷轧、退火、平整、热浸镀铝锌工艺控制参数见表2。
[0043]
表2本发明实施例冷轧、退火、平整和热浸镀铝锌工艺控制参数
[0044][0045]
利用上述方法得到的热镀铝锌钢板,参见图1,热镀铝锌钢板的金相组织为纤维状铁素体;热镀铝锌钢板的纵向屈服强度r
p0.2
为550~630mpa,纵向抗拉强度rm为570~700mpa,纵向延伸率a
50mm
为7~15%,时效指数r
p0.2
为0。
[0046]
将本发明得到的热镀铝锌钢板按照《gb/t228.1-2010金属材料拉伸试验第1部分:室温试验方法》进行拉伸试验,拉伸试验采用纵向(沿钢板轧制方向)试样,钢板的力学性能见表3。
[0047]
表3本发明实施例热镀铝锌钢板的力学性能
[0048][0049]
由表3可见,本发明实施例热镀铝锌钢板具有良好的强韧性、耐时效、耐腐蚀性。
[0050]
除上述实施例外,本发明还可以有其他实施方式。凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1