一种含CrHRB400E热轧带肋钢筋产品的制备方法与流程
一种含crhrb400e热轧带肋钢筋产品的制备方法
技术领域
1.本发明属于热轧带肋钢筋加工技术领域,具体地,涉及一种含crhrb400e热轧带肋钢筋产品的制备方法。
背景技术:
2.随着房地产行业的迅速的发展,大型公共建筑、高层建筑等复杂结构对钢筋的需求量越来越大,对钢筋承载能力的要求越来越高,促进了建筑用热轧带肋钢筋的产品升级,hrb400e热轧钢筋的主导钢种20mnnb、20mnsiv的必需原料nb
‑
fe、v
‑
fe、ti、vn合金价格大幅上涨,导致生产成本显著升高,加入nb、v、ti等进行微合金化生产hrb400e的主要问题是:使用nb微合金化,要求加热炉的温度在1050℃以上,并且吨钢成本增加80元/吨左右;使用v微合金化,操作简单方便,但v及vn的价格波动很大,v微合金化吨钢成本在60
‑
160元/吨波动,对生产成本影响较大;使用ti微合金化,ti收得率的稳定控制是个大问题,要求钢包内的钢水脱氧良好,连铸要控制二次氧化,轧钢厂加热炉温度和上冷床温度控制要稳定,生产难度大,且吨钢成本增加50
‑
60元/吨。
3.目前,在热轧带肋钢筋的生产过程中,常用的一种方法是同时采用控轧控冷工艺生产钢筋,即低温开轧、精轧前预水冷和精轧后控冷,但是这种方法不仅存在轧制压力大、电耗高的缺点,而且生产出的热轧带肋钢筋表面氧化铁皮的破坏较多,淋雨后会发生较严重的锈蚀;为了减少合金原料的使用,达到降低生产成本的目的,亟需开发一种含crhrb400e热轧带肋钢筋产品。
技术实现要素:
4.本发明的目的在于提供一种含crhrb400e热轧带肋钢筋产品的制备方法,解决了现有技术中存在的热轧带肋钢筋生产成本高的问题。
5.本发明的目的可以通过以下技术方案实现:
6.一种含crhrb400e热轧带肋钢筋产品的制备方法,具体包括以下步骤:
7.步骤s1:将连铸坯加热至热轧温度,出炉后依次进行粗轧、中轧和预精轧,预精轧后以10
‑
15m/s的过钢速度进行预水冷,然后进行精轧,精轧后得到热轧带肋钢筋基材;
8.步骤s2:将热轧带肋钢筋基材穿过喷水冷却装置,从进料口穿入,将热轧带肋钢筋基材穿过第一个测温组件的测温套管,测量精轧后热轧带肋钢筋基材的温度,经过两组喷水冷却组件之间,进行淋水冷却,然后穿过上水平辊和下水平辊之间,下水平辊将热轧带肋钢筋基材托起贴合在上水平辊表面,启动电机,电机的输出端带动上水平辊转动,将热轧带肋钢筋基材向前输送,输送速度为3
‑
5m/s,热轧带肋钢筋基材穿过第一竖直辊和第二竖直辊之间,再次经过两组喷水冷却组件,进行二次淋水冷却,然后穿过第二个测温组件的测温套管,测量热轧带肋钢筋基材冷却后的温度,最后从出料口穿出,得到含crhrb400e热轧带肋钢筋产品。
9.进一步地,所述连铸坯的化学成分按重量百分比计为:碳0.20
‑
0.25%、锰1.25
‑
1.3%、硅0.3
‑
0.5%、硫0.02
‑
0.04%、磷0.025
‑
0.035%、铬0.05
‑
0.1%、镍0.04
‑
0.08%、铜0.05
‑
0.07%,其余为铁和不可避免的杂质。
10.进一步地,所述热轧温度为980
‑
1060℃,所述中轧的开轧温度为920
‑
1020℃,所述精轧的入口温度为850
‑
900℃。
11.进一步地,所述喷水冷却装置,包括机架、冷却箱组件、测温组件、水平导料机构、竖直导料机构和喷水冷却组件,所述冷却箱组件安装于机架上方,所述测温组件、水平导料机构、竖直导料机构和喷水冷却组件均位于冷却箱组件内部,两个测温组件对立设置于冷却箱组件内部,水平导料机构位于两个测温组件之间,竖直导料机构位于水平导料机构的一侧,所述喷水冷却组件对立设置于冷却箱组件内壁。
12.进一步地,所述冷却箱组件包括箱体本体、接水斗和出水管,所述箱体本体的底端与机架顶端固定连接,箱体本体的一端中心开有进料口,箱体本体的另一端中心开有出料口,所述进料口与出料口位于同一水平线上,箱体本体的底端开有矩形通槽,所述矩形通槽的下方设有接水斗,所述接水斗的顶端与箱体本体的底端固定连接,接水斗与矩形通槽相配合,接水斗的底端安装固定有出水管,所述出水管与接水斗内部连通。
13.进一步地,所述测温组件包括固定座、测温支座、测温套管和线性热敏电阻,两个所述固定座对立设置于矩形通槽上方,固定座底端与箱体本体的内部底端固定连接,固定座的顶端中心安装固定有测温支座,所述测温支座上方套接有测温套管,所述测温套管的一端开有喇叭口,测温套管的内部设有若干均匀分布的线性热敏电阻。
14.进一步地,所述水平导料机构包括电机、联轴器、上水平辊、下水平辊、水平辊支板、第一套筒、第一滑杆和第一弹簧,所述上水平辊位于下水平辊的上方,上水平辊的辊轴两端分别贯穿箱体本体侧壁且与箱体本体侧壁转动连接,上水平辊的一端设有电机,所述电机与箱体本体外壁固定连接,所述电机的输出端与上水平辊的辊轴之间通过联轴器固定连接,所述下水平辊的辊轴两端分别转动连接有水平辊支板,所述水平辊支板的底端固定连接有第一套筒,所述第一套筒的下方设有第一滑杆,所述第一滑杆的底端与箱体本体的内部底端固定连接,第一套筒与第一滑杆滑动连接,第一套筒上套接有第一弹簧,所述第一弹簧的顶端与水平辊支板的底端相抵接,第一弹簧的底端与箱体本体的内部底端相抵接。
15.进一步地,所述竖直导料机构包括安装座、第一辊支架、第一竖直辊、第二竖直辊、第二辊支架、安装板、第二套筒、第二滑杆和第二弹簧,所述安装座的一侧与箱体本体的一侧内壁固定连接,安装座的另一侧安装固定有第一辊支架,所述第一辊支架远离安装座的一侧转动安装有第一竖直辊,所述第一竖直辊远离第一辊支架的一侧对立设置有第二竖直辊和第二辊支架,所述第二竖直辊的两端与第二辊支架转动连接,第二辊支架远离第二竖直辊的一侧固定连接有安装板,所述安装板与箱体本体内壁之间设有若干组均匀分布的第二套筒、第二滑杆和第二弹簧,所述第二套筒的一端与箱体本体的内壁固定连接,所述第二滑杆的一端与安装板固定连接,第二滑杆的另一端位于第二套筒内部,且第二滑杆与第二套筒滑动连接,第二套筒上套接有第二弹簧,所述第二弹簧的一端与箱体本体的内壁相抵接,第二弹簧的另一端与安装板相抵接。
16.进一步地,所述喷水冷却组件包括进水管、喷水支管和喷水咀,所述喷水支管与箱体本体的内壁固定连接,所述进水管贯穿箱体本体侧壁与喷水支管固定连通,喷水支管上安装固定有若干均匀分布的喷水咀。
17.本发明的有益效果:
18.本发明通过选用0.05
‑
0.1%铬含量和0.04
‑
0.08%的连铸坯作为制作含crhrb400e热轧带肋钢筋,按照先将连铸坯加热至热轧温度,出炉后进行粗轧、中轧、预精轧、预水冷、精轧和淋水冷却的工艺顺序进行处理,通过该工艺的处理,使含crhrb400e热轧带肋钢筋产品获得晶粒更加细小的奥氏体组织,同时减少魏氏体组织的生成;通过铬元素的添加,可以降低碳的扩散速度,推迟铁素体相变,转变临界点下降,合适的铬元素含量,在热轧带肋钢筋基材冷却时不易进入贝氏体相变区,只产生很少的贝氏体组织,通过相变强化提高了含crhrb400e热轧带肋钢筋产品的屈服强度,同时不会对含crhrb400e热轧带肋钢筋产品的塑性和韧性产生过多的负面影响,使产品满足标准指标要求;本发明减少了nb、v、ti等合金的使用,有效降低了生产成本;
19.本发明通过使用喷水冷却装置,将经过精轧后的热轧带肋钢筋基材分别穿过两个测温组件,可有效监控热轧带肋钢筋基材冷却前和冷却后的温度变化;通过设置水平导料机构和竖直导料机构,一方面控制电机带动上水平辊转动,将热轧带肋钢筋基材向前输送,且输送速度可控,提高转速减少淋水时间可获得较高的冷却后温度,降低转速增加淋水时间内可获得较低的冷却温度,能有效调控热轧带肋钢筋基材冷却后的温度,保证了产品的成分均匀;另一方面,可以将热轧带肋钢筋基材经过冷却产生的氧化皮挤压脱落,并在第二次淋水冷却时冲洗干净,使最终得到的产品表面更加干净,获得更好的外观质量,而且通过设置第一套筒、第一滑杆和第一弹簧,实现下水平辊和上水平辊的间隙可调,通过设置第二套筒、第二滑杆和第二弹簧,实现第一竖直辊和第二竖直辊间隙可调,使装置适用于不同直径规格的热轧带肋钢筋基材的使用;本发明的喷水冷却装置使用方便快捷,有效提高了热轧带肋钢筋产品的生产质量。
附图说明
20.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
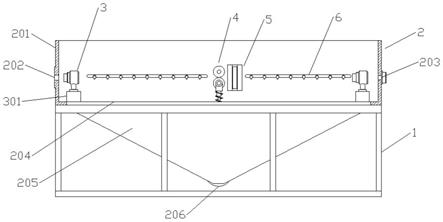
21.图1为本发明喷水冷却装置的正视结构示意图;
22.图2为本发明喷水冷却装置的俯视结构示意图;
23.图3为本发明测温组件的结构示意图;
24.图4为本发明水平导料机构的侧视图;
25.图5为本发明竖直导料机构的侧视图。
26.附图中,各标号所代表的部件列表如下:
27.1、机架;2、冷却箱组件;201、箱体本体;202、进料口;203、出料口;204、矩形通槽;205、接水斗;206、出水管;3、测温组件;301、固定座;302、测温支座;303、测温套管;304、线性热敏电阻;4、水平导料机构;401、电机;402、联轴器;403、上水平辊;404、下水平辊;405、水平辊支板;406、第一套筒;407、第一滑杆;408、第一弹簧;5、竖直导料机构;501、安装座;502、第一辊支架;503、第一竖直辊;504、第二竖直辊;505、第二辊支架;506、安装板;507、第二套筒;508、第二滑杆;509、第二弹簧;6、喷水冷却组件;601、进水管;602、喷水支管;603、
喷水咀。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
29.实施例1
30.一种含crhrb400e热轧带肋钢筋产品的制备方法,具体包括以下步骤:
31.步骤s1:将连铸坯加热至热轧温度,出炉后依次进行粗轧、中轧和预精轧,预精轧后以10m/s的过钢速度进行预水冷,然后进行精轧,精轧后得到热轧带肋钢筋基材;
32.步骤s2:请参阅图1
‑
5所示,将热轧带肋钢筋基材穿过喷水冷却装置,从进料口202穿入,将热轧带肋钢筋基材穿过第一个测温组件3的测温套管303,测量精轧后热轧带肋钢筋基材的温度,经过两组喷水冷却组件6之间,进行淋水冷却,然后穿过上水平辊403和下水平辊404之间,下水平辊404将热轧带肋钢筋基材托起贴合在上水平辊403表面,启动电机401,电机401的输出端带动上水平辊403转动,将热轧带肋钢筋基材向前输送,输送速度为3m/s,热轧带肋钢筋基材穿过第一竖直辊503和第二竖直辊504之间,再次经过两组喷水冷却组件6,进行二次淋水冷却,然后穿过第二个测温组件3的测温套管303,测量热轧带肋钢筋基材冷却后的温度,最后从出料口203穿出,得到含crhrb400e热轧带肋钢筋产品。
33.所述连铸坯的化学成分按重量百分比计为:碳0.20%、锰1.25%、硅0.3%、硫0.02%、磷0.025%、铬0.05%、镍0.04%、铜0.05%,其余为铁和不可避免的杂质。
34.所述热轧温度为980℃,所述中轧的开轧温度为920℃,所述精轧的入口温度为850℃。
35.实施例2
36.一种含crhrb400e热轧带肋钢筋产品的制备方法,具体包括以下步骤:
37.步骤s1:将连铸坯加热至热轧温度,出炉后依次进行粗轧、中轧和预精轧,预精轧后以12m/s的过钢速度进行预水冷,然后进行精轧,精轧后得到热轧带肋钢筋基材;
38.步骤s2:请参阅图1
‑
5所示,将热轧带肋钢筋基材穿过喷水冷却装置,从进料口202穿入,将热轧带肋钢筋基材穿过第一个测温组件3的测温套管303,测量精轧后热轧带肋钢筋基材的温度,经过两组喷水冷却组件6之间,进行淋水冷却,然后穿过上水平辊403和下水平辊404之间,下水平辊404将热轧带肋钢筋基材托起贴合在上水平辊403表面,启动电机401,电机401的输出端带动上水平辊403转动,将热轧带肋钢筋基材向前输送,输送速度为4m/s,热轧带肋钢筋基材穿过第一竖直辊503和第二竖直辊504之间,再次经过两组喷水冷却组件6,进行二次淋水冷却,然后穿过第二个测温组件3的测温套管303,测量热轧带肋钢筋基材冷却后的温度,最后从出料口203穿出,得到含crhrb400e热轧带肋钢筋产品。
39.所述连铸坯的化学成分按重量百分比计为:碳0.23%、锰1.28%、硅0.4%、硫0.03%、磷0.03%、铬0.08%、镍0.06%、铜0.06%,其余为铁和不可避免的杂质。
40.所述热轧温度为1020℃,所述中轧的开轧温度为970℃,所述精轧的入口温度为875℃。
41.实施例3
42.一种含crhrb400e热轧带肋钢筋产品的制备方法,具体包括以下步骤:
43.步骤s1:将连铸坯加热至热轧温度,出炉后依次进行粗轧、中轧和预精轧,预精轧后以15m/s的过钢速度进行预水冷,然后进行精轧,精轧后得到热轧带肋钢筋基材;
44.步骤s2:请参阅图1
‑
5所示,将热轧带肋钢筋基材穿过喷水冷却装置,从进料口202穿入,将热轧带肋钢筋基材穿过第一个测温组件3的测温套管303,测量精轧后热轧带肋钢筋基材的温度,经过两组喷水冷却组件6之间,进行淋水冷却,然后穿过上水平辊403和下水平辊404之间,下水平辊404将热轧带肋钢筋基材托起贴合在上水平辊403表面,启动电机401,电机401的输出端带动上水平辊403转动,将热轧带肋钢筋基材向前输送,输送速度为5m/s,热轧带肋钢筋基材穿过第一竖直辊503和第二竖直辊504之间,再次经过两组喷水冷却组件6,进行二次淋水冷却,然后穿过第二个测温组件3的测温套管303,测量热轧带肋钢筋基材冷却后的温度,最后从出料口203穿出,得到含crhrb400e热轧带肋钢筋产品。
45.所述连铸坯的化学成分按重量百分比计为:碳0.25%、锰1.3%、硅0.5%、硫0.04%、磷0.035%、铬0.1%、镍0.08%、铜0.07%,其余为铁和不可避免的杂质。
46.所述热轧温度为1060℃,所述中轧的开轧温度为1020℃,所述精轧的入口温度为900℃。
47.请参阅图1
‑
5所示,上述实施例中所述喷水冷却装置,包括机架1、冷却箱组件2、测温组件3、水平导料机构4、竖直导料机构5和喷水冷却组件6,所述冷却箱组件2安装于机架1上方,所述测温组件3、水平导料机构4、竖直导料机构5和喷水冷却组件6均位于冷却箱组件2内部,两个测温组件3对立设置于冷却箱组件2内部,水平导料机构4位于两个测温组件3之间,竖直导料机构5位于水平导料机构4的一侧,所述喷水冷却组件6对立设置于冷却箱组件2内壁。
48.所述冷却箱组件2包括箱体本体201、接水斗205和出水管206,所述箱体本体201的底端与机架1顶端固定连接,箱体本体201的一端中心开有进料口202,箱体本体201的另一端中心开有出料口203,所述进料口202与出料口203位于同一水平线上,箱体本体201的底端开有矩形通槽204,所述矩形通槽204的下方设有接水斗205,所述接水斗205的顶端与箱体本体201的底端固定连接,接水斗205与矩形通槽204相配合,接水斗205的底端安装固定有出水管206,所述出水管206与接水斗205内部连通。
49.所述测温组件3包括固定座301、测温支座302、测温套管303和线性热敏电阻304,两个所述固定座301对立设置于矩形通槽204上方,固定座301底端与箱体本体201的内部底端固定连接,固定座301的顶端中心安装固定有测温支座302,所述测温支座302上方套接有测温套管303,所述测温套管303的一端开有喇叭口,测温套管303的内部设有若干均匀分布的线性热敏电阻304。
50.所述水平导料机构4包括电机401、联轴器402、上水平辊403、下水平辊404、水平辊支板405、第一套筒406、第一滑杆407和第一弹簧408,所述上水平辊403位于下水平辊404的上方,上水平辊403的辊轴两端分别贯穿箱体本体201侧壁且与箱体本体201侧壁转动连接,上水平辊403的一端设有电机401,所述电机401与箱体本体201外壁固定连接,所述电机401的输出端与上水平辊403的辊轴之间通过联轴器402固定连接,所述下水平辊404的辊轴两端分别转动连接有水平辊支板405,所述水平辊支板405的底端固定连接有第一套筒406,所
述第一套筒406的下方设有第一滑杆407,所述第一滑杆407的底端与箱体本体201的内部底端固定连接,第一套筒406与第一滑杆407滑动连接,第一套筒406上套接有第一弹簧408,所述第一弹簧408的顶端与水平辊支板405的底端相抵接,第一弹簧408的底端与箱体本体201的内部底端相抵接。
51.所述竖直导料机构5包括安装座501、第一辊支架502、第一竖直辊503、第二竖直辊504、第二辊支架505、安装板506、第二套筒507、第二滑杆508和第二弹簧509,所述安装座501的一侧与箱体本体201的一侧内壁固定连接,安装座501的另一侧安装固定有第一辊支架502,所述第一辊支架502远离安装座501的一侧转动安装有第一竖直辊503,所述第一竖直辊503远离第一辊支架502的一侧对立设置有第二竖直辊504和第二辊支架505,所述第二竖直辊504的两端与第二辊支架505转动连接,第二辊支架505远离第二竖直辊504的一侧固定连接有安装板506,所述安装板506与箱体本体201内壁之间设有若干组均匀分布的第二套筒507、第二滑杆508和第二弹簧509,所述第二套筒507的一端与箱体本体201的内壁固定连接,所述第二滑杆508的一端与安装板506固定连接,第二滑杆508的另一端位于第二套筒507内部,且第二滑杆508与第二套筒507滑动连接,第二套筒507上套接有第二弹簧509,所述第二弹簧509的一端与箱体本体201的内壁相抵接,第二弹簧509的另一端与安装板506相抵接。
52.所述喷水冷却组件6包括进水管601、喷水支管602和喷水咀603,所述喷水支管602与箱体本体201的内壁固定连接,所述进水管601贯穿箱体本体201侧壁与喷水支管602固定连通,喷水支管602上安装固定有若干均匀分布的喷水咀603。
53.本发明工作原理:
54.使用本发明的喷水冷却装置时,先将热轧带肋钢筋基材穿入进料口202,再将热轧带肋钢筋基材穿过第一个测温组件3的测温套管303,热轧带肋钢筋基材上的热量通过测温套管303传导到内部的线性热敏电阻304上,通过线性热敏电阻304的阻值变化测量精轧后热轧带肋钢筋基材的温度,测量温度后热轧带肋钢筋基材经过两组喷水冷却组件6之间,清水从进水管601进入到喷水支管602内,然后从喷水咀603喷洒而出,对热轧带肋钢筋基材进行淋水冷却,然后穿过上水平辊403和下水平辊404之间,下水平辊404通过第一弹簧408将热轧带肋钢筋基材托起贴合在上水平辊403表面,启动电机401,电机401的输出端带动上水平辊403转动,将热轧带肋钢筋基材向前输送,热轧带肋钢筋基材再穿过第一竖直辊503和第二竖直辊504之间,实现热轧带肋钢筋基材的定位输送,然后再次经过两组喷水冷却组件6,进行二次淋水冷却,然后穿过第二个测温组件3的测温套管303,测量热轧带肋钢筋基材冷却后的温度,可有效监控热轧带肋钢筋基材的冷却效果,最后从出料口203穿出,得到含crhrb400e热轧带肋钢筋产品。
55.在说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
56.以上内容仅仅是对本发明的构思所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明
的构思或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1