铸件冷却提升机构的制作方法
1.本发明涉及铸件冷却技术领域,具体涉及铸件冷却提升机构。
背景技术:
2.铸造是现代机械制造工业的基础工艺之一,因此铸造业的发展标志着一个国家的生产实力,铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固清整处理后得到有预定形状尺寸和性能的铸件的工艺过程,在铸造行业中,铸件的冷却是进入下一步的必经一环;铸件在浇筑成型后,需要进行冷却,冷却的方式有很多,比如冷水冷却,静置冷却。
3.现有铸件加工成型后,通过吊机将铸件吊到支架上进行冷却,这种吊机通过钢丝绳对铸件进行起吊的方式是,钢丝绳一端栓个绳子,人工牵引绳子改变铸件的位置,从而将工件放置到架子上,这种方式钢丝绳发生晃动,人工不易将铸件放置到对应的位置上,放置过冲费时费力,并且难度大,具有一定危险性。
4.因此,发明铸件冷却提升机构很有必要。
技术实现要素:
5.为此,本发明提供铸件冷却提升机构,通过设置静置冷却支架组件对铸件进行放置,通过驱动小车一对铸件进行运输并放置到静置冷却支架组件上,避免了人工拉绳放置铸件,解决了现有将铸件放置到架子上冷却存在的,放置过冲费时费力,并且难度大,具有一定危险性的问题。
6.为了实现上述目的,本发明提供如下技术方案:
7.铸件冷却提升机构,包括静置冷却支架组件,所述静置冷却支架组件底部设有脚垫,所述脚垫顶端固定连接支撑柱,所述支撑柱顶端通过螺栓固定连接横梁,还包括:活动安装在静置冷却支架组件上的驱动小车一和驱动小车二,所述驱动小车二的结构与驱动小车一相同;和
8.位于静置冷却支架组件一侧的放置架组件;
9.所述驱动小车一包括车壳,所述车壳内腔中设有第一伺服电机和第二伺服电机,所述第一伺服电机输出端固定连接第一转轴,所述第一转轴顶端外壁套接主动齿轮,所述主动齿轮啮合连接从动齿轮,所述从动齿轮内壁套接竖轴,所述竖轴顶端固定连接液压缸,所述液压缸输出端固定连接支撑杆,所述支撑杆顶端通过螺栓固定连接支撑块,所述支撑块顶端固定连接半圆环,所述车壳底部左右两端通过轴承分别固定连接第一驱动轴和第二驱动轴,所述第一驱动轴和第二驱动轴外壁均套接链轮,两组所述链轮通过链条传动连接,所述第一驱动轴和第二驱动轴的两端外壁均套接滚轮。
10.优选的,所述横梁设有两组,两组所述横梁平行设置,两组所述横梁通过第一加强杆连接,所述支撑柱外壁通过螺栓固定安装套块,所述套块两端焊接第二加强杆。
11.优选的,两组所述横梁底端的支撑柱通过第三加强杆进行连接,所述第二加强杆
一端固定连接滑轨,所述横梁顶端等距离安装垫块,所述垫块顶端固定连接支撑环。
12.优选的,所述第一转轴外壁通过轴承固定连接车壳,所述竖轴外壁通过轴承固定连接车壳。
13.优选的,所述滑轨上开设有滚槽,所述滚槽底端内壁一体成型设有凸条二,相邻所述凸条二之间设有凹槽。
14.优选的,所述滚轮外壁一体成型设有凸条一,所述滚轮咬合连接滑轨内壁。
15.优选的,所述放置架组件包括横杆,所述横杆外壁套接套管,所述套管外壁焊接支杆一,所述横杆外壁焊接支杆二,所述支杆外壁均匀焊接竖板,所述支杆底部固定安装万向轮。
16.优选的,所述横杆底端固定连接支撑竖杆,所述支撑竖杆底端焊接触地垫块,所述支杆二外壁焊接第一销轴和第三销轴,所述第一销轴外壁套接电动伸缩杆,所述电动伸缩杆右端内壁套接第二销轴,所述第二销轴焊接在支杆一的外壁上,所述支杆外壁焊接第四销轴,所述第三销轴外壁套接被套管,所述第四销轴外壁套接插杆,两组所述支杆二通过加强杆进行连接,两组所述支杆一通过加强杆进行连接。
17.优选的,所述插杆一端与套管插接,所述被套管上开设有通孔一,所述插杆上开设有通孔二。
18.优选的,所述放置架组件还包括辅助轮,所述支撑竖杆底端固定安装所述辅助轮。
19.本发明的有益效果是:
20.1、通过设置静置冷却支架组件,用于对铸件进行放置,静置冷却,并且可放置多个铸件,并且在静置冷却支架组件上设置的驱动小车,利用驱动小车可旋转,升降和前进的性能,实现了对铸件的运输,自动将铸件放置到静置冷却支架组件上,大大提高了将铸件放置到冷却支架组件上的效率;
21.2、通过设置放置架组件,通过驱动小车自动将冷却后的铸件放置到放置架组件上,实现了冷却后的铸件的自动卸料;
22.3、通过铸件小车来对铸件进行运输,增加了安全性。
附图说明
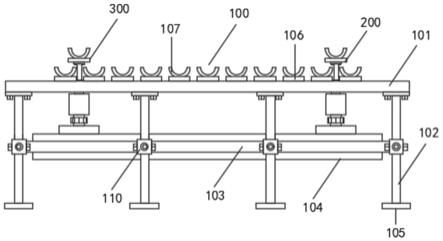
23.图1为本发明实施例1提供的静置冷却支架组件的示意图;
24.图2为本发明实施例1提供的图1的侧视图;
25.图3为本发明实施例1提供的驱动小车的示意图;
26.图4为本发明实施例1提供的图3拆掉滚轮后的示意图;
27.图5为本发明实施例1提供的放置架组件的示意图;
28.图6为本发明实施例1提供的图5的侧视图;
29.图7为本发明实施例1提供的滑轨的立体图;
30.图8为本发明实施例2提供的图5的侧视图。
31.图中:静置冷却支架组件100、横梁101、支撑柱102、第二加强杆103、滑轨104、滚槽1041、凸条二1042、凹槽1043、脚垫105、垫块106、支撑环107、第三加强杆108、第一加强杆109、套块110、驱动小车一200、半圆环201、支撑块202、支撑杆203、液压缸204、主动齿轮205、从动齿轮206、第一转轴207、竖轴208、车壳209、第一伺服电机210、滚轮211、凸条一
2111、链条212、链轮213、第二伺服电机214、第一驱动轴215、第二驱动轴217、驱动小车二300、放置架组件400、横杆401、套管402、支杆一403、竖板404、支撑竖杆405、触地垫块407、电动伸缩杆408、第一销轴409、被套管410、通孔一4101、插杆411、通孔二4111、辅助轮412、第三销轴413、第四销轴414、支杆二415、万向轮416、第二销轴417。
具体实施方式
32.以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
33.实施例1:
34.参照说明书附图1
‑
7,该实施例的铸件冷却提升机构,包括静置冷却支架组件100,所述静置冷却支架组件100底部设有脚垫105,所述脚垫105顶端固定连接支撑柱102,所述支撑柱102顶端通过螺栓固定连接横梁101,还包括:活动安装在静置冷却支架组件100上的驱动小车一200和驱动小车二300,所述驱动小车二300的结构与驱动小车一200相同;和
35.位于静置冷却支架组件100一侧的放置架组件400;
36.所述驱动小车一200包括车壳209,所述车壳209内腔中设有第一伺服电机210和第二伺服电机214,所述第一伺服电机210输出端固定连接第一转轴207,所述第一转轴207顶端外壁套接主动齿轮205,所述主动齿轮205啮合连接从动齿轮206,所述从动齿轮206内壁套接竖轴208,所述竖轴208顶端固定连接液压缸204,所述液压缸204输出端固定连接支撑杆203,所述支撑杆203顶端通过螺栓固定连接支撑块202,所述支撑块202顶端固定连接半圆环201,所述车壳209底部左右两端通过轴承分别固定连接第一驱动轴215和第二驱动轴217,所述第一驱动轴215和第二驱动轴217外壁均套接链轮213,两组所述链轮213通过链条212传动连接,所述第一驱动轴215和第二驱动轴217的两端外壁均套接滚轮211;第一伺服电机210设置为jsf 42
‑3‑
30
‑
as
‑
1000,第一伺服电机210的是驱动从动齿轮206旋转,最终驱动半圆环201上放置的铸件进行旋转;第二伺服电机214设置为jsf 57
‑
15
‑
30
‑
bf
‑
1000,第二伺服电机214的作用是驱动滚轮211旋转,从而使驱动小车200移动。
37.进一步地,所述横梁101设有两组,两组所述横梁101平行设置,两组所述横梁101通过第一加强杆109连接,所述支撑柱102外壁通过螺栓固定安装套块110,所述套块110两端焊接第二加强杆103。
38.进一步地,两组所述横梁101底端的支撑柱102通过第三加强杆108进行连接,所述第二加强杆103一端固定连接滑轨104,所述横梁101顶端等距离安装垫块106,所述垫块106顶端固定连接支撑环107。
39.进一步地,所述第一转轴207外壁通过轴承固定连接车壳209,所述竖轴208外壁通过轴承固定连接车壳209。
40.进一步地,所述滑轨104上开设有滚槽1041,所述滚槽1041底端内壁一体成型设有凸条二1042,相邻所述凸条二1042之间设有凹槽1043。
41.进一步地,所述滚轮211外壁一体成型设有凸条一2111,所述滚轮211咬合连接滑轨104内壁。
42.进一步地,所述放置架组件400包括横杆401,所述横杆401外壁套接套管402,所述套管402外壁焊接支杆一403,所述横杆401外壁焊接支杆二415,所述支杆403外壁均匀焊接
竖板404,所述支杆403底部固定安装万向轮416。
43.进一步地,所述横杆401底端固定连接支撑竖杆405,所述支撑竖杆405底端焊接触地垫块407,所述支杆二415外壁焊接第一销轴409和第三销轴413,所述第一销轴409外壁套接电动伸缩杆408,所述电动伸缩杆408右端内壁套接第二销轴417,所述第二销轴417焊接在支杆一403的外壁上,所述支杆403外壁焊接第四销轴414,所述第三销轴413外壁套接被套管410,所述第四销轴414外壁套接插杆411,两组所述支杆二415通过加强杆进行连接,两组所述支杆一403通过加强杆进行连接;电动伸缩杆408设置为ynt
‑
03,电动伸缩杆408的作用是将支杆一403和支杆二415进行收放,从而使支杆一403和支杆二415之间的夹角改变。
44.进一步地,所述插杆411一端与套管410插接,所述被套管410上开设有通孔一4101,所述插杆411上开设有通孔二4111。
45.实施场景具体为:在使用本发明时,将加工好的铸件放置到半圆环201上,液压缸204伸缩使铸件的高度低于横梁101的高度,使铸件与横梁101平行;第二伺服电机214带动第一驱动轴215旋转,通过链条212和链轮213带动滚轮211旋转,在滚轮211上的凸条一2111和滑轨104上的凸条二1042作用下,滚轮211在滑轨104上移动,运输到支撑环107的位置时,液压缸204伸长带动铸件升高,直至铸件的高度高于横梁101的高度;通过第一伺服电机210带动主动齿轮205旋转,从而带动从动齿轮206旋转,最终带动铸件旋转,直至铸件与横梁101垂直,液压缸204收缩将铸件放置到支撑环107上,从而铸件在支撑环107上静置冷却;冷却完毕后,将放置架组件400移至到静置冷却支架组件100的端位置处,通过驱动小车二300将铸件升起,将铸件放置到支杆一403和竖板404的夹缝处,以及支杆二415和竖板404的夹缝处,通过电动伸缩杆408的伸缩来改变支杆一403和支杆二415之间的夹角,从而改变竖板404的高度,使得驱动小车二300更加容易地将铸件放置到放置架组件400上,用插销插入支杆一403和支杆二415中,通过被套管410和插杆411对支杆一403和支杆二415进行固定;在对放置架组件400进行移动时,可通过万向轮416进行移动,此时触地垫块407需脱离地面。
46.实施例2:
47.参照说明书附图8,与实施例1不同的是:所述放置架组件400还包括辅助轮412,所述支撑竖杆405底端固定安装所述辅助轮412;
48.实施场景具体为:
49.在使用本发明时,将加工好的铸件放置到半圆环201上,液压缸204伸缩使铸件的高度低于横梁101的高度,使铸件与横梁101平行;第二伺服电机214带动第一驱动轴215旋转,通过链条212和链轮213带动滚轮211旋转,在滚轮211上的凸条一2111和滑轨104上的凸条二1042作用下,滚轮211在滑轨104上移动,运输到支撑环107的位置时,液压缸204伸长带动铸件升高,直至铸件的高度高于横梁101的高度;通过第一伺服电机210带动主动齿轮205旋转,从而带动从动齿轮206旋转,最终带动铸件旋转,直至铸件与横梁101垂直,液压缸204收缩将铸件放置到支撑环107上,从而铸件在支撑环107上静置冷却;冷却完毕后,将放置架组件400移至到静置冷却支架组件100的端位置处,通过驱动小车二300将铸件升起,将铸件放置到支杆一403和竖板404的夹缝处,以及支杆二415和竖板404的夹缝处,通过电动伸缩杆408的伸缩来改变支杆一403和支杆二415之间的夹角,从而改变竖板404的高度,使得驱动小车二300更加容易地将铸件放置到放置架组件400上,用插销插入支杆一403和支杆二415中,通过被套管410和插杆411对支杆一403和支杆二415进行固定;在对放置架组件400
进行移动时,可通过万向轮416进行移动,此时辅助轮412可接触地面,也可不接触地面。
50.以上所述,仅是本发明的较佳实施例,任何熟悉本领域的技术人员均可能利用上述阐述的技术方案对本发明加以修改或将其修改为等同的技术方案。因此,依据本发明的技术方案所进行的任何简单修改或等同置换,尽属于本发明要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1