一种基于空气检测的真空压铸系统及计算机存储介质的制作方法
1.本发明涉及零件制造技术领域,尤其涉及一种基于空气检测的真空压铸系统。
背景技术:
2.真空压铸法是通过在压铸过程中抽除压铸模具型腔内的气体而消除或显著减少压铸件内的气孔和溶解气体,从而提高压铸件力学性能和表面质量的先进压铸工艺,真空压铸法可消除或减少压铸件内部的气孔,提高压铸件的机械性能和表面质量,改善镀覆性能,真空压铸法大大减少型腔的反压力,可使用较低的比压及铸造性能较差的合金,有可能用小机器压铸较大的铸件,但模具密封结构复杂,制造及安装较困难,因而成本较高,真空压铸法如控制不当,效果就不是很显著。
3.现在已经开发出了很多真空压铸系统,经过我们大量的检索与参考,发现现有的压铸系统有如公开号为kr101359386b1,kr101359388b1和kr101512152b1所公开的系统,包括阀座、上阀体、下阀体和阀芯,下阀体和上阀体位于阀座上方,阀芯上端穿过下阀体并可在其中移动,下端位于阀座的空腔中,其特征在于:所述的阀芯设有环形槽;下阀体中开设一液体流道,液体流道经过阀芯。阀芯设有环形槽,液体流道与阀芯相接,避免飞边不断积累夹于间隙中,保护阀芯及阀体。但该系统还是没有在模具的密封性不良时进行补偿,使压铸时的真空度没有达到预设要求,进而影响效果。
技术实现要素:
4.本发明的目的在于,针对所存在的不足,提出了一种基于空气检测的真空压铸系统,
5.为了克服现有技术的不足,本发明采用如下技术方案:
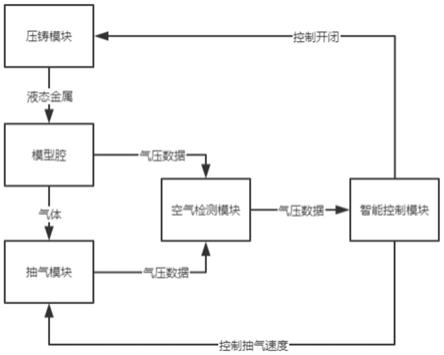
6.一种基于空气检测的真空压铸系统,包括模型腔、压铸模块、抽气模块、空气检测模块和智能控制模块,所述抽气模块用于抽取模型腔中的空气,所述空气检测模块用于检测模型腔以及抽气模块内的气压状况,所述智能控制模块根据所述空气检测模块检测的数据进行分析并控制所述抽气模块的抽气速率,所述压铸模块用于将液态金属在合适的气压状况下压入所述模型腔中;
7.进一步的,所述模型腔包括模具壳和模具,所述模具置于所述模具壳内,所述模具壳和所述模具均设有液态入口和通气出口,所述模具的液态入口紧贴于所述模具壳的液态入口,所述模具的通气出口紧贴于所述模具壳的通气出口;
8.进一步的,所述模具壳与所述模具之间设有泄流腔,所述模具的通气出口壁上设有泄流通道与所述泄流腔连通,所述模具壳的通气出口上设有第一气压传感器,其检测的气压值为p1(t),所述泄流腔内壁上设有第二气压传感器,其检测的值为p2(t);
9.进一步的,所述抽气模块内设有第三气压传感器,其检测到的气压值为p3(t),所述p3(t)在所述抽气模块以速度v抽气时的稳定值为p3,所述智能控制模块根据p3计算出密封系数δ:
[0010][0011]
其中,p
′
为标准大气压,k为与系统构造有关的降压系数并通过实际测试得出;
[0012]
进一步的,所述p1(t)稳定值为p1,所述p2(t)稳定值为p2,而p1、p2与p3的关系为:
[0013][0014][0015]
其中,v
q
为所述泄流腔的体积,v
m
为所述模具内腔室体积;
[0016]
进一步的,所述智能控制模块通过下述公式计算出模型腔内的气压p
m
(t):
[0017][0018]
并通过控制抽气速度v使p
m
(t)最终稳定在目标气压p0;
[0019]
进一步的,当所述压铸模块启动后,液态金属充满所述模型腔并通过所述泄流通道进入泄流腔中,p2(t)随之上升,当p2(t)满足下述等式时,停止所述压铸模块;
[0020][0021]
其中,v0为液态金属流入泄流腔内的预设体积;
[0022]
进一步的,所述抽气模块上与所述模具腔连通的管道上还设有气态金属检测装置和气态金属回收装置,所述气态金属检测装置用于检测空气中含有的气态金属浓度,所述气态金属回收装置根据所述浓度设定冷却温度将气态金属液化并回收;
[0023]
一种计算机可读存储介质,其特征在于,所述计算机可读存储介质中包括一种基于空气检测的真空压铸系统程序,所述基于空气检测的真空压铸系统程序被处理器执行时,实现一种基于空气检测的真空压铸系统的步骤。
[0024]
本发明所取得的有益效果是:
[0025]
本发明通过在模具腔外的多处设立气压传感器,首先利用检测到的气压值计算出系统的密封系数,在用密封系数对模具腔内的气压值进行补偿计算,最终通过控制抽气速度使模具腔内达到预设的气压要求,该方法大大降低了系统的密封性要求,并能实时掌握模具腔内的气压情况,弥补了真空压铸的常见缺点。
附图说明
[0026]
从以下结合附图的描述可以进一步理解本发明。图中的部件不一定按比例绘制,而是将重点放在示出实施例的原理上。在不同的视图中,相同的附图标记指定对应的部分。
[0027]
图1为整体结构框架示意图。
[0028]
图2为模型压铸流程示意图。
[0029]
图3为模型腔结构示意图。
[0030]
图4为各气压传感器检测值对比示意图。
[0031]
图5为第二气压传感器气压值变化示意图。
具体实施方式
[0032]
为了使得本发明的目的.技术方案及优点更加清楚明白,以下结合其实施例,对本发明进行进一步详细说明;应当理解,此处所描述的具体实施例仅用于解释本发明,并不用于限定本发明。对于本领域技术人员而言,在查阅以下详细描述之后,本实施例的其它系统.方法和/或特征将变得显而易见。旨在所有此类附加的系统.方法.特征和优点都包括在本说明书内.包括在本发明的范围内,并且受所附权利要求书的保护。在以下详细描述描述了所公开的实施例的另外的特征,并且这些特征根据以下将详细描述将是显而易见的。
[0033]
本发明实施例的附图中相同或相似的标号对应相同或相似的部件;在本发明的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或组件必须具有特定的方位,以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
[0034]
实施例一。
[0035]
一种基于空气检测的真空压铸系统,包括模型腔、压铸模块、抽气模块、空气检测模块和智能控制模块,所述抽气模块用于抽取模型腔中的空气,所述空气检测模块用于检测模型腔以及抽气模块内的气压状况,所述智能控制模块根据所述空气检测模块检测的数据进行分析并控制所述抽气模块的抽气速率,所述压铸模块用于将液态金属在合适的气压状况下压入所述模型腔中;
[0036]
所述模型腔包括模具壳和模具,所述模具置于所述模具壳内,所述模具壳和所述模具均设有液态入口和通气出口,所述模具的液态入口紧贴于所述模具壳的液态入口,所述模具的通气出口紧贴于所述模具壳的通气出口;
[0037]
所述模具壳与所述模具之间设有泄流腔,所述模具的通气出口壁上设有泄流通道与所述泄流腔连通,所述模具壳的通气出口上设有第一气压传感器,其检测的气压值为p1(t),所述泄流腔内壁上设有第二气压传感器,其检测的值为p2(t);
[0038]
所述抽气模块内设有第三气压传感器,其检测到的气压值为p3(t),所述p3(t)在所述抽气模块以速度v抽气时的稳定值为p3,所述智能控制模块根据p3计算出密封系数δ:
[0039][0040]
其中,p
′
为标准大气压,k为与系统构造有关的降压系数并通过实际测试得出;
[0041]
所述p1(t)稳定值为p1,所述p2(t)稳定值为p2,而p1、p2与p3的关系为:
[0042][0043][0044]
其中,v
q
为所述泄流腔的体积,v
m
为所述模具内腔室体积;
[0045]
所述智能控制模块通过下述公式计算出模型腔内的气压p
m
(t):
[0046][0047]
并通过控制抽气速度v使p
m
(t)最终稳定在目标气压p0;
[0048]
当所述压铸模块启动后,液态金属充满所述模型腔并通过所述泄流通道进入泄流腔中,p2(t)随之上升,当p2(t)满足下述等式时,停止所述压铸模块;
[0049][0050]
其中,v0为液态金属流入泄流腔内的预设体积;
[0051]
所述抽气模块上与所述模具腔连通的管道上还设有气态金属检测装置和气态金属回收装置,所述气态金属检测装置用于检测空气中含有的气态金属浓度,所述气态金属回收装置根据所述浓度设定冷却温度将气态金属液化并回收;
[0052]
一种计算机可读存储介质,其特征在于,所述计算机可读存储介质中包括一种基于空气检测的真空压铸系统程序,所述基于空气检测的真空压铸系统程序被处理器执行时,实现一种基于空气检测的真空压铸系统的步骤。
[0053]
实施例二。
[0054]
一种基于空气检测的真空压铸系统,包括模型腔、压铸模块、抽气模块、空气检测模块和智能控制模块,所述抽气模块用于抽取模型腔中的空气,所述空气检测模块用于检测模型腔以及抽气模块内的气压状况,所述智能控制模块根据所述空气检测模块检测的数据进行分析并控制所述抽气模块的抽气速率,所述压铸模块用于将液态金属在合适的气压状况下压入所述模型腔中;
[0055]
所述模型腔包括模具壳和模具,所述模具置于所述模具壳内,所述模具壳和所述模具均设有液态入口和通气出口,所述模具的液态入口紧贴于所述模具壳的液态入口,所述模具的通气出口紧贴于所述模具壳的通气出口;
[0056]
所述模具壳与所述模具之间设有泄流腔,所述模具的通气出口壁上设有泄流通道与所述泄流腔连通,所述模具壳的通气出口上设有第一气压传感器,其检测的气压值为p1(t),所述泄流腔内壁上设有第二气压传感器,其检测的值为p2(t);
[0057]
所述抽气模块内设有第三气压传感器,其检测到的气压值为p3(t),所述p3(t)在所述抽气模块以速度v抽气时的稳定值为p3,所述智能控制模块根据p3计算出密封系数δ:
[0058][0059]
其中,p
′
为标准大气压,k为与系统构造有关的降压系数并通过实际测试得出;
[0060]
所述p1(t)稳定值为p1,所述p2(t)稳定值为p2,而p1、p2与p3的关系为:
[0061][0062][0063]
其中,v
q
为所述泄流腔的体积,v
m
为所述模具内腔室体积;
[0064]
所述智能控制模块通过下述公式计算出模型腔内的气压p
m
(t):
[0065][0066]
并通过控制抽气速度v使p
m
(t)最终稳定在目标气压p0;
[0067]
当所述压铸模块启动后,液态金属充满所述模型腔并通过所述泄流通道进入泄流腔中,p2(t)随之上升,当p2(t)满足下述等式时,停止所述压铸模块;
[0068][0069]
其中,v0为液态金属流入泄流腔内的预设体积;
[0070]
所述抽气模块上与所述模具腔连通的管道上还设有气态金属检测装置和气态金属回收装置,所述气态金属检测装置用于检测空气中含有的气态金属浓度,所述气态金属回收装置根据所述浓度设定冷却温度将气态金属液化并回收;
[0071]
一种计算机可读存储介质,其特征在于,所述计算机可读存储介质中包括一种基于空气检测的真空压铸系统程序,所述基于空气检测的真空压铸系统程序被处理器执行时,实现一种基于空气检测的真空压铸系统的步骤;
[0072]
基于此设计了一种基于空气检测的真空压铸系统,包括模型腔、压铸模块、抽气模块、空气检测模块和智能控制模块,所述抽气模块用于抽取模型腔中的空气,所述空气检测模块用于检测模型腔以及抽气模块内的气压状况,所述智能控制模块根据所述空气检测模块检测的数据进行分析并控制所述抽气模块的抽气速率,所述压铸模块用于将液态金属在合适的气压状况下压入所述模型腔中;
[0073]
所述模型腔包括模具壳和模具,所述模具壳上设有液态入口和通气出口,所述模具壳内能够置放各种形状的模具,所述模具设有对应的液态入口和通气出口,所述模具壳上的液态入口内壁上设有双层密封卡槽,所述模具的液态入口外壁上设有对应的双层凸环,所述凸环嵌在所述密封卡槽内,所述密封结构用于防止液态金属通过所述液态入口进入所述模具内时直接渗透至模具与模具壳之间,所述模具的通气出口上设有阻液网,所述阻液网用于阻碍液态金属流通至所述通气出口,所述模具在阻液网上方设有泄流通道,所述模具壳与模具之间设有泄流腔,所述泄流通道与所述泄流腔连通,在所述压铸模块作用下的液态金属在通过阻液网后经所述泄流通道流至所述泄流腔中,所述泄流腔中设有感应器,所述感应器检测到液态金属后停止所述压铸模块的工作,起到开关的作用,所述泄流腔中的液态金属能够被回收利用,所述泄流通道与所述泄流腔的设计还能防止液态金属经所述通气出口流至抽气模块中从而对抽气模块的使用造成影响;
[0074]
所述模具壳包括两片模具壳瓣,所述模具壳瓣的一侧通过转动装置转动连接,所述模具壳瓣的另一侧设有卡扣,首先打开所述模具壳瓣,将模具放置在模具壳中,再闭合所述模具壳瓣并扣上卡扣;
[0075]
所述空气检测装置包括多个气压传感器,其中所述模具壳的通气出口上设有第一气压传感器,所述第一气压传感器检测到的气压值为p1(t),所述泄流腔内壁上设有第二气压传感器,所述第二气压传感器检测到的气压值为p2(t),所述抽气模块内设有第三气压传感器,所述第三气压传感器检测到的气压值为p3(t),当所述抽气模块稳定工作时,所述p3(t)趋于稳定,其稳定值p3为:
(t),所述泄流腔内壁上设有第二气压传感器,其检测的值为p2(t);
[0093]
所述抽气模块内设有第三气压传感器,其检测到的气压值为p3(t),所述p3(t)在所述抽气模块以速度v抽气时的稳定值为p3,所述智能控制模块根据p3计算出密封系数δ:
[0094][0095]
其中,p
′
为标准大气压,k为与系统构造有关的降压系数并通过实际测试得出;
[0096]
所述p1(t)稳定值为p1,所述p2(t)稳定值为p2,而p1、p2与p3的关系为:
[0097][0098][0099]
其中,v
q
为所述泄流腔的体积,v
m
为所述模具内腔室体积;
[0100]
所述智能控制模块通过下述公式计算出模型腔内的气压p
m
(t):
[0101][0102]
并通过控制抽气速度v使p
m
(t)最终稳定在目标气压p0;
[0103]
当所述压铸模块启动后,液态金属充满所述模型腔并通过所述泄流通道进入泄流腔中,p2(t)随之上升,当p2(t)满足下述等式时,停止所述压铸模块;
[0104][0105]
其中,v0为液态金属流入泄流腔内的预设体积;
[0106]
所述抽气模块上与所述模具腔连通的管道上还设有气态金属检测装置和气态金属回收装置,所述气态金属检测装置用于检测空气中含有的气态金属浓度,所述气态金属回收装置根据所述浓度设定冷却温度将气态金属液化并回收;
[0107]
一种计算机可读存储介质,其特征在于,所述计算机可读存储介质中包括一种基于空气检测的真空压铸系统程序,所述基于空气检测的真空压铸系统程序被处理器执行时,实现一种基于空气检测的真空压铸系统的步骤;
[0108]
基于此设计了一种基于空气检测的真空压铸系统,包括模型腔、压铸模块、抽气模块、空气检测模块和智能控制模块,所述抽气模块用于抽取模型腔中的空气,所述空气检测模块用于检测模型腔以及抽气模块内的气压状况,所述智能控制模块根据所述空气检测模块检测的数据进行分析并控制所述抽气模块的抽气速率,所述压铸模块用于将液态金属在合适的气压状况下压入所述模型腔中;
[0109]
所述模型腔包括模具壳和模具,所述模具壳上设有液态入口和通气出口,所述模具壳内能够置放各种形状的模具,所述模具设有对应的液态入口和通气出口,所述模具壳上的液态入口内壁上设有双层密封卡槽,所述模具的液态入口外壁上设有对应的双层凸环,所述凸环嵌在所述密封卡槽内,所述密封结构用于防止液态金属通过所述液态入口进入所述模具内时直接渗透至模具与模具壳之间,所述模具的通气出口上设有阻液网,所述阻液网用于阻碍液态金属流通至所述通气出口,所述模具在阻液网上方设有泄流通道,所
述模具壳与模具之间设有泄流腔,所述泄流通道与所述泄流腔连通,在所述压铸模块作用下的液态金属在通过阻液网后经所述泄流通道流至所述泄流腔中,所述泄流腔中设有感应器,所述感应器检测到液态金属后停止所述压铸模块的工作,起到开关的作用,所述泄流腔中的液态金属能够被回收利用,所述泄流通道与所述泄流腔的设计还能防止液态金属经所述通气出口流至抽气模块中从而对抽气模块的使用造成影响;
[0110]
所述模具壳包括两片模具壳瓣,所述模具壳瓣的一侧通过转动装置转动连接,所述模具壳瓣的另一侧设有卡扣,首先打开所述模具壳瓣,将模具放置在模具壳中,再闭合所述模具壳瓣并扣上卡扣;
[0111]
所述空气检测装置包括多个气压传感器,其中所述模具壳的通气出口上设有第一气压传感器,所述第一气压传感器检测到的气压值为p1(t),所述泄流腔内壁上设有第二气压传感器,所述第二气压传感器检测到的气压值为p2(t),所述抽气模块内设有第三气压传感器,所述第三气压传感器检测到的气压值为p3(t),当所述抽气模块稳定工作时,所述p3(t)趋于稳定,其稳定值p3为:
[0112][0113]
其中,p
′
为标准大气压,v为抽气模块的抽气速度,k为抽气模块的降压系数,δ为系统的密封系数,所述降压系数由抽气模块的构造决定,为固定值并通过实际测试测出,将上式变换后能够得到密封系数δ:
[0114][0115]
在所述抽气模块工作后,p1(t)和p2(t)在经过一段时间后分别降低到最小值p1和p2并趋于稳定,且p2(t)始终略大于p1(t),所述模具内的气压值p
m
(t)通过下述公式得到:
[0116][0117]
其中,v
q
为所述泄流腔的体积,v
m
为所述模具内腔室体积;
[0118]
而p1、p2与p3的关系为:
[0119][0120][0121]
所述智能控制模块根据上述关系对所述抽气模块的抽气速度v进行控制,从而使p
m
(t)的值最终稳定在目标值p0;
[0122]
p
m
(t)稳定在p0后,启动压铸模块,液态金属缓慢的流入模具内,待模具内充满液态金属后,部分液态金属通过阻液网并流入至所述泄流通道,所述泄流腔内呈密封状态,p2(t)将随着泄流腔内流入的液态金属的增多而增大,当p2(t)达到阈值p
y
后,关闭压铸模块,p
y
的值为:
[0123][0124]
其中,v0为液态金属流入泄流腔内的预设体积;
[0125]
所述抽气模块包括真空罐和真空泵,所述真空泵连接在所述模型腔的通气出口和真空泵之间,所述第三气压传感器安装于真空罐内,所述真空泵包括泵壳体,所述泵壳体内部为泵室,所述泵室分别与进气口和出气口连通,所述泵室内设有主转子和副转子,在所述主转子与所述副转子的作用下,空气从所述进气口流入至所述泵室中,再从所述出气口流出泵室外,同时在所述泵室中形成低压区,所述真空罐与所述泵室间形成气压差,从而使所述真空罐中的气体不断流向所述泵室直至所述真空罐中的气压与泵室气压相同,所述主转子通过转轴固定安装于所述泵室中心区域,所述副转子通过转轴固定安装于出气口处,所述主转子包括多片扇叶,所述扇叶呈弧形,所述扇叶指向圆心的方向与所述主转子的转动方向相同,所述扇叶将所述泵室分割成多个子腔室,所述子腔室中的气体转动至出气口处时,在所述副转子的作用下部分气体从所述出气口流出,使子腔室内的气压减小,再转动至所述进气口时,所述真空罐内的气体补充至所述子腔室,不断重复循环,最终使所述真空罐内的气压减小到稳定值。
[0126]
实施例四。
[0127]
一种基于空气检测的真空压铸系统,包括模型腔、压铸模块、抽气模块、空气检测模块和智能控制模块,所述抽气模块用于抽取模型腔中的空气,所述空气检测模块用于检测模型腔以及抽气模块内的气压状况,所述智能控制模块根据所述空气检测模块检测的数据进行分析并控制所述抽气模块的抽气速率,所述压铸模块用于将液态金属在合适的气压状况下压入所述模型腔中;
[0128]
所述模型腔包括模具壳和模具,所述模具置于所述模具壳内,所述模具壳和所述模具均设有液态入口和通气出口,所述模具的液态入口紧贴于所述模具壳的液态入口,所述模具的通气出口紧贴于所述模具壳的通气出口;
[0129]
所述模具壳与所述模具之间设有泄流腔,所述模具的通气出口壁上设有泄流通道与所述泄流腔连通,所述模具壳的通气出口上设有第一气压传感器,其检测的气压值为p1(t),所述泄流腔内壁上设有第二气压传感器,其检测的值为p2(t);
[0130]
所述抽气模块内设有第三气压传感器,其检测到的气压值为p3(t),所述p3(t)在所述抽气模块以速度v抽气时的稳定值为p3,所述智能控制模块根据p3计算出密封系数δ:
[0131][0132]
其中,p
′
为标准大气压,k为与系统构造有关的降压系数并通过实际测试得出;
[0133]
所述p1(t)稳定值为p1,所述p2(t)稳定值为p2,而p1、p2与p3的关系为:
[0134][0135][0136]
其中,v
q
为所述泄流腔的体积,v
m
为所述模具内腔室体积;
(t)趋于稳定,其稳定值p3为:
[0149][0150]
其中,p
′
为标准大气压,v为抽气模块的抽气速度,k为抽气模块的降压系数,δ为系统的密封系数,所述降压系数由抽气模块的构造决定,为固定值并通过实际测试测出,将上式变换后能够得到密封系数δ:
[0151][0152]
在所述抽气模块工作后,p1(t)和p2(t)在经过一段时间后分别降低到最小值p1和p2并趋于稳定,且p2(t)始终略大于p1(t),所述模具内的气压值p
m
(t)通过下述公式得到:
[0153][0154]
其中,v
q
为所述泄流腔的体积,v
m
为所述模具内腔室体积;
[0155]
而p1、p2与p3的关系为:
[0156][0157][0158]
所述智能控制模块根据上述关系对所述抽气模块的抽气速度v进行控制,从而使p
m
(t)的值最终稳定在目标值p0;
[0159]
p
m
(t)稳定在p0后,启动压铸模块,液态金属缓慢的流入模具内,待模具内充满液态金属后,部分液态金属通过阻液网并流入至所述泄流通道,所述泄流腔内呈密封状态,p2(t)将随着泄流腔内流入的液态金属的增多而增大,当p2(t)达到阈值p
y
后,关闭压铸模块,p
y
的值为:
[0160][0161]
其中,v0为液态金属流入泄流腔内的预设体积;
[0162]
所述抽气模块包括真空罐和真空泵,所述真空泵连接在所述模型腔的通气出口和真空泵之间,所述第三气压传感器安装于真空罐内,所述真空泵包括泵壳体,所述泵壳体内部为泵室,所述泵室分别与进气口和出气口连通,所述泵室内设有主转子和副转子,在所述主转子与所述副转子的作用下,空气从所述进气口流入至所述泵室中,再从所述出气口流出泵室外,同时在所述泵室中形成低压区,所述真空罐与所述泵室间形成气压差,从而使所述真空罐中的气体不断流向所述泵室直至所述真空罐中的气压与泵室气压相同,所述主转子通过转轴固定安装于所述泵室中心区域,所述副转子通过转轴固定安装于出气口处,所述主转子包括多片扇叶,所述扇叶呈弧形,所述扇叶指向圆心的方向与所述主转子的转动方向相同,所述扇叶将所述泵室分割成多个子腔室,所述子腔室中的气体转动至出气口处时,在所述副转子的作用下部分气体从所述出气口流出,使子腔室内的气压减小,再转动至
所述进气口时,所述真空罐内的气体补充至所述子腔室,不断重复循环,最终使所述真空罐内的气压减小到稳定值;
[0163]
所述空气检测系统还包括气态金属检测器,所述气态金属检测器安装于连接在真空罐与模型腔之间的管道内壁上,由于模型腔内的液态金属处于高温低压状态,部分液态金属会气化并随空气一起进入管道,若不对所述气态金属进行处理,所述气态金属将会直接进入真空罐甚至真空泵中,对真空泵的使用造成影响;
[0164]
所述气态金属检测器内设有一条检测通道,所述检测通道的一侧设有微型气孔,所述微型气孔内能够喷射出气流,所述检测通道另一侧设有碰撞感应膜,所述碰撞感应膜上设有微小的感应元件,通道内的气体在气流作用下会撞向所述碰撞感应膜,由于气态金属比不同的气体分子具有较大的质量,所述感应元件通过设定感应值能够只对气态金属的撞击作出反应,通过所述碰撞感应膜上反应的感应元件的数量能够对空气中的气态金属浓度作出等级划分;
[0165]
所述气态金属检测器与所述真空罐之间设有气态金属回收装置,所述气态金属回收装置包括冷却网与回收槽,所述回收槽位于所述冷却网下方,所述冷却网与一温控装置相连,所述温控装置根据气态金属的浓度等级设置不同的冷却温度,空气中的气态金属在通过冷却网时会冷却液化并滴入下方的回收槽中,所述回收槽表面涂有脱模剂,防止液态金属固化后与所述回收槽黏连在一起。
[0166]
虽然上面已经参考各种实施例描述了本发明,但是应当理解,在不脱离本发明的范围的情况下,可以进行许多改变和修改。也就是说上面讨论的方法,系统和设备是示例。各种配置可以适当地省略,替换或添加各种过程或组件。例如,在替代配置中,可以以与所描述的顺序不同的顺序执行方法,和/或可以添加,省略和/或组合各种部件。而且,关于某些配置描述的特征可以以各种其他配置组合,如可以以类似的方式组合配置的不同方面和元素。此外,随着技术发展其中的元素可以更新,即许多元素是示例,并不限制本公开或权利要求的范围。
[0167]
在说明书中给出了具体细节以提供对包括实现的示例性配置的透彻理解。然而,可以在没有这些具体细节的情况下实践配置例如,已经示出了众所周知的电路,过程,算法,结构和技术而没有不必要的细节,以避免模糊配置。该描述仅提供示例配置,并且不限制权利要求的范围,适用性或配置。相反,前面对配置的描述将为本领域技术人员提供用于实现所描述的技术的使能描述。在不脱离本公开的精神或范围的情况下,可以对元件的功能和布置进行各种改变。
[0168]
综上,其旨在上述详细描述被认为是例示性的而非限制性的,并且应当理解,以上这些实施例应理解为仅用于说明本发明而不用于限制本发明的保护范围。在阅读了本发明的记载的内容之后,技术人员可以对本发明作各种改动或修改,这些等效变化和修饰同样落入本发明权利要求所限定的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1