一种晶圆研磨设备的制作方法
1.本发明涉及半导体加工领域,尤其涉及一种晶圆研磨设备。
背景技术:
2.晶圆在加工过程中通常需要对表面进行研磨,以提高表面的平坦度,去除表面存在的损伤,满足后续的加工需求。晶圆的研磨主要包括双面研磨和边缘研磨两个过程,双面研磨指的是对薄圆柱形的晶圆的上下表面同时进行研磨,而边缘研磨则是对晶圆的侧面进行研磨,使其形成特定形状的倒角。在双面研磨过程中,需要将晶圆设置于载盘上,然后将载盘设置于相对设置的研磨盘之间,这样,载盘相对于位于研磨盘转动,从而通过设置于研磨盘上的研磨垫实现对晶圆的研磨。载盘通常由金属制成,硬度较大,这导致研磨过程中可能由于受力不均匀而损伤晶圆。
技术实现要素:
3.本发明实施例提供一种晶圆研磨设备,以解决研磨过程中可能由于受力不均匀而损伤晶圆的问题。
4.本发明实施例提供了一种晶圆研磨设备,包括上研磨盘、下研磨盘和载盘,所述上研磨盘和所述下研磨盘相对设置,所述上研磨盘和所述下研磨盘相对的表面上分别设置有第一研磨垫;所述载盘设置于所述上研磨盘和下研磨盘之间,所述载盘上开设有容纳待研磨晶圆的容纳孔;
5.所述研磨设备还包括垫圈和第二研磨垫,所述垫圈设置于所述容纳孔内,所述垫圈呈环形,且所述垫圈的外壁与所述容纳孔的内壁相抵接;
6.所述第二研磨垫呈环形,所述第二研磨垫设置于所述容纳孔内,且所述第二研磨垫的外壁与所述垫圈的内壁抵接。
7.在一些实施例中,所述第二研磨垫的内壁包括呈弧形的第一部分,位于所述第一部分和所述第二研磨垫的上表面之间的第二部分以及位于所述第一部分和所述第二研磨垫的下表面之间的第三部分,所述第二部分和所述第三部分均沿着与所述第一部分相切的方向与所述第一部分相连。
8.在一些实施例中,所述第二研磨垫包括呈直线型的第一部分,位于所述第一部分和所述第二研磨垫的上表面之间的第二部分以及位于所述第一部分和所述第二研磨垫的下表面之间的第三部分,所述第一部分沿所述第二研磨垫的厚度方向延伸,所述第一部分和所述第二部分之间通过倒角结构连接,所述第一部分和所述第三部分之间通过倒角结构连接。
9.在一些实施例中,所述第二部分和所述第三部分均沿直线延伸;或者
10.所述第二部分和所述第三部分均呈弧线形,且所述第二部分和所述第三部分的圆心均位于远离所述研磨垫的一侧。
11.在一些实施例中,所述垫圈的内壁形状与所述第二研磨垫的内壁的形状相同。
12.在一些实施例中,所述载盘上还包括限位件,所述限位件至少具有第一工作位置和第二工作位置,在所述第一工作位置,所述限位件止抵所述垫圈的外壁或所述第二研磨垫的外壁以限制待研磨晶圆的自转,在所述第二工作位置,所述限位件与所述垫圈的外壁和所述第二研磨垫的外壁均相分离。
13.在一些实施例中,所述载盘的外部设置有外齿轮,所述外齿轮与行星轮和内齿轮相啮合,其中,所述内齿轮设置于所述下研磨盘上;
14.所述外齿轮包括避位部,所述限位件远离所述垫圈的一端设置于所述避位部;
15.所述内齿轮包括与所述避位部位置相对应的驱动件,所述驱动件至少具有第三工作位置和第四工作位置,其中,在所述驱动件位于所述第三工作位置时,所述载盘转动过程中与所述驱动件相分离,在所述驱动件位于所述第四工作位置时,所述载盘转动过程中,所述驱动件与所述限位件接触以使所述限位件移动至所述第一工作位置。
16.在一些实施例中,所述容纳孔的内壁上开设有限位槽,所述垫圈的外壁包括与所述限位槽形状相匹配的限位部,所述限位部与所述限位槽相配合以使所述垫圈与所述载盘固定连接。
17.在一些实施例中,所述垫圈的宽度为3.5至4毫米。
18.在一些实施例中,所述垫圈包括朝向所述上研磨盘的第一表面以及朝向所述下研磨盘的第二表面,所述第一表面上设置有第一加强环,所述第二表面上设置有第二加强环,所述第一加强环和所述第二加强环之间的距离小于或等于所述载盘的厚度,所述第一加强环和所述第二加强环的宽度均小于所述垫圈的宽度。
19.本发明实施例通过在载盘上设置垫圈和第二研磨垫,可以通过垫圈和第二研磨垫避免位于容纳孔中的晶圆直接与载盘接触,同时,也能够起到一定的缓冲效果,有助于保护晶圆,降低晶圆损伤的可能性,同时,通过设置第二研磨垫,能够实现在对晶圆表面研磨过程中同时对晶圆的边缘进行预研磨,去除一部分位于晶圆边缘的材料,有助于节约后续边缘研磨所需的时间,有助于提高生产效率。
附图说明
20.为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获取其他的附图。
21.图1是本发明一实施例晶圆研磨设备的结构示意图;
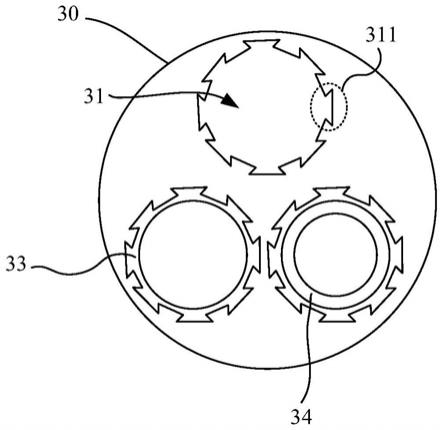
22.图2是本发明一实施例中载盘的结构示意图;
23.图3是本发明一实施例中载盘的又一结构示意图;
24.图4是本发明一实施例中垫圈的结构示意图;
25.图5是本发明一实施例中第二研磨垫的结构示意图;
26.图6是本发明一实施例中又一第二研磨垫的结构示意图;
27.图7是本发明一实施例中又一第二研磨垫的结构示意图;
28.图8是本发明一实施例中载盘和驱动件的配合示意图;
29.图9是本发明一实施例中载盘和驱动件的配合示意图。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。不冲突的情况下,下述实施例及实施例中的特征可以相互组合。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获取的所有其他实施例,都属于本发明保护的范围。
31.本发明提供了一种晶圆研磨设备,该晶圆研磨设备用于晶圆的双面研磨。
32.如图1所示,在一个实施例中,该晶圆研磨设备包括上研磨盘10、下研磨盘20和载盘30,上研磨盘10和下研磨盘20相对设置,上研磨盘10和下研磨盘20相对的表面上分别设置有第一研磨垫11;载盘30设置于上研磨盘10和下研磨盘20之间,如图2和图3所示,载盘30上开设有容纳待研磨晶圆的容纳孔31。
33.请继续参阅图1,该晶圆研磨设备还包括太阳轮21,太阳轮21的外部设置有齿轮,如图2所示,载盘30的外周设置有外齿轮32,如图1所示,下研磨盘20上设置有内齿轮22,载盘30的外齿轮32与太阳轮21和下研磨盘20的内齿轮22均啮合。
34.当太阳轮21转动时,能够驱动载盘30绕太阳轮21转动,载盘30绕太阳轮21转动的公转的同时还会绕自身的轴线自转,同时,上研磨盘10也会绕自身的轴线自转,这样,能够通过固定于上研磨盘10上的第一研磨垫11对载盘30中晶圆的上表面进行研磨,通过固定于下研磨盘20上的第一研磨垫11对晶圆的下表面进行研磨,实现对于晶圆的双面研磨过程。
35.研磨设备还包括垫圈33和第二研磨垫34。垫圈33设置于容纳孔31内,垫圈33呈环形,且垫圈33的外壁与容纳孔31的内壁相抵接。
36.垫圈33选择与硅片硬度接近的材料制作而成,例如pvdf(聚偏二氟乙烯)等,应当理解的是,载盘30通常选择金属材料制作,其硬度较高,如果载盘30直接与晶圆接触则可能由于局部应力集中而导致晶圆开裂,通过设置垫圈33,能够避免晶圆直接载盘30接触,从而提高对于晶圆的保护效果,有助于提高晶圆的平坦程度。
37.本实施例的晶圆研磨设备还包括第二研磨垫34,第二研磨垫34呈环形,第二研磨垫34设置于容纳孔31内,且第二研磨垫34的外壁与垫圈33的内壁抵接。
38.如图3所示,第二研磨垫34的形状与垫圈33基本相同,第二研磨垫34大致呈环形,第二研磨垫34的尺寸略小于垫圈33,这样,第二研磨垫34能够容纳于环形的垫圈33中。
39.应当注意的是,相关技术中,边缘研磨通常利用抛光鼓实现而并非利用研磨垫实现,本实施例中,第一研磨垫11主要利用其上下表面实现对晶圆表面的研磨,而第二研磨垫34利用其内壁实现对晶圆的边缘进行边缘研磨。
40.本实施例中,第二研磨垫34用于对晶圆的边缘进行预研磨,本技术发明人经过研究发现,在双面研磨过程中,随着载盘30的转动,晶圆同时也会相对于载盘30存在一定的自转,通过设置第二研磨垫34,能够一定程度上削减晶圆边缘部分的材料,充分利用双面研磨的工艺时间,使得后续进行边缘研磨时所需削减的材料数量减少,从而缩短边缘研磨所需的时间。
41.本发明实施例通过在载盘30上设置垫圈33和第二研磨垫34,可以通过垫圈33和第二研磨垫34避免位于容纳孔31中的晶圆直接与载盘30接触,同时,也能够起到一定的缓冲效果,有助于保护晶圆,降低晶圆损伤的可能性,同时,通过设置第二研磨垫34,能够实现在
对晶圆表面研磨过程中同时对晶圆的边缘进行预研磨,去除一部分位于晶圆边缘的材料,有助于节约后续边缘研磨所需的时间,有助于提高生产效率。
42.如图5所示,在一些实施例中,所需制作的晶圆为r型倒角的晶圆,第二研磨垫34的内壁包括呈弧形的第一部分341,位于第一部分341和第二研磨垫34的上表面之间的第二部分342以及位于第一部分341和第二研磨垫34的下表面之间的第三部分343,第二部分342和第三部分343均沿着与第一部分341相切的方向与第一部分341相连。
43.第二研磨垫34的内壁指的是第二研磨垫34靠近其环形结构的圆心一侧表面,其上表面指的是朝向上研磨盘10的一侧表面,下表面指的是朝向下研磨盘20的一侧表面。
44.对于具有r型倒角的晶圆来说,其边缘整体大致呈弧形,相应的,第二研磨垫34包括呈弧形的第一部分341,从而能够通过第二研磨垫34对晶圆进行预研磨,使得其侧面形状大致呈弧形,以减少后续的边缘研磨工序的时间。
45.如图6所示,在另外一些实施例中,所需制作的晶圆为t型倒角的晶圆,第二研磨垫34包括呈直线型的第一部分341,位于第一部分341和第二研磨垫34的上表面之间的第二部分342以及位于第一部分341和第二研磨垫34的下表面之间的第三部分343,第一部分341沿第二研磨垫34的厚度方向延伸,第一部分341和第二部分342之间通过倒角结构连接,第一部分341和第三部分343之间通过倒角结构连接。
46.区别于图5所示实施例,本实施例的第二研磨垫34针对具有t型倒角的晶圆,t型倒角的晶圆的边缘存在一部分大致沿晶圆的厚度方向延伸,这样,通过设置呈直线型的第一部分341,能够使得研磨获得的晶圆其边缘大致符合t型倒角的形状,以便于提高后续边缘研磨的效率,减少工序时间。
47.这样,本发明实施例通过设置第二研磨垫34的内壁的形状,能够满足不同形状倒角的晶圆的制作,提高了适用性和通用性。
48.请同时参阅图5和图7,如图5所示,在一些实施例中,第二部分342和第三部分343可以沿直线延伸,这样,研磨获得的晶圆的边缘形状与所需制作的晶圆的边缘形状基本相同,进一步通过精度更高的边缘研磨可以完成晶圆的制作。如图7所示,在另外一些实施例中,第二部分和第三部分均呈弧线形,且第二部分和第三部分的圆心均位于远离研磨垫的一侧。本实施例能够为边缘预留更多的余量,以便去除可能存在的损伤,有助于提高后续进行的边缘研磨的精度,提高晶圆的质量。
49.垫圈33的内壁指的是垫圈33朝向第二研磨垫34的一侧表面。在一些实施例中,垫圈33的内壁形状与第二研磨垫34的内壁的形状相同,相应的,第二研磨垫34朝向垫圈33的一侧表面(或称第二研磨垫34的外壁)的形状也与之相同,这样,能够提高第二研磨垫34和垫圈33的配合效果,同时,当在工艺需要时,可以取下第二研磨垫34而仅保留垫圈33,这样,能够通过具有该特定形状的垫圈33内壁提高对于晶圆的保护效果。
50.在另外一些实施例中,为了便于加工,第二研磨垫34的外壁可以是平面,即第二研磨垫34的外壁沿着垂直于载盘30表面的方向延伸,第二研磨垫34和垫圈33之间可以通过粘接层填充,同时还能够实现第二研磨垫34和垫圈33之间的固定连接。
51.如图3所示,在一些实施例中,容纳孔31的内壁上开设有限位槽311,垫圈33的外壁包括与限位槽311形状相匹配的限位部331,通过设置限位部331与限位槽311相配合,能够使得垫圈33与载盘30固定连接,避免载盘30自转时,垫圈33与载盘30发生相对转动。
52.在一些实施例中,垫圈33的宽度为3.5至4毫米,通过控制垫圈33的宽度,能够提高垫圈33对于力的传递的分散效果,避免来自载盘30的力过于集中的作用于某一局部位置而导致晶圆损坏。
53.在一些实施例中,垫圈33包括朝向上研磨盘10的第一表面以及朝向下研磨盘20的第二表面,第一表面上设置有第一加强环,第二表面上设置有第二加强环,第一加强环和第二加强环的宽度均小于垫圈33的宽度。
54.应当理解的是,双面研磨过程通常需要持续较长的时间,而载盘30需要在上研磨盘10和下研磨盘20之间持续运动,相当于对载盘30的上下表面进行持续的抛光处理,因此,为了避免垫圈33损坏,本实施例中进一步设置了第一加强环和第二加强环,第一加强环和第二加强环可以选用金属制成,其大致呈环形,以在对晶圆进行双面研磨过程中保护垫圈33的两侧个表面。
55.进一步的,第一加强环和第二加强环之间的距离小于或等于载盘30的厚度,这里,第一加强环和第二加强环之间的距离指的是第一加强环的上表面与第二加强环的下表面之间的距离,也可以理解为附加有第一加强环和第二加强环的垫圈33的厚度。通过控制垫圈33的厚度小于或等于载盘30的厚度,能够降低双面研磨过程中垫圈33与研磨垫之间的压力和摩擦力,从而实现降低垫圈33的磨损的效果。
56.如图8和图9所示,在一些实施例中,载盘30上还包括限位件35,限位件35至少具有第一工作位置和第二工作位置,如图9所示,在第一工作位置,限位件35止抵垫圈33的外壁或第二研磨垫34的外壁以限制待研磨晶圆的自转,如图8所示,在第二工作位置,限位件35与垫圈33的外壁和第二研磨垫34的外壁均相分离,也可以理解为限位件35不向垫圈33或第二研磨垫34施加推力。
57.应当理解的是,双面研磨的持续时间通常较长,可能长达数小时甚至更长,这一过程中,如果对其边缘持续进行研磨可能导致研磨过度,因此,本实施例中进一步设置了限位件35。
58.如图8所示,在第二工作位置,限位件35与垫圈33的外壁和第二研磨垫34的外壁均相分离,此时,限位件35不会对晶圆造成任何影响。
59.如图9所示,当限位件35移动至第一工作位置时,限位件35由外侧挤压垫圈33或第二研磨垫34,这样,相当于施加一沿晶圆法向的压力,由于该压力的存在,使得晶圆与第二研磨垫34之间的压力增加,进一步导致晶圆与第二研磨垫34之间的摩擦力增加,以限制晶圆继续自转,此时,晶圆与第二研磨垫34之间不会发生自转,从而相当于终止了对晶圆进行边缘研磨。
60.请同时参阅图8和图9,在一些实施例中,载盘30的外部设置有外齿轮32,外齿轮32与行星轮和内齿轮22相啮合,其中,内齿轮22设置于下研磨盘20上。
61.应当理解的是,在实际工作时,内齿轮22与外齿轮32应当是啮合的,图8和图9中仅以相分离的方式示出内齿轮22与外齿轮32,以更清晰的表明限位件35和驱动件221的位置。
62.外齿轮32包括避位部321,限位件35远离垫圈33的一端设置于避位部321;内齿轮22包括与避位部321位置相对应的驱动件221,驱动件221至少具有第三工作位置和第四。
63.如图8所示,在驱动件221位于第三工作位置时,载盘30转动过程中与驱动件221相分离,如图9所示,在驱动件221位于第四工作位置时,载盘30转动过程中,驱动件221与限位
件35接触以使限位件35移动至第一工作位置。
64.应当理解的是,对于晶圆的双面研磨需要持续进行,而为了避免对双面研磨过程造成干扰,本实施例中,将限位件35设置于载盘30内部。
65.为了驱动载盘30自转,载盘30的外部设置有外齿轮32,为了避免对载盘30的自转造成干扰,本实施例中进一步在外齿轮32处设置了避位部321。
66.如图8和图9所示,在一个实施例中,该避位部321为位于载盘30厚度方向的中央位置的缺口,缺口的上下两侧仍然能实现齿轮所需实现的功能,不会影响其正常传动效果。
67.限位件35大致呈杆状,其一端朝向垫圈33的外壁,另一端位于该避位部321处。当限位件35受到来自外部的挤压时,向靠近垫圈33的一侧移动,挤压垫圈33或第二研磨垫34并固定于该第一工作位置,从而实现对晶圆的限位效果,当研磨结束后,可以由工作人员将其手动复位至第二工作位置。
68.应当理解的是,上研磨盘10和下研磨盘20之间的距离较小,而研磨过程中途是不便于停止或中断的,本实施例中进一步设置了驱动件221以驱动限位件35移动至第二工作位置。
69.在一个实施例中,在下研磨盘20的内齿轮22处设置了与内齿轮22的避位部321位置相对应的避位口222,驱动件221大致呈弧形,且沿着该避位口222分布,驱动件221的长度大于载盘30的周长,这样,当载盘30旋转过程中,必然会导致驱动件221与限位件35接触,以通过驱动件221驱动限位件35移动至第二工作位置。
70.使用过中,首先使得驱动件221位于远离该避位口222的位置,这样,载盘30转动过程中,驱动件221与限位件35相分离,不会使得限位件35移动至第二工作位置,能够实现正常的边缘研磨功能,当研磨进程进行了足够长的时间后,为了避免对晶圆的边缘过度研磨,控制驱动件221移动至避位口222处,这样,当载盘30公转至该避位口222处时,限位件35与驱动件221抵接,并在驱动件221的推动下移动至第一工作位置,实现限制晶圆自转。
71.本发明实施例通过在载盘30上设置垫圈33和第二研磨垫34,可以通过垫圈33和第二研磨垫34避免位于容纳孔31中的晶圆直接与载盘30接触,同时,也能够起到一定的缓冲效果,有助于保护晶圆,降低晶圆损伤的可能性,同时,通过设置第二研磨垫34,能够实现在对晶圆表面研磨过程中同时对晶圆的边缘进行预研磨,去除一部分位于晶圆边缘的材料,有助于节约后续边缘研磨所需的时间,有助于提高生产效率。
72.以上,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1