铝合金压铸件切边系统的制作方法
1.本发明涉及铝件加工设备技术领域,具体涉及铝合金压铸件切边系统。
背景技术:
2.铸件是用各种铸造方法获得的金属成型物件,即把冶炼好的液态金属,用浇注、压射、吸入或其它浇铸方法注入预先准备好的铸型中,冷却后经打磨等后续加工手段后,所得到的具有一定形状,尺寸和性能的物件。
3.铝合金压铸件是一种常见的铸件,铸件因采用浇铸成型的方式进行造型,受液态金属流动至模腔的充盈性影响,容易在上下模分断处出现溢流边,而对于这样的溢流边,常采用铝合金压铸件切边系统对边进行切割,但是现有的铝合金铸件切边系统只能对单一铸件进行作业,且每次切割作业周期长,效率低。
技术实现要素:
4.为了克服上述的技术问题,本发明的目的在于提供铝合金压铸件切边系统,通过在轨组二和轨组三的上部均滑动连接有通过钢丝绳连接的用于固定切模模具的模架,在柜体的顶面两个短边侧壁均通过铰链转动连接有分别固定轨组一和轨组四的侧板,这样将轨组二与轨组一拼接,将轨组三与轨组四拼接,从而实现两组模架循环交替进入滑板下部进行作业,柜体的侧壁开拆卸固定有用于支撑对应侧板的斜撑架,通过设置两组可移动的模架能够对铸件进行多种组合的循环切边,从而提升切边系统的切边效率;通过采用滑动转座一、滑动转座二、两个转动座和两个自动支撑杆构成的支撑系统,整体体积小巧,结构简单,纵向位移量大,从而能够满足多种尺寸的切模配合使用;通过三通管和管道对自动支撑杆进行连接,从而构成封闭系统,这样两组模架中一个受力压缩,另一个就会受力伸展,从而便于操作人员对开启状态的模架放置待加工的铸件,从而提升铸件进入进出切模的效率。
5.本发明的目的可以通过以下技术方案实现:铝合金压铸件切边系统,包括柜体,所述柜体的顶面四个拐角均固定有滑柱,四个所述滑柱的顶面之间固定有顶板,所述顶板的顶面中心位置处固定有竖直向下的液压缸,四个所述滑柱介于柜体和顶板之间的外壁滑动有滑板,且所述液压缸的传动端与滑板滑动连接,所述柜体的顶面固定有平行设置的轨组二和轨组三,所述轨组二和轨组三的上部均滑动连接有用于固定模具的模架,且两个所述模架之间连接有钢丝绳;所述柜体的顶面两个短边侧壁均通过铰链转动连接有侧板,一侧的侧板的顶面固定有与轨组二拼接的轨组一,另一侧的侧板的顶面固定有与轨组三拼接的轨组四,这样将轨组二与轨组一拼接,将轨组三与轨组四拼接,从而实现两组模架循环交替进入滑板下部进行作业,所述柜体的侧壁开拆卸固定有用于支撑对应侧板的斜撑架,通过设置两组可移动的模架能够对两组铸件进行循环切边,从而提升切边系统的切边效率。
6.进一步在于:两个所述模架的朝向相对,且临近位置的轨组二和轨组三单轨之间
间距为5
‑
8cm,该距离便于两组模架进行相互插接,从而能够在需要使用时或者运输时,节省空间。
7.进一步在于:所述模架包括下匚架,所述下匚架的底面固定有与对应位置的轨组二或轨组三滑动连接的滑块,所述下匚架的上部平行设置有上匚架,所述下匚架的顶面的一组对顶角位置处固定有转动座,所述上匚架的底面与转动座所在位置相背离的一组对顶角位置处均设置有滑槽,且两个滑槽内分别滑动连接有滑动转座一和滑动转座二,其中,滑动转座一位于上匚架的端部,所述滑动转座一和滑动转座二各自通过自动支撑杆与处于对角线位置的转动座转动连接,通过采用滑动转座一、滑动转座二、两个转动座和两个自动支撑杆构成的支撑系统,整体体积小巧,结构简单,纵向位移量大,从而能够满足多种尺寸的切模配合使用。
8.进一步在于:所述滑槽的长度小于上匚架长度的二分之一,这样能够避免滑动转座一和滑动转座二移动位置过大,造成上匚架翻转,影响上下切模的对齐。
9.进一步在于:所述上匚架的内部位于滑动转座一所在的拐角位置处内部固定有限位板,所述滑动转座一与限位板之间设置有拉伸弹簧一,所述滑动转座二与上匚架的端部之间设置有拉伸弹簧二,通过设置拉伸弹簧一和拉伸弹簧二能够对滑动转座一和滑动转座二进行拉动,从而在不受压力的状态下,模架能够处于撑展状态。
10.进一步在于:所述上匚架的内部两个拐角处均固定有导向轮,所述滑动转座一的外部固定有牵引绳的一端,所述牵引绳的另一端依次经过两个导向轮与滑动转座二的侧壁固定连接,通过设置牵引绳连接滑动转座一和滑动转座二能够保证二者位移的同步性,这样上匚架、滑动转座一和滑动转座二三者受力均匀,避免局部磨损影响模架的使用寿命。
11.进一步在于:所述自动支撑杆包括下套管,所述下套管的内部滑动连接有内滑杆,所述内滑杆与下套管的内部设置有复位弹簧,所述内滑杆和下套管各自背离的端部均固定有连接环,所述连接环通过轴销与对应位置的转动座或滑动转座一或滑动转座二转动连接,通过设置复位弹簧驱动的内滑杆和下套管能够在不受外力时,带动上匚架和下匚架分离。
12.进一步在于:所述内滑杆的侧壁连接有排液管,同一模架的两个排液管之间连接有三通管的两个端口,两个所述模架的三通管之间通过管道连接,通过三通管和管道对自动支撑杆进行连接,从而构成封闭系统,这样两组模架中一个受力压缩,另一个就会受力伸展,从而便于操作人员对开启状态的模架放置待加工的铸件。
13.进一步在于:所述自动支撑杆及管道内部填充有液压油,通过填充液压油能够提升传动的稳定性和强度。
14.进一步在于:所述模架的底部粘附固定有硬质刷毛,通过硬质刷毛能够将落在柜体上部的碎屑进行清扫。
15.本发明的有益效果:1、通过在铝合金压铸件切边系统柜体的顶面固定有平行设置的轨组二和轨组三,然后在轨组二和轨组三的上部均滑动连接有通过钢丝绳连接的用于固定切模模具的模架,在柜体的顶面两个短边侧壁均通过铰链转动连接有分别固定轨组一和轨组四的侧板,这样将轨组二与轨组一拼接,将轨组三与轨组四拼接,从而实现两组模架循环交替进入滑板下部进行作业,柜体的侧壁开拆卸固定有用于支撑对应侧板的斜撑架,通过设置两组可移动
的模架能够对铸件进行多种组合的循环切边,从而提升切边系统的切边效率;2、通过将模架的下匚架底面固定有与对应位置的轨组二或轨组三滑动连接的滑块,在下匚架的上部平行设置有上匚架,然后将下匚架的顶面的一组对顶角位置处固定有转动座,并在上匚架的底面与转动座所在位置相背离的一组对顶角位置处均滑槽,同时在两个滑槽内分别滑动连接有滑动转座一和滑动转座二,然后将滑动转座一和滑动转座二各自通过自动支撑杆与处于对角线位置的转动座转动连接,通过采用滑动转座一、滑动转座二、两个转动座和两个自动支撑杆构成的支撑系统,整体体积小巧,结构简单,纵向位移量大,从而能够满足多种尺寸的切模配合使用;3、将模架的自动支撑杆的下套管内部滑动连接有内滑杆,并通过复位弹簧连接内滑杆的内顶与下套管的内底,连接环通过轴销与对应位置的转动座或滑动转座一或滑动转座二转动连接,通过设置复位弹簧驱动的内滑杆和下套管能够在不受外力时,带动上匚架和下匚架分离,在内滑杆的侧壁连接有排液管,将同一模架的两个排液管之间连接有三通管的两个端口,两个模架的三通管之间通过管道连接,通过三通管和管道对自动支撑杆进行连接,从而构成封闭系统,这样两组模架中一个受力压缩,另一个就会受力伸展,从而便于操作人员对开启状态的模架放置待加工的铸件,从而提升铸件进入进出切模的效率。
附图说明
16.下面结合附图对本发明作进一步的说明。
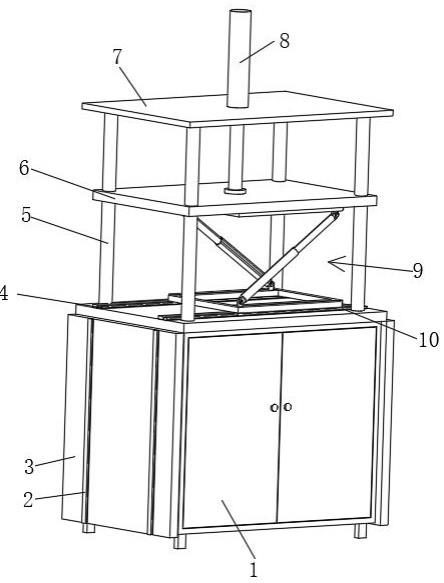
17.图1是本发明铝合金压铸件切边系统的收纳状态结构示意图;图2是本发明中铝合金压铸件切边系统的展开状态结构示意图;图3是本发明中铝合金压铸件切边系统无模架状态的结构示意图;图4是本发明中模架的底部结构示意图;图5是本发明中模架的顶部结构示意图;图6是本发明中上匚架的内部结构示意图;图7是本发明中图6的a处局部放大图;图8是本发明中滑动转座二的结构示意图;图9是本发明中自动支撑杆的内部结构示意图。
18.图中:1、柜体;2、轨组一;3、侧板;4、轨组二;5、滑柱;6、滑板;7、顶板;8、液压缸;9、模架;91、转动座;92、下匚架;93、滑块;94、滑动转座一;95、自动支撑杆;951、连接环;952、排液管;953、下套管;954、内滑杆;955、复位弹簧;96、滑动转座二;97、上匚架;971、滑槽;972、拉伸弹簧一;973、牵引绳;974、限位板;975、导向轮;976、拉伸弹簧二;10、轨组三。
具体实施方式
19.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
20.请参阅图1
‑
9所示,铝合金压铸件切边系统,包括柜体1,柜体1的顶面四个拐角均固定有滑柱5,四个滑柱5的顶面之间固定有顶板7,顶板7的顶面中心位置处固定有竖直向
下的液压缸8,四个滑柱5介于柜体1和顶板7之间的外壁滑动有滑板6,且液压缸8的传动端与滑板6滑动连接,柜体1的顶面固定有平行设置的轨组二4和轨组三10,轨组二4和轨组三10的上部均滑动连接有用于固定模具的模架9,且两个模架9之间连接有钢丝绳;柜体1的顶面两个短边侧壁均通过铰链转动连接有侧板3,一侧的侧板3的顶面固定有与轨组二4拼接的轨组一2,另一侧的侧板3的顶面固定有与轨组三10拼接的轨组四,这样将轨组二4与轨组一2拼接,将轨组三10与轨组四拼接,从而实现两组模架9循环交替进入滑板6下部进行作业,柜体1的侧壁开拆卸固定有用于支撑对应侧板3的斜撑架,通过设置两组可移动的模架9能够对两组铸件进行循环切边,从而提升切边系统的切边效率。
21.两个模架9的朝向相对,且临近位置的轨组二4和轨组三10单轨之间间距为5
‑
8cm,该距离便于两组模架9进行相互插接,从而能够在需要使用时或者运输时,节省空间。
22.模架9包括下匚架92,下匚架92的底面固定有与对应位置的轨组二4或轨组三10滑动连接的滑块93,下匚架92的上部平行设置有上匚架97,下匚架92的顶面的一组对顶角位置处固定有转动座91,上匚架97的底面与转动座91所在位置相背离的一组对顶角位置处均设置有滑槽971,且两个滑槽971内分别滑动连接有滑动转座一94和滑动转座二96,其中,滑动转座一94位于上匚架97的端部,滑动转座一94和滑动转座二96各自通过自动支撑杆95与处于对角线位置的转动座91转动连接,通过采用滑动转座一94、滑动转座二96、两个转动座和两个自动支撑杆95构成的支撑系统,整体体积小巧,结构简单,纵向位移量大,从而能够满足多种尺寸的切模配合使用,滑槽971的长度小于上匚架97长度的二分之一,这样能够避免滑动转座一94和滑动转座二96移动位置过大,造成上匚架97翻转,影响上下切模的对齐。
23.上匚架97的内部位于滑动转座一94所在的拐角位置处内部固定有限位板974,滑动转座一94与限位板974之间设置有拉伸弹簧一972,滑动转座二96与上匚架97的端部之间设置有拉伸弹簧二976,通过设置拉伸弹簧一972和拉伸弹簧二976能够对滑动转座一94和滑动转座二96进行拉动,从而在不受压力的状态下,模架9能够处于撑展状态,上匚架97的内部两个拐角处均固定有导向轮975,滑动转座一94的外部固定有牵引绳973的一端,牵引绳973的另一端依次经过两个导向轮975与滑动转座二96的侧壁固定连接,通过设置牵引绳973连接滑动转座一94和滑动转座二96能够保证二者位移的同步性,这样上匚架97、滑动转座一94和滑动转座二96三者受力均匀,避免局部磨损影响模架9的使用寿命。
24.自动支撑杆95包括下套管953,下套管953的内部滑动连接有内滑杆954,内滑杆954与下套管953的内部设置有复位弹簧955,内滑杆954和下套管953各自背离的端部均固定有连接环951,连接环951通过轴销与对应位置的转动座91或滑动转座一94或滑动转座二96转动连接,通过设置复位弹簧955驱动的内滑杆954和下套管953能够在不受外力时,带动上匚架97和下匚架92分离,内滑杆954的侧壁连接有排液管952,同一模架9的两个排液管952之间连接有三通管的两个端口,两个模架9的三通管之间通过管道连接,通过三通管和管道对自动支撑杆95进行连接,从而构成封闭系统,这样两组模架9中一个受力压缩,另一个就会受力伸展,从而便于操作人员对开启状态的模架放置待加工的铸件。
25.自动支撑杆95及管道内部填充有液压油,通过填充液压油能够提升传动的稳定性和强度,模架9的底部粘附固定有硬质刷毛,通过硬质刷毛能够将落在柜体1上部的碎屑进行清扫。
26.工作原理:运输时,将两个模架9相向移动,相互套接在一起,然后控制液压缸8伸
长,带动滑板6对两个模架9进行挤压,撤去斜撑架将侧板3翻转至竖直状态,可实现对铝合金压铸件切边系统的运输;使用时,将侧板3翻转至水平状态,然后通过斜撑架进行支撑固定;当需要对一组铝合金压铸件进行切边操作时,且只有一套上、下切模时,将两个模架9相互套接在一起,并处于压缩状态,然后将上切模固定在滑板6的底面,将下切模固定在组合状态的两个模架9顶面,将两个模架9与对应的轨组三10和轨组二4进行固定,通过液压缸8的伸缩,实现上、下切模的切割和分离,从而对铝合金铸件进行加工;同一铝合金压铸件模具具有一个上切模和两个下切模时,将两个模架9分离并处于压缩状态,并将两个模架9通过钢丝绳进行连接,且两个模架9之间的中心距为侧板3的长度,将上切模与滑板6顶面固定,将两个下切模分别与处于压缩状态的模架9顶面固定,然后在对应处于对位位置的下匚架92进行限位,使得到达指定位置后,就停止移动,用户在进行作业时,可从两侧将待切边的模具放置在位于侧板3上的下切模上,然后通过液压缸8的伸缩,实现上、下切模的切割和分离,切割完成后,处于无模架9的一侧工作人员,拖动处于牵引状态的两个模架9,从而将加工完成的移出,未加工的下切模移入;具有同一铝合金压铸件的两组切模或者两组不同铝合金压铸件切模,将两个模架9分离,并将模架9设置成展开状态,然后将两个模架9通过钢丝绳进行连接,且两个模架9之间的中心距为侧板3的长度,并且将两组模具的上切模和下切模分别固定在对应的模架9的上匚架97和下匚架92内部,将四个排液管952通过两个三通管和管道进行连接,用户进行作业时,可从两侧将待切边的模具放置在位于侧板3上已经分离的下切模上,然后通过液压缸8的伸缩,实现上、下切模的切割和分离,切割完成后,处于无模架9的一侧工作人员,拖动处于牵引状态的两个模架9,从而将加工完成的移出,未加工的下切模移入,在切割的过程中,由于一侧的压缩迫使自动支撑杆95内的液压油,向着处于收缩状态的自动支撑杆95移动,从而将自动支撑杆95伸长,便于未加工的铝合金铸件放入。
27.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
28.以上内容仅仅是对本发明所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1