用于维修电弧炉的出钢孔的装置的制作方法
1.本发明涉及一种用于维修电弧炉的出钢孔的装置。
背景技术:
2.电弧炉是例如从ep 0 385 434 a2或de 85 30 922 u1获知的。出钢孔例如在图3和图8中由ep 0 385 434 a2中的附图标记21标明,并且由de 85 30 922 u1的图1中的附图标记3标明。
3.电弧炉(eaf)可根据出钢(tap/tapping)的设计按照各种设计获得。出钢是指在炼钢期间从熔融容器排出或倒出液态钢的过程的动作,并且是指冶金熔融容器的对应设计的装置。
4.eaf可具有形式为出钢槽或形式为出钢孔或它们的诸如下沉出钢孔的组合的出钢。存在具有出钢孔的不同类型的eaf,诸如具有中心炉底出钢(cbt)的eaf、具有偏移炉底出钢(obt)的eaf、或具有偏心炉底出钢(ebt)的eaf。在具有obt的eaf中,炉底容器是圆形的,并且出钢孔从中心偏移。在具有ebt的eaf中,炉底容器包括其中布置有出钢孔的隔间。
5.各种设计例如在它们可被操作的方式上不同。取决于设计,具有或不具有贮槽(贮槽=在出钢之后留在容器中的液态熔融物质)的操作是可能的。在出钢和所得的设计所需要的倾斜角度方面存在差异,在电源所需要的电缆长度以及因电缆长度影响的电抗方面存在差异,在降低炉渣夹带的可能性方面存在差异等。
6.关于出钢孔,存在各种要求和问题,其中的一些也因设计而不同。
7.在出钢孔中或在其入口处可能存在钢或炉渣沉积物(渣壳形成)。电极的碎片或炉容器的耐火衬里的碎片可能在出钢孔中或在其入口处倒伏、堵塞、结块等。这两种碎片都导致出钢孔的潜在堵塞或至少严重的直径变化,必须被消除。
8.在现有技术中,这例如通过借助于氧气喷枪自由燃烧钢或炉渣沉积物来完成,所述氧气喷枪通过横向开口被插入到eaf的炉容器中。在de 40 34 809 a1中,示出了所谓的喷枪机器人,该喷枪机器人可在地板(大陆)上被移动到eaf的倾斜炉容器的横向开口并且将喷枪从炉上方自动地或半自动地移动到炉的出钢孔或其他部分。从wo 86/02437 a1中获知了类似的装置,其中具有喷枪的操纵器被安装在地板(大陆)上并可通过侧炉门被插入到炉容器中。从de 10 2009 051 145 a1中已知将这样的喷枪附接到直接或间接安装在地板(大陆)上的工业机器人,并且借助于该机器人移动喷枪并将喷枪用于烧开eaf的出钢孔。
9.从at 403 774 b和ep 2 482 019 a1中已知这样的喷枪可用于烧开浇铸钢包的出口开口。在ep 2 482 019 a1中,喷枪被附接到工业机器人并由该机器人移动。
10.us 4,875,663公开了一种出钢孔清洁装置,其中喷嘴在出钢孔下面的臂处枢转并沿着孔的纵轴从下方移动到出钢孔。可通过氧气或氧气与炉气的混合物来除去位于孔出口处的沉积物。us 4,679,773公开了一种具有水平纵轴的出钢孔的eaf。jph10
‑
219329 (a)公开了一种用于对铁进行预处理并用于除去沉积在转炉中的壁上的金属的喷枪,该喷枪被从上方穿过转炉的开口插入并且包括指向前面的、在其尖端处内径为例如20
ꢀ‑ꢀ
26 mm的喷
嘴,而且包括指向斜后方的横向子喷嘴。
技术实现要素:
11.本教导主要涉及一种用于维修具有偏心炉底出钢(ebt)或具有偏移炉底出钢(obt)的电弧炉(eaf)的炉容器的出钢孔的装置,特别地涉及出钢孔的清洁和/或自由燃烧。具有ebt或obt的eaf有利地允许出钢所必需的低倾斜角度(≤18
°
)的设计。
12.本发明的目的是为了在不影响炉的设计优点的情况下改善对电弧炉的炉容器的出钢孔的维修。
13.此任务由根据权利要求1的一种用于维修电弧炉的炉容器的出钢孔的装置和根据权利要求11的一种电弧炉以及根据权利要求13的一种用于清洁出钢孔的方法来实现。
14.本发明的另外的实施方式在从属权利要求中给出。
15.利用根据权利要求1的出钢孔维修装置和根据权利要求11的电弧炉,在通过从下方穿过出钢孔移动、然后往回移动来出钢之后,在使炉向后倾斜之后直接清除并清洁炉容器的炉底出钢孔位置的异物变得可能。
16.该设计一方面使得有可能保持由于该设计而可能的小倾斜角度,并且另一方面,使得有可能从下方穿过出钢孔来清洁出钢孔。
17.该设计进一步使得能够从下方穿过出钢孔来自动清洁出钢孔。出于此目的有利于:
‑
用水冷却枢转臂以减少对移动喷枪头的位置准确性造成影响的长度变化和其他热相关变形,和/或
‑
记录移动路径,从而记录喷枪头的运动/移动的位置准确性,和/或
‑
检测由喷枪头施加的力以防止损坏炉容器的出钢孔和/或耐火衬里。
附图说明
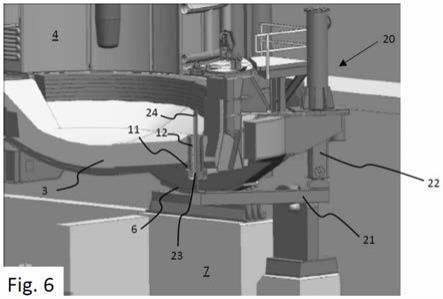
18.从基于图对实施方式的描述中,另外的特征和功能性将是显而易见的。图示出了:图1在横截面图中示出处于向后倾斜位置的具有ebt的电弧炉的第一实施方式,其中出钢孔维修装置的枢转臂处于停放位置;图2在横截面图中示出处于水平位置的具有ebt的电弧炉以展示出钢孔堵塞问题;图3在a)横截面图中、在b)横截面透视斜前视图中并在c)横截面透视前视图中示出处于向后倾斜位置的具有ebt的电弧炉的第一实施方式,其中出钢孔维修装置的枢转臂处于维修位置且喷枪头处于下端位置;图4在横截面图中示出处于向后倾斜位置的具有ebt的电弧炉的第一实施方式,其中出钢孔维修装置的枢转臂处于维修位置且喷枪头处于缩进到出钢孔中的位置;图5在a)中以横截面图、在b)中以横截面透视斜前视图并在c)中以横截面透视前视图中示出处于向后倾斜位置的具有ebt的电弧炉的第一实施方式,其中出钢孔维修装置的枢转臂处于维修位置且喷枪头在移动穿过出钢孔之后处于一位置;图6在横截面透视斜前视图中示出处于向后倾斜位置的具有ebt的电弧炉的第一实施方式,其中出钢孔维修装置的枢转臂位于维修位置且喷枪头处于上端位置;图7在透视图中示出出钢孔维修装置的第一实施方式;
图8在a)中以外观视图和在b)中以剖视图在透视图中示出喷枪头的第一实施方式;图9在a)中以外观视图和在b)中以剖视图在透视图中示出喷枪头的第二实施方式;以及图10在a)中以外观视图和在b)中以剖视图在透视图中示出喷枪头的第三实施方式。
具体实施方式
19.图1示出了在图1中右侧具有偏心炉底出钢(ebt)11的电弧炉(eaf)1的第一实施方式的横截面图。eaf包括具有炉下部容器3、炉上部容器4和炉盖5的炉容器2。炉容器2经由具有炉支架6和未示出的液压缸的炉倾斜装置被倾斜地安装在基座7上。基座7位于地板8上,该地板也被称为大陆。图1示出了坐标系x
‑
y。方向x在水平方向自eaf的后方指向前方,而方向y在垂直于地面的方向自下指向上。未由箭头示出的方向z垂直于方向x和方向y并远离纸平面定向。炉容器2被示出为处于从水平位置向后倾斜(在x方向上向后)的位置。炉容器在出钢过程结束时被尽可能快地倾斜到这样的向后倾斜位置中,以便在出钢期间尽可能地防止炉渣被熔融物质拖曳。所示eaf是交流电供电的eaf并且包括三个电极9(仅示出一个),这三个电极在操作期间穿过炉盖5突出到炉容器中。
20.在具有ebt的eaf中,炉下部容器3包括隔间10。这样的隔间10是炉下部容器3的一部分,其在x方向上向前突出到超出炉上部容器4圆周的位置。偏心炉底出钢(ebt)11被布置在隔间中。炉下部容器3包括衬有耐火材料(衬里)的外壳。ebt 11包括出钢孔12,该出钢孔线性地沿着(出钢孔的)纵轴l1延伸穿过炉下部容器3即穿过外壳和衬里。出钢孔12在熔融期间且在出钢之前由炉下部容器3底部的滑块(未示出)封闭并用耐火填充材料填充。
21.在炉循环开始时即衬里在必须被更新前的可用时段,出钢孔具有沿着纵轴l1恒定的预定初始直径,例如140 mm或180 mm。出钢孔的直径和形状在eaf的使用期间由于液态钢和炉渣(若适用的话)的强烈磨蚀作用而趋向于改变为漏斗形状并且直径变大。因此,出钢孔12的耐火衬里通常比炉的耐火衬里的其余部分需要被更频繁地更换。这通常通过更换所谓的出钢块即形成出钢孔的耐火衬里的一部分来完成。此块在图1中(和在图2中)由不同的阴影线作为与衬里的其余部分不同的部件示出。
22.在出钢之后,即在通过出钢孔倒出熔融钢之后,用氧气喷枪从上方清洁现有技术中的出钢孔,该氧气喷枪被引导和移动穿过炉壁等中的孔,其中,通过使炉容器逐渐向前倾斜、然后迅速地使其向后倾斜到相反的倾斜位置来倒出熔融钢。进行清洁的原因是,在下一个熔融过程之前出钢孔充满耐火砂。出于此目的,必须例如从附着钢或炉渣残渣等清洁它。
23.出于此目的,eaf 1包括在图1中枢转臂21附接到立柱22并位于停放位置的出钢孔维修装置20。在下面进一步描述出钢孔维修装置20。
24.在图2中,具有ebt的电弧炉在横截面图中被示出为处于水平位置以图示出钢孔12的堵塞问题。如引言中所描述的,在出钢孔中或在其入口处可能发生钢或炉渣沉积物(渣壳形成)。电极的碎片或炉容器的耐火衬里的碎片可能在出钢孔中或在其入口处倒伏、堵塞、结块等。两者都导致出钢孔的堵塞或至少严重的直径变化(直径减小),这些必须被除去。在图2中,示意性地示出了堵塞出钢孔12的上部开口的物体b。此物体b可能是电极或耐火衬里
的碎片。如由箭头所指示的,必须将碎片从出钢孔12的开口移开。
25.出于此目的,提供了出钢孔维修装置20,在下面描述其设计、布置和操作方法。在所有图中,除非另外具体地描述,否则相同的附图标记被用于相同或对应的特征,并且不重复其描述。
26.如图1和图7所示,出钢孔维修装置20包括枢转臂21,其在图1中被附接到立柱22并处于停放位置。立柱21是绕旋转轴d旋转地支撑的立柱,并且可沿着其旋转轴d上下移动。立柱21包括用于附接到eaf的炉容器2和/或支架6的法兰28。立柱被适配为使其旋转轴d可调节为平行于出钢孔12的纵轴l1。枢转臂21被形成为立柱22的延伸臂。结果,通过使立柱22绕其旋转轴d旋转,可使枢转臂21绕其旋转轴d枢转。枢转臂21可在图1所示的停放位置与图3所示的维修位置之间枢转。枢转臂21是水冷式的。水冷却防止枢转臂21的长度过度变化。
27.喷枪23被附接到枢转臂21的端部21e。喷枪23沿着纵轴l2延伸。喷枪23在端段21e处的准确位置沿着枢转臂21可调节,并因此在旋转轴d径向方向上可调节。喷枪23被附接到端段21e,使得喷枪23的纵轴l2在平行于立柱的旋转轴d的方向上延伸。因为旋转轴d可调节为与出钢孔12的纵轴l1平行,所以纵轴l1和l2以及旋转轴d在正确地调节的状态下彼此平行地延伸。
28.图3所示的维修位置被选择为使得在枢转臂21的此枢轴位置中,如果正确地设定了喷枪23从旋转轴d起的径向距离(到l1的距离d等于到l2的距离d),则纵轴l1和l2是同轴的。
29.因此,可通过沿着旋转轴d上下移动立柱22来使枢转臂21及附接到它的喷枪23沿着旋转轴d与立柱一起上下移动。为了使立柱22沿着旋转轴d移动,设置了双作用液压缸。具有电动机的驱动器被设置用于使枢转臂绕旋转轴d枢转。当然,还可能使用其他类型的驱动器,诸如用于上下移动的电驱动器,但是所描述的设计当前是优选的。
30.出钢孔维修装置20包括换能器,换能器用于记录在枢转臂21的枢转运动期间覆盖的距离、立柱22以及因此喷枪23的尖端的上下移动期间覆盖的距离的换能器,并且数据被输出到未示出的控制系统。端位置中的位置检测被用于校正值检测。
31.喷枪23包括喷枪头24。喷枪头24具有比炉底出钢孔12的标称直径(初始直径=最小直径)小的外径。喷枪头包括横向氧气排放喷嘴31、32、33(参见图8至图10),横向氧气排放喷嘴具有相对于喷枪23的纵轴l2倾斜向下的排放角度。在下面更详细地描述喷枪头及其设计。
32.在图3所示的维修位置中,通过使立柱22沿着与出钢孔12的纵轴l1同轴的旋转轴d上下移动,因此可使喷枪23以及因此喷枪头24穿过出钢孔(12)在喷枪头24的下端位置与喷枪头24的上端位置之间移动。
33.或者,例如通过将喷枪设计为液压或电力驱动的伸缩装置等来使喷枪头24穿过出钢孔12移动的另一种方式将是可以想象的,但是所描述的实施方式当前是优选的。
34.在一个具体实施方式中,出钢孔维修装置20可以包括:立柱22,其配备有旋转地支撑的钢结构,该钢结构具有三维可调节的焊接控制台的内部导向轮廓;可动内立柱;内部导向辊;双作用液压缸,其具有用于实现汽缸的行程移动(例如2 m)、压力检测和可能的锁定的集成位移测量系统;内部氧气管线;具有集成绝对编码器的旋转运动用电驱动器;处于端位置的端位置监视系统(用于校准);用于限制旋转运动的机械端挡块;保护板,其用于防止
适合于熔炼作业环境的建造、介质和电缆布线;借助于自由悬挂到大陆的软管的氧气和冷却水供应;开关柜中的plc控制系统;两个操作终端以及电缆连接的遥控器;液压阀柜和检查用维修开口;作为枢转臂21的水冷式动臂,水冷式动臂由管状构造组成;以及氧气流喷枪23,其可相对于枢转点被径向地调节,氧气流喷枪23具有用于喷出氧气的喷嘴头。
35.在图3中,与在图1中相同的eaf被示出为处于向后倾斜位置,其中在图3a)中以横截面图、在图3b)中以横截面透视斜前视图并在c)中以横截面透视前视图示出了枢转臂21处于维修位置且喷枪头24处于其下端位置的出钢孔维修装置20。
36.可在图3中在所有三个视图图3a)、图3b)和图3c)中清楚地看到的,喷枪23在所示维修位置中与出钢孔12的纵轴l1同轴地对准。另外,立柱22已相对于停放位置沿着旋转轴d向下移动了,使得枢转臂21以及因此喷枪头24处于他的/她的下端位置。
37.结合图7在图3c)容易地看到的,出钢孔维修装置20经由法兰28在隔间10前面横向地(在z方向上)附接到支架6的平台。
38.在相同侧,台架40被设置为横向地与炉容器2相邻(在z方向上后面),其中部分地示出了具有隔间10的炉下部容器3。台架40以已知方式用于保持和提升电极9且用于提升盖5。比较图1及图3a)和图3c)可以看到,枢转臂21在炉的一侧(此处为台架40的侧面)方向上相对于维修位置在停放位置枢转,并且向上移动。结果,当承载钢包p的钢包车在ebt 11下面移动以便出钢时,枢转臂21和喷枪23不受影响。显然,以这种方式侧向停放还消除了改变倾斜角度的任何需要。在图1和图3a)中,直接示出了在出钢操作之后的炉,并且钢包p用液态钢s填充。在钢包车前面的是废物容器a,其被定位在出钢孔12下面并接住在清洁期间可能从出钢孔12中掉出的任何物体。
39.为了清洁,首先使喷枪头24从下方穿过出钢孔12向上移动而不喷出氧气,并且将异物从出钢孔12中移出或从其上部开口推离。这用由控制系统对所检测到的移动数据进行评估自动地完成。此后,在喷出氧气情况下使喷枪头24从上方穿过出钢孔12向下移回,并且在此过程中,出钢孔12自由燃烧,即没有沉积物。
40.例如通过感测液压缸或力测量传感器等的压力来检测由喷枪头24在移动期间施加的力。喷枪头24在下端位置与上端位置之间的自动移动被执行为使得当达到由喷枪头施加的力的极限值时,喷枪头的自动移动被停止。极限值介于400n与1000n之间,优选地介于400n与800n之间,例如为500n或600n或700n。极限值被选取为使得在喷枪头24与耐火衬里意外接触的情况下,耐火衬里不能严重地损坏。如果超过极限值,则自动程序被停止并且喷枪头24被移回到下端位置。在可重新开始自动移动或者执行手动控制之前,力值较高的原因必须由操作员例如通过观察找出,并且必要时被消除。
41.在图4中,示出了喷枪23在喷枪头24向上情况下的移动。喷枪头24位于出钢孔12的下端段中。
42.在图5中,与图3相当的视图被示出在图5a)、图5b)和图5c)中。在所示位置中,枢转臂21处于维修位置,并且立柱22以及因此喷枪23已向上移动,使得喷枪头24位于出钢孔12的上部开口上方。
43.图6示出了与图3b)和图5b)相当的视图。喷枪头24处于其上端位置处。喷枪23的长度和移动路径的长度优选地被选择为使得喷枪尖端24的上端在出钢孔12上方突出至少300 mm。这意味着,喷枪的直到喷枪头的尖端的长度优选地至少是炉在其纵向方向(=高度)上围
绕出钢孔具有耐火衬里、炉容器壳、诸如滑动装置的附件等的结构的长度加上300 mm,使得喷枪头可从出钢孔中向上延伸多达300 mm。
44.这种行程移动旨在除去位于出钢孔12中或其上的较小的干扰体。较大的干扰体或强塞的干扰体将触发力限制关闭。
45.随着它向后(向下)移动,然后借助于氧气从附件中清除出钢孔。为了做到这一点,喷枪头24以相反的次序即按照图5、图4、图3的顺序穿过所示位置移动。
46.为枢转臂21设置了三个位置。所描述的出钢孔维修位置在出钢孔下面。所描述的停放位置介于钢包与基座(台架侧)之间。此停放位置必须允许或不妨碍炉的倾斜。
47.并且迄今为止未描述设备维修位置,其中例如发生喷枪的变化。在此设备维修位置中,也可以为喷枪配备出钢孔块。然后,出钢孔块的部分自动交换也是可能的,但是仅在eaf的被锁定以抗倾斜的水平位置中进行。
48.在下面描述喷枪头24的设计。在图8中,在图8a)中以外观视图而在图8b)中以剖视图在透视图中示出喷枪头的第一实施方式。喷枪头24经由螺纹连接25附接到喷枪23的管26的端部。氧气导管(管线)27在管26中被引导并且在喷枪头24的中央盲孔中终止。从喷枪头的中央盲孔的前端起,周向分布的孔31与纵轴l2成45
°
角度向外且向后(朝着枢转臂)延伸。孔31形成喷嘴,喷嘴用于喷出通过导管27在压力下供应的氧气。对于预定初始直径为180 mm的出钢孔12,喷枪头24具有比出钢孔12的直径小40 mm至60 mm的外径,例如130 mm,使得当被最佳地调节时,在两侧存在20 mm至30 mm间隙,在该示例中为25 mm间隙。
49.在图9中,在图9a)中以外观视图而在图9b)中以剖视图在透视图中示出喷枪头的第二实施方式。第二实施方式的喷枪头24与第一实施方式的不同在于它由前部24a和后部24b两部分组成并且包括周向喷嘴狭槽32。后部24b又包括氧气导管27打开进入的中央盲孔。周向地分布的孔再次从喷枪头的中央盲孔的前端起延伸,但是径向地向外。前部被附接到后部的前端,同时形成径向镗孔打开进入的周向环形空间。与纵轴l2成45
°
的角度向外且向后(在枢转臂的方向上)延伸的环形间隙连接环形空间和喷枪头的横向外壁,以形成喷嘴,喷嘴用于喷出通过导管27在压力下供应的氧气。
50.在图10中,在图10a)中以外观视图而在图10b)中以剖视图在透视图中示出喷枪头的第三实施方式。第三实施方式的喷枪头24与第二实施方式的不同在于,没有周向喷嘴狭槽32,它包括多个周向地分布的喷嘴通道33,喷嘴通道33由后部24b与前部24a之间的凹槽形成。喷嘴通道33再次以与纵轴l2成45
°
的角度向外且向后(朝向枢转臂)延伸,并且连接环形空间和喷枪头的横向外壁,以形成喷嘴33,喷嘴33用于喷出通过导管27在压力下供应的氧气。
51.喷嘴通道31、33和喷嘴狭槽32的角度可以在30
°
至60
°
的范围内,优选地在40
°
至50
°
的范围内,当前优选为45
°
。镗孔和喷嘴通道的数量可以为6至15,优选地为8至12,例如9。孔和喷嘴通道的横截面优选地在15 mm2至30 mm2的范围内,例如20或21或22或23或24或25 mm2。因此,例如,横截面为5 mm直径的圆形横截面(约20 mm2)或4 mm
×
6 mm的矩形横截面(24 mm2)。环形间隙的高度优选地在0.1 mm至3 mm的范围内,例如为0.5 mm或1 mm。
52.在所示实施方式中,枢转臂21被形成为笔直的并垂直于喷枪23。当然,枢转臂还可能弯曲和/或被形成为与喷枪23成一定角度,并且喷枪23可能被相应地附接到枢转臂的端段,使得可实现纵轴l1和l2的对准。
53.应显式地强调的是,不管实施方式和/或权利要求中的特征的组合如何,出于原始公开的目的并出于限制所要求保护的发明的目的,说明书和/或权利要求书中公开的所有特征都应被认为是彼此分离和独立的。应显式地陈述的是,所有范围指示或单位组的指示都出于原始公开的目的以及出于限制所要求保护的发明的目的,特别地还作为范围指示的限制,公开了任何可能的中间值或单位子组。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1