一种用于真空压铸的高温冷却系统的制作方法
1.本发明涉及压铸技术领域。具体而言,涉及一种用于真空压铸的高温冷却系统。
背景技术:
2.机器、模具和合金是压铸工艺的三大要素,而模具的温度在金属溶液的热量散发、充型以及铸件凝固过程中都是关键的因素。模具温度过低,在熔融液填充模具的过程中就容易发生填充不满造成铸件缺陷或者不均匀;模具温度过高,会使合金液冷却速度降低,铸件上细晶层减少,晶粒粗大,强度会有所下降。并且在进行真空压铸时,压铸模具会放置于真空室内,如果采用常规的风冷或者循环水冷的冷却系统来为处于密封空间的模具进行散热,其设备和系统组织都相对复杂,或者散热效率不高,或者更存在例如漏液失效等风险。
3.目前已有若干技术方案提出,目的在于改善真空铸造系统中的冷却效果。例如tw202108264(a)提出采用连接的冷却装置对铸造系统内多段的压铸流道进行冷却;us2021148644(a1)提出采用热管的散热形式进模具进行冷却,kr20210039775(a)提出了采用喷洒水冷的方法对模具进行一系列冷却措施;但目前所提出的方案对相关的使用设备要求都较高,生产效益相对降低。
技术实现要素:
4.本发明的目的在于,为改善目前真空压铸工艺的流程中,使用的冷却设备效率较低而且使用、维护过程效率不好的现状,提出一种用于真空压铸的高温冷却系统技术方案。
5.本发明采用如下技术方案:
6.一种用于真空压铸的高温冷却系统,其特征在于,所述冷却系统包括压铸模具,冷却板,循环装置,热回收装置;所述压铸模具与所述冷却板配合安装,所述压铸模具的型腔内热量传递到所述冷却板;所述冷却板内部加工出多个通道,并配合推进机构,将吸热工质导流经过发热区域进行吸热过程;所述循环装置连接所述冷却板及所述热回收装置,用于将吸热工质在闭环内进行吸热
‑
放热循环,并进行工质的整形处理;所述热回收装置用于将吸收热量后的工质进行热释放,并重新回到循环装置内;
7.所述压铸模具包括动模以及定模;所述动模与所述定模结合形成整体型腔;所述动模与所述定模之间具有密封结构,用于将所述型腔与外界密封,所述密封结构包括针对液体密封与气体密封;
8.所述冷却板数量为一块或以上;所述冷却板与所述动模、定模两者或其中之一进行配合安装成为整体;所述冷却板具有一个或以上的工质入口,用于将吸热工质从所述循环装置导入到所述冷却板内部;所述冷却板具有一个或以上的工质出口,用于将吸热工质从所述冷却板的内部通道导入进入所述循环装置;
9.所述冷却板内部加工多个通道;所述的多个通道具有第一端;所述的第一端由所述的一个或以上的工质入口分流形成;所述的多个通道具有第二端;所述的第二端汇集后引入到所述一个或以上的工质出口;
10.所述冷却板的多个通道内配置推进机构;所述推进机构包括驱动装置以及螺旋杆;所述驱动装置包括电机和传动部件,用于提供驱动力带动所述的螺旋杆进行旋转运动;所述螺旋杆具有第一端和第二端;所述螺旋杆具有一个或以上的螺旋叶片;所述螺旋叶片起始于所述的螺旋杆第一端,并终止于所述的螺旋杆第二端,所述螺旋叶片的外轮廓为围绕所述螺旋杆中心轴的光滑螺旋线,并且所述螺旋线上的每一点到所述螺旋杆中心轴的距离相等;
11.所述推进机构可以通过所述驱动装置的变速调整,改变自身的推进速度;进一步的,所述推进机构内的所述一个或以上的螺旋杆的旋转速度可以单个改变或多个同时改变;
12.所述循环装置连接所述冷却板与所述热回收装置并形成闭环通道;所述循环装置具有添料口,可对吸热工质进行添料操作;所述循环装置内部包含吸热工质,并驱动所述吸热工质在闭环内移动;
13.所述吸热工质是一种相变材料;优选地所述相变材料为一种固
‑
液相变材料;所述相变材料在常温下为固态,在吸热后液化相变,经历熔融状态后变为液态;所述相变材料在再次放热后,再新凝结为固态;
14.所述热回收装置具有热交换模块和储能模块;所述热交换模块用于将所述吸热工质进行热交换处理,同时使所述吸热工质在释放热量后冷却,再送回所述循环装置;所述储能模块用于将由所述热交换模块释放的热量进行回收处理,并重新提供给予本真空压铸系统;
15.所述冷却系统包括一套控制设备;所述控制设备连接所述冷却板内的驱动装置,所述循环装置以及所述热回收装置,用于根据实际冷却要求对各装置进行速度或功率的调整。
16.本发明所取得的有益效果是:
17.1.本发明使用固
‑
液相变材料作为热交换物质,大大增加了吸热冷却效果,冷却效率大为提升;
18.2.本发明采用的多通道热交换结构,有利相变材料与热量进行充分反应,提高了热交换效能;
19.3.本发明采用的固
‑
液相变材质,涉及液体的环节放置于真空压铸的封闭环境外,避免了液体泄漏的意外,也提高了维护的简便性;
20.4.本发明采用的固
‑
液相变材料具有高吸热特性,通过回收和转化技术,可进一步作为铸造熔融炉的加热能量来源。
附图说明
21.从以下结合附图的描述可以进一步理解本发明。图中的部件不一定按比例绘制,而是将重点放在示出实施例的原理上。在不同的视图中,相同的附图标记指定对应的部分。
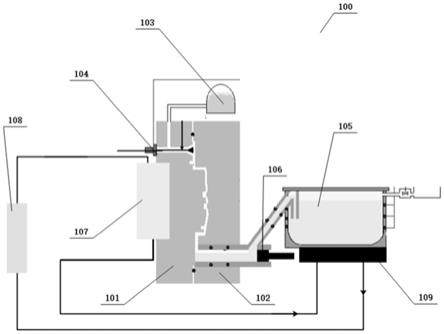
22.图1为本发明的真空压铸冷却系统示意图;
23.图2为本发明所述冷却板内部结构示意图;
24.图3为本发明所述螺旋杆示意图;
25.图4为本发明所述吸热工质显微镜放大影像图;
26.图5为本发明所述变速组件零部件示意图;
27.图6为本发明所述变速组件布局示意图;
28.附图标号说明:100
‑
真空压铸系统;101
‑
动模;102
‑
定模;103
‑
真空设备;104
‑
真空调节阀;105
‑
金属熔融池;106
‑
压铸活塞;107
‑
冷却却板;108
‑
循环装置;109
‑
热回收装置;201
‑
冷却板;202
‑
螺旋杆;203
‑
工质入口;204
‑
工质出口;301
‑
驱动组件;302
‑
变速组件。
具体实施方式
29.为了使得本发明的目的技术方案及优点更加清楚明白,以下结合其实施例,对本发明进行进一步详细说明;应当理解,此处所描述的具体实施例仅用于解释本发明,并不用于限定本发明。对于本领域技术人员而言,在查阅以下详细描述之后,本实施例的其它系统.方法和/或特征将变得显而易见。旨在所有此类附加的系统、方法、特征和优点都包括在本说明书内.包括在本发明的范围内,并且受所附权利要求书的保护。在以下详细描述描述了所公开的实施例的另外的特征,并且这些特征根据以下将详细描述将是显而易见的。
30.本发明实施例的附图中相同或相似的标号对应相同或相似的部件;在本发明的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或组件必须具有特定的方位.以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
31.实施例一:
32.一种用于真空压铸的高温冷却系统,其特征在于,所述冷却系统包括压铸模具,冷却板,循环装置,热回收装置;所述压铸模具与所述冷却板配合安装,所述压铸模具的型腔内热量传递到所述冷却板;所述冷却板内部加工出多个通道,并配合推进机构,将吸热工质导流经过发热区域进行吸热过程;所述循环装置连接所述冷却板及所述热回收装置,用于将吸热工质在闭环内进行吸热
‑
放热循环,并进行工质的整形处理;所述热回收装置用于将吸收热量后的工质进行热释放,并重新回到循环装置内;
33.所述压铸模具包括动模以及定模;所述动模与所述定模结合形成整体型腔;所述动模与所述定模之间具有密封结构,用于将所述型腔与外界密封,所述密封结构包括针对液体密封与气体密封;
34.所述冷却板数量为一块或以上;所述冷却板与所述动模、定模两者或其中之一进行配合安装成为整体;所述冷却板具有一个或以上的工质入口,用于将吸热工质从所述循环装置导入到所述冷却板内部;所述冷却板具有一个或以上的工质出口,用于将吸热工质从所述冷却板的内部通道导入进入所述循环装置;
35.所述冷却板内部加工多个通道;所述的多个通道具有第一端;所述的第一端由所述的一个或以上的工质入口分流形成;所述的多个通道具有第二端;所述的第二端汇集后引入到所述一个或以上的工质出口;
36.所述冷却板的多个通道内配置推进机构;所述推进机构包括驱动装置以及螺旋杆;所述驱动装置包括电机和传动部件,用于提供驱动力带动所述的螺旋杆进行旋转运动;所述螺旋杆具有第一端和第二端;所述螺旋杆具有一个或以上的螺旋叶片;所述螺旋叶片
起始于所述的螺旋杆第一端,并终止于所述的螺旋杆第二端,所述螺旋叶片的外轮廓为围绕所述螺旋杆中心轴的光滑螺旋线,并且所述螺旋线上的每一点到所述螺旋杆中心轴的距离相等;
37.所述推进机构可以通过所述驱动装置的变速调整,改变自身的推进速度;进一步的,所述推进机构内的所述一个或以上的螺旋杆的旋转速度可以单个改变或多个同时改变;
38.所述循环装置连接所述冷却板与所述热回收装置并形成闭环通道;所述循环装置具有添料口,可对吸热工质进行添料操作;所述循环装置内部包含吸热工质,并驱动所述吸热工质在闭环内移动;
39.所述吸热工质是一种相变材料;优选地所述相变材料为一种固
‑
液相变材料;所述相变材料在常温下为固态,在吸热后液化相变,经历熔融状态后变为液态;所述相变材料在再次放热后,再新凝结为固态;
40.所述热回收装置具有热交换模块和储能模块;所述热交换模块用于将所述吸热工质进行热交换处理,同时使所述吸热工质在释放热量后冷却,再送回所述循环装置;所述储能模块用于将由所述热交换模块释放的热量进行回收处理,并重新提供给予本真空压铸系统;
41.所述冷却系统包括一套控制设备;所述控制设备连接所述冷却板内的驱动装置,所述循环装置以及所述热回收装置,用于根据实际冷却要求对各装置进行速度或功率的调整;
42.如附图2,所述冷却板可采用铝、铜或其他导热性能良好的金属材料生产;所述冷却板具有第一面板;优选地,所述第一面板位于所述冷却板的顶端;所述循环装置连接第一面板通过一个或多个的工质入口,将所述吸热工质注入所述冷却板内;所述冷却板具有第二面板,优选地,所述第二面板位于所述冷却板的底端;所述第二面板具有一个或以上的工质出口,汇集后连接到所述循环装置;
43.所述冷却板内部通过机加工,形成一条或以上的通道;将所述一根或以上的螺旋杆分布安装于所述通道内,所述螺旋杆与所述通道之间,以及所述螺旋杆相互之间形成紧密空间;所述螺旋杆被所述驱动装置驱动而螺转,当所述循环装置将所述吸热工质注入所述工质入口后,所述吸热工质被带入所述螺旋杆的第一端,并且在所述螺旋杆的旋转下差生挤压形变,并与所述冷却板的内壁具有紧密的接触;在此过程中,所述吸热工质吸收从模腔传导到所述冷却板的热量;同时由于重力作用,以及所述螺旋杆的推动,所述吸热工质向所述冷却板的第二面板方向移动,并在最后汇集通过所述工质出口,再次进入所述循环装置中。
44.实施例二:
45.本实施例应当理解为至少包含前述任一一个实施例的全部特征,并在其基础上进一步改进;
46.一种用于真空压铸的高温冷却系统,其特征在于,所述冷却系统包括压铸模具,冷却板,循环装置,热回收装置;所述压铸模具与所述冷却板配合安装,所述压铸模具的型腔内热量传递到所述冷却板;所述冷却板内部加工出多个通道,并配合推进机构,将吸热工质导流经过发热区域进行吸热过程;所述循环装置连接所述冷却板及所述热回收装置,用于
将吸热工质在闭环内进行吸热
‑
放热循环,并进行工质的整形处理;所述热回收装置用于将吸收热量后的工质进行热释放,并重新回到循环装置内;
47.所述压铸模具包括动模以及定模;所述动模与所述定模结合形成整体型腔;所述动模与所述定模之间具有密封结构,用于将所述型腔与外界密封,所述密封结构包括针对液体密封与气体密封;
48.所述冷却板数量为一块或以上;所述冷却板与所述动模、定模两者或其中之一进行配合安装成为整体;所述冷却板具有一个或以上的工质入口,用于将吸热工质从所述循环装置导入到所述冷却板内部;所述冷却板具有一个或以上的工质出口,用于将吸热工质从所述冷却板的内部通道导入进入所述循环装置;
49.所述冷却板内部加工多个通道;所述的多个通道具有第一端;所述的第一端由所述的一个或以上的工质入口分流形成;所述的多个通道具有第二端;所述的第二端汇集后引入到所述一个或以上的工质出口;
50.所述冷却板的多个通道内配置推进机构;所述推进机构包括驱动装置以及螺旋杆;所述驱动装置包括电机和传动部件,用于提供驱动力带动所述的螺旋杆进行旋转运动;所述螺旋杆具有第一端和第二端;所述螺旋杆具有一个或以上的螺旋叶片;所述螺旋叶片起始于所述的螺旋杆第一端,并终止于所述的螺旋杆第二端,所述螺旋叶片的外轮廓为围绕所述螺旋杆中心轴的光滑螺旋线,并且所述螺旋线上的每一点到所述螺旋杆中心轴的距离相等;
51.所述推进机构可以通过所述驱动装置的变速调整,改变自身的推进速度;进一步的,所述推进机构内的所述一个或以上的螺旋杆的旋转速度可以单个改变或多个同时改变;
52.所述循环装置连接所述冷却板与所述热回收装置并形成闭环通道;所述循环装置具有添料口,可对吸热工质进行添料操作;所述循环装置内部包含吸热工质,并驱动所述吸热工质在闭环内移动;
53.所述吸热工质是一种相变材料;优选地所述相变材料为一种固
‑
液相变材料;所述相变材料在常温下为固态,在吸热后液化相变,经历熔融状态后变为液态;所述相变材料在再次放热后,再新凝结为固态;
54.所述热回收装置具有热交换模块和储能模块;所述热交换模块用于将所述吸热工质进行热交换处理,同时使所述吸热工质在释放热量后冷却,再送回所述循环装置;所述储能模块用于将由所述热交换模块释放的热量进行回收处理,并重新提供给予本真空压铸系统;
55.所述冷却系统包括一套控制设备;所述控制设备连接所述冷却板内的驱动装置,所述循环装置以及所述热回收装置,用于根据实际冷却要求对各装置进行速度或功率的调整;
56.所述吸热工质,优选地采用一种石蜡
‑
膨胀石墨复合相变材料;所述相变材料以有机石蜡作为主要相变材料,膨胀石墨作为支撑结构;所述膨胀石墨由天然片状石墨,经过一系列预处理程序,呈现疏松多孔的蠕虫状物质,其表面具有密集的网状孔型结构,能大量吸附所述石蜡材料;所述石蜡
‑
膨胀石墨复合相变材料中,所述石蜡材料的质量比例可以在50%~70%之间,其导热系数约为可达到50~70w/m
·
k,比热容可达100~
57.150j/g,这两项数值表明所述石蜡
‑
膨胀石墨复合相变材料具备了类似金属材料的良好导热性能,同时兼顾了良好的储热性能;进一步的,该两项性能,因应所述石蜡的质量比重不同产生不同的效果,例如提高石蜡的比重,可进一步提高比热容,但相应地降低导热系数,实际应用中可因应具体的散热工况进行选择;
58.进一步的,通过所述螺旋杆的螺旋挤压,本来较为松散的所述膨胀石墨基质会变得紧致,同时在所述复合相变材料在吸收热量后,其中的所述石蜡会逐渐变为液态从而令所述复合相变材料发得更为丰润并且体积开始膨胀;为保证冷却板内部以及各零件在吸热后不会由于过度的挤压而差生所述内部通道的生涩和卡堵,所述螺旋杆上的螺旋叶片优选地从所述螺旋杆的第一端到所述第二端之间的厚度逐渐变薄,并且所述厚度变化的计算方程,可以由实验室通过模拟计算所述复合材料在受热过程中的体积与压力变化得到较优解,本文中不作详细叙述。
59.实施例三:
60.本实施例应当理解为至少包含前述任一一个实施例的全部特征,并在其基础上进一步改进;
61.一种用于真空压铸的高温冷却系统,其特征在于,所述冷却系统包括压铸模具,冷却板,循环装置,热回收装置;所述压铸模具与所述冷却板配合安装,所述压铸模具的型腔内热量传递到所述冷却板;所述冷却板内部加工出多个通道,并配合推进机构,将吸热工质导流经过发热区域进行吸热过程;所述循环装置连接所述冷却板及所述热回收装置,用于将吸热工质在闭环内进行吸热
‑
放热循环,并进行工质的整形处理;所述热回收装置用于将吸收热量后的工质进行热释放,并重新回到循环装置内;
62.所述压铸模具包括动模以及定模;所述动模与所述定模结合形成整体型腔;所述动模与所述定模之间具有密封结构,用于将所述型腔与外界密封,所述密封结构包括针对液体密封与气体密封;
63.所述冷却板数量为一块或以上;所述冷却板与所述动模、定模两者或其中之一进行配合安装成为整体;所述冷却板具有一个或以上的工质入口,用于将吸热工质从所述循环装置导入到所述冷却板内部;所述冷却板具有一个或以上的工质出口,用于将吸热工质从所述冷却板的内部通道导入进入所述循环装置;
64.所述冷却板内部加工多个通道;所述的多个通道具有第一端;所述的第一端由所述的一个或以上的工质入口分流形成;所述的多个通道具有第二端;所述的第二端汇集后引入到所述一个或以上的工质出口;
65.所述冷却板的多个通道内配置推进机构;所述推进机构包括驱动装置以及螺旋杆;所述驱动装置包括电机和传动部件,用于提供驱动力带动所述的螺旋杆进行旋转运动;所述螺旋杆具有第一端和第二端;所述螺旋杆具有一个或以上的螺旋叶片;所述螺旋叶片起始于所述的螺旋杆第一端,并终止于所述的螺旋杆第二端,所述螺旋叶片的外轮廓为围绕所述螺旋杆中心轴的光滑螺旋线,并且所述螺旋线上的每一点到所述螺旋杆中心轴的距离相等;
66.所述推进机构可以通过所述驱动装置的变速调整,改变自身的推进速度;进一步的,所述推进机构内的所述一个或以上的螺旋杆的旋转速度可以单个改变或多个同时改变;
67.所述循环装置连接所述冷却板与所述热回收装置并形成闭环通道;所述循环装置具有添料口,可对吸热工质进行添料操作;所述循环装置内部包含吸热工质,并驱动所述吸热工质在闭环内移动;
68.所述吸热工质是一种相变材料;优选地所述相变材料为一种固
‑
液相变材料;所述相变材料在常温下为固态,在吸热后液化相变,经历熔融状态后变为液态;所述相变材料在再次放热后,再新凝结为固态;
69.所述热回收装置具有热交换模块和储能模块;所述热交换模块用于将所述吸热工质进行热交换处理,同时使所述吸热工质在释放热量后冷却,再送回所述循环装置;所述储能模块用于将由所述热交换模块释放的热量进行回收处理,并重新提供给予本真空压铸系统;
70.所述冷却系统包括一套控制设备;所述控制设备连接所述冷却板内的驱动装置,所述循环装置以及所述热回收装置,用于根据实际冷却要求对各装置进行速度或功率的调整;
71.进一步的,所述压铸模具的型腔通常为于模具的中间位置,在压铸过程中,熔融液体从主流道流入各支流道,并且在流动填满的过程中,温度逐渐降低;因此,所述模具的温度分布,一般从中轴线的最高点,向两侧方向逐渐下降;优选地于本实施例中,位于中间部分的一个或以上的螺杆,设计一套可变速的变速组件,用于因应在不同的冷却要求下驱动所述螺旋杆以加速或减速的方式,推动所述吸热复合材料进行冷却过程;
72.具体地,如图6,驱动装置从驱动组件将动力输出,并通过所述传动组件将动力分配到各个所述螺旋杆;所述传动组件可以采用齿轮传动或皮轮传动的型式将动力传递到所述一个或多个螺旋杆;其中具有变速要求的所述一个或以上的螺旋杆具有的可变传动比的变速组件,能够根据控制系统的要求,实施传动比的变化,进一步达到改变所述螺旋杆的螺旋速度;本实施例仅列出其中采用带传动方式的实施方案;如附图5,所述变速组件包括输入锥盘与输出锥盘;所述输出锥盘于所述螺旋杆的第一端;所述输入锥盘联接于上一级的传动组件,用于将上一级传递的动力联接到所述变速组件;所述输入、输出锥盘均包括第一锥盘与第二锥盘;所述第一锥盘与第二锥盘为锥形结构,并且所述第一、第二锥盘以锥形截面较小一端相对安装于带轮中心轴,由中心轴带动两者同时转动;进一步的,所述第一、第二锥盘可以延轴向相对靠近或者远离彼此移动;进一步的,当所述输入锥盘的第一、第二锥盘相对靠近移动时,相对地所述输出锥盘的第一、第二锥盘需要相对远离移动;在所述输入锥盘与输出锥盘之间,以钢带联接传动;通过所述输入、输出锥盘的第一、第二锥盘的相对距离变化,可以实现不同的传动比配合,并且该传动比的变速平顺而且范围较大;
73.通过所述的变速组件,令所述其中之一或以上个螺旋杆具有变速功能,令所述的吸热工质通过所述冷却板的流速具有可调节功能,同时使得所述冷却板特定区域的吸热性能具有差异性;优选地,安装一个或以上的温度传感器于所述压铸模具的不同位置,用于测量所述模具各位置的温度情况,并将测量所得数值上传于所述控制系统;进一步的,所述控制系统控制所述变速组件实现对特定所述螺旋杆的变速调节,从而改变特定区域的温度参数,以保证所述压铸模具适应具体的压铸要求。
74.在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述或记载的部分,可以参见其它实施例的相关描述。
75.虽然上面已经参考各种实施例描述了本发明,但是应当理解,在不脱离本发明的范围的情况下,可以进行许多改变和修改。也就是说上面讨论的方法,系统和设备是示例。各种配置可以适当地省略,替换或添加各种过程或组件。例如,在替代配置中,可以以与所描述的顺序不同的顺序执行方法,和/或可以添加,省略和/或组合各种部件。而且,关于某些配置描述的特征可以以各种其他配置组合,如可以以类似的方式组合配置的不同方面和元素。此外,随着技术发展其中的元素可以更新,即许多元素是示例,并不限制本公开或权利要求的范围。
76.在说明书中给出了具体细节以提供对包括实现的示例性配置的透彻理解。然而,可以在没有这些具体细节的情况下实践配置例如,已经示出了众所周知的电路,过程,算法,结构和技术而没有不必要的细节,以避免模糊配置。该描述仅提供示例配置,并且不限制权利要求的范围,适用性或配置。相反,前面对配置的描述将为本领域技术人员提供用于实现所描述的技术的使能描述。在不脱离本公开的精神或范围的情况下,可以对元件的功能和布置进行各种改变。
77.综上,其旨在上述详细描述被认为是例示性的而非限制性的,并且应当理解,以上这些实施例应理解为仅用于说明本发明而不用于限制本发明的保护范围。在阅读了本发明的记载的内容之后,技术人员可以对本发明作各种改动或修改,这些等效变化和修饰同样落入本发明权利要求所限定的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1