一种金属型模管内壁抛修自动线
:
1.本发明涉及高温合金模具加工领域,具体涉及一种金属型模管内壁抛修自动线。
背景技术:
2.高温合金是制造航空、航天、汽车、石化等领域热端部件的关键材料,高温合金在制造航空、航天、汽车、石化等领域热端部件的关键材料,高温合金的母合金是一切高温合金部件的材料源头,其品质的高低直接影响了最终铸件的铸造成品率和可靠服役。在母合金浇铸及冷却过程当中,模管直接与合金液接触,其内壁的质量条件直接影响合金棒表面质量。
3.传统的对母合金浇铸模管的打磨方式是人工打磨,人工打磨方法去除内壁氧化皮效果有限、质量不一致,且效率低下、劳动强度大。目前现有设备主要通过高压水冲洗及抛丸清理等方式进行模管内壁清理。高压水冲洗的清理效率较高,但以水作为清洗介质容易造成内壁氧化,造成金属型铸模锈蚀,并且高压设备成本较高,对于安装环境的要求较为苛刻;而抛丸清理虽然可避免金属型内壁的二次氧化,但抛丸机使用时噪音污染大且无有效的碎屑粉尘收集装置,对除尘系统要求较高,需设置额外的密闭清理空间和除尘系统,并且对于金属型模管的尺寸要求较为严格,无法清理纵深较大的柱状模管。
技术实现要素:
4.本发明的目的在于提供一种金属型模管内壁抛修自动线,解决现有技术中高压水清理容易使金属型铸模锈蚀,抛丸清理对设备要求高、难以清理纵深较大柱状模管等问题。
5.本发明采取的技术解决方案是:
6.一种金属型模管内壁抛修自动线,包括上料机构、工件托架机构、压紧装置、磨头驱动及移动机构、除尘装置、下料架、机械手、电气控制系统、床身,具体结构如下:
7.机械手位于并排设置的上料机构、下料架之间,上料机构、下料架的一侧设置床身,床身上设有工件托架机构、压紧装置、磨头驱动及移动机构,工件托架机构、压紧装置位于床身上的一侧,且工件托架机构与压紧装置相对应,工件托架机构的一侧与磨头驱动及移动机构和除尘装置相对应,除尘装置的除尘机设置于床身旁边,除尘装置的其他部分设置于床身上的另一侧,下料架的另一侧设有电气控制系统。
8.所述的金属型模管内壁抛修自动线,上料机构由上料架、翻料气缸、翻料气缸支座、气动拨爪、拨爪支座、定位托架导轮和轴向对齐装置组成,上料架前段靠近床身位置安装有定位托架导轮和轴向对齐装置,轴向对齐装置与定位托架导轮上的模管工件一端沿轴向相对应,上料架下面则安装有气动拨爪以及与其相对应并配合的翻料气缸,翻料气缸通过翻料气缸支座固定在上料架上,气动拨爪通过拨爪支座固定在上料架上。
9.所述的金属型模管内壁抛修自动线,工件托架机构由托架导轮驱动电机、皮带、主动托架导轮支撑轴、主动托架导轮后支座、主动托架导轮前支座、主动托架导轮一、主动托架导轮二、主动托架导轮三、从动托架导轮支撑轴、从动托架导轮后支座、从动托架导轮前
支座、从动托架导轮一、从动托架导轮二、从动托架导轮三组成,主动托架导轮和从动托架导轮各三个,分别安装在各自的支承轴上,主动托架导轮和从动托架导轮一一对应,水平的主动托架导轮支撑轴和从动托架导轮支撑轴并排平行设置,主动托架导轮支撑轴的两端分别通过轴承安装于主动托架导轮后支座、主动托架导轮前支座,主动托架导轮一、主动托架导轮二、主动托架导轮三均匀安装在主动托架导轮支撑轴上,从动托架导轮支撑轴的两端分别通过轴承安装于从动托架导轮后支座、从动托架导轮前支座,从动托架导轮一、从动托架导轮二、从动托架导轮三均匀安装在从动托架导轮支撑轴上,托架导轮驱动电机的输出端通过皮带与主动托架导轮一传动连接。
10.所述的金属型模管内壁抛修自动线,托架导轮驱动电机、主动托架导轮后支座、主动托架导轮前支座、从动托架导轮后支座、从动托架导轮前支座均安装并固定在床身上。
11.所述的金属型模管内壁抛修自动线,压紧装置由压轮固定板、橡胶压轮、压紧臂、气缸、气缸支座、气缸支柱组成,气缸支柱固定在床身上,气缸通过气缸支座固定在气缸支柱上,压紧臂为平直段与弯折段的一体结构,压紧臂的平直段一端、弯折段一端交接处与气缸支柱的顶部铰接,平直段的另一端与气缸的活塞杆连接,弯折段的另一端与压轮固定板铰接,压轮固定板上安装与工件托架机构上工件对应的橡胶压轮。
12.所述的金属型模管内壁抛修自动线,磨头驱动及移动机构中,磨头驱动机构包括磨头、磨杆、磨头驱动电机减速器、磨头驱动电机、磨头驱动机构支座、磨头驱动电机座,磨头驱动电机减速器、磨头驱动电机、磨头驱动电机座设置于磨头驱动机构支座上,磨头驱动电机安装于磨头驱动电机座的一侧,磨头驱动电机的输出端与磨头驱动电机减速器连接,磨头驱动电机减速器的输出端沿水平方向安装磨杆,磨杆前端安装与模管内壁对应的磨头,磨头驱动电机经磨头驱动电机减速器进行减速后输出的动力作为磨杆动力。
13.所述的金属型模管内壁抛修自动线,磨头驱动及移动机构中,移动机构分为横向移动机构和纵向移动机构两部分并固定在床身上,其中:
14.横向移动机构由横向移动电机、横向移动滑轨、横向移动滑块组成,两个水平的横向移动滑轨平行设置于床身上,且与磨杆平行,磨头驱动机构支座底部通过横向移动滑块安装于横向移动滑轨上,且与横向移动滑轨呈滑动配合;横向移动电机固定在床身上,横向移动电机的输出端与磨头驱动机构支座相连,横向移动滑轨负责横向路径,横向移动滑块与磨头驱动机构的磨头驱动机构支座相连;
15.纵向移动机构由纵向移动电机、纵向移动滑轨、纵向移动滑块、纵向移动电机座组成,纵向移动电机座固定于床身,纵向移动电机设置于纵向移动电机座顶部,纵向移动电机座与磨头驱动电机座相对应的一侧沿竖向设有两个平行的纵向移动滑轨,纵向移动电机座通过纵向移动滑块与纵向移动滑轨连接,且与纵向移动滑轨呈滑动配合,纵向移动电机的输出端与纵向移动电机座相连,纵向移动滑轨负责升降路径,纵向移动滑块与磨头驱动机构的纵向移动电机座相连。
16.所述的金属型模管内壁抛修自动线,除尘装置由头部吸尘管道、头部吸尘口、头部集尘斗、尾部吸尘管道、尾部吸尘口、尾部集尘斗、除尘机组成,在工件托架机构上的工件两端口部下方设置集尘斗:头部集尘斗、尾部集尘斗,在工件托架机构上的工件两端口部上方设置吸尘口:头部吸尘口、尾部吸尘口,通过头部吸尘管道连接头部吸尘口和头部集尘斗,通过尾部吸尘管道连接尾部吸尘口和尾部集尘斗,头部吸尘管道、尾部吸尘管道分别通过
管路连接除尘机,将工件两端的吸尘管道汇集到一起,通过单机除尘机进行吸尘。
17.所述的金属型模管内壁抛修自动线,电气控制系统,由电控柜、按钮或旋钮、操作面板组成,电控柜通过线路与按钮或旋钮、操作面板连接,电气控制系统的自动运行循环如下:按下自动启动按钮或旋钮
→
上料机构的气动拨爪将一根工件拨送到定位托架导轮上
→
轴向对齐装置的活塞杆伸出,将工件进行轴向对齐与限位
→
随后轴向对齐装置的活塞杆复位
→
机械手抓取工件放置到工件托架机构上
→
气动压紧装置压紧工件
→
磨头纵向移动电机驱动磨杆、磨头与工件对齐
→
主动托架导轮旋转,带动工件旋转
→
除尘机的电机启动
→
磨头驱动电机带动磨杆、磨头旋转
→
横向移动电机带动磨头磨头沿工件轴向进给进行打磨
→
打磨完毕磨头快速返回
→
工件停止旋转
→
橡胶压轮升起
→
机械手抓住工件上升到高于主动托架导轮和从动托架导轮顶面,并水平移动一段距离、将工件倾斜使孔内的粉尘滑落到集尘斗里
→
除尘机的电机关闭
→
机械手平置工件并放置到下料架上;至此即完成了一次工作循环,随即上料架的气动拨爪又拨送一根工件,重复上述循环。
18.本发明的设计思想是:
19.本发明自动线包括磨头驱动及移动机构、工件托架机构、压紧装置、上料架、下料架、床身、除尘装置、机械手、电气控制系统。通过上料机构将待抛修金属型模管拨送到上料工位,在对齐装置的作用下使模管轴向对齐。通过机械手抓举工件放置到工件托架上,压紧装置压紧工件,磨头纵向对齐后作轴向移动对工件进行打磨。打磨完毕,磨头快速退回,压紧装置上升,机械手抓举工件并使工件倾斜一定角度以便倒出工件内壁残留的粉尘。抛修过程中及抛修过后倒出的粉尘将由除尘装置对其进行收集处理。然后机械手将工件放置到下料架上的一个固定位置,机械手松夹后工件滚向下料架的低端依次排列,完成一个工件的打磨循环。
20.本发明的优点及有益效果是:
21.采用磨削方式对模管进行清理具有清理效率高,工作参数可调节,设备占地面积小,除尘装置易设置等优点。因此,为提高母合金模管内壁抛修精度以及生产效率,本发明以磨削为主要清理手段,开发了一种集移动模管、抛修内壁、除尘及收集的集成自动化设备。
附图说明:
22.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面对实施例或现有技术描述中所需要使用的附图作简单地介绍:
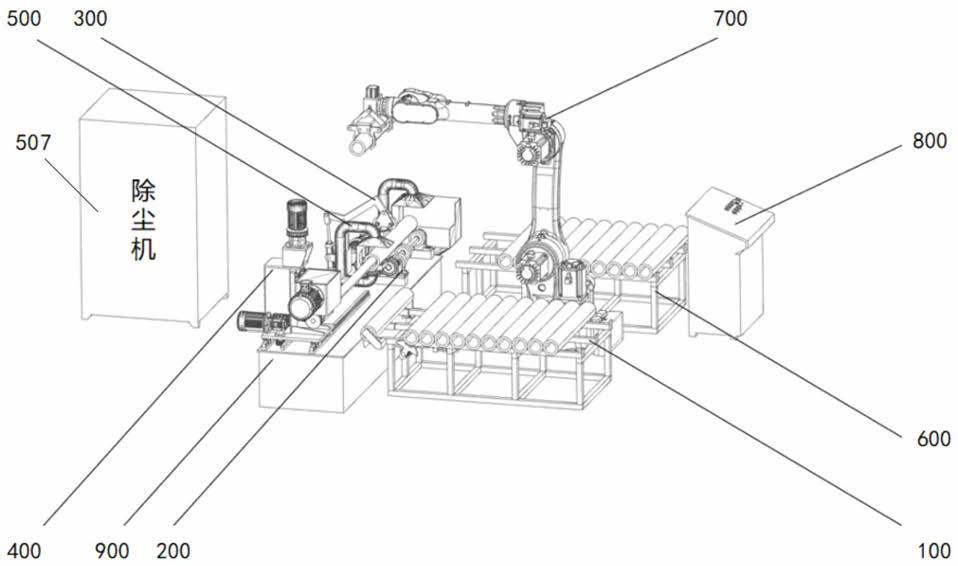
23.图1金属型模管内壁抛修自动线整体结构示意图。
24.图2上料机构示意图。
25.图3工件托架机构结构示意图。
26.图4气动压紧装置结构示意图。
27.图5磨头及其电动升降机构和轴向移动机构示意图。
28.图6除尘装置示意图。
29.图7下料架示意图。
30.图8机械手示意图。
31.图9电气控制系统示意图。
32.图10床身示意图。
33.图中,100上料机构,200工件托架机构,300压紧装置,400磨头驱动及移动机构,500除尘装置,600下料架,700机械手,800电气控制系统,900床身;
34.101上料架,102翻料气缸,103翻料气缸支座,104气动拨爪,105拨爪支座,106定位托架导轮,107轴向对齐装置;
35.201托架导轮驱动电机,202皮带,203主动托架导轮支撑轴,204主动托架导轮后支座,205主动托架导轮前支座,206主动托架导轮一,207主动托架导轮二,208主动托架导轮三,209从动托架导轮支撑轴,210从动托架导轮后支座,211从动托架导轮前支座,212从动托架导轮一,213从动托架导轮二,214从动托架导轮三;
36.301压轮固定板,302橡胶压轮,303压紧臂,304气缸,305气缸支座,306气缸支柱,307平直段,308弯折段;
37.401磨头,402磨杆,403磨头驱动电机减速器,404磨头驱动电机,405纵向移动电机,406纵向移动滑轨,407纵向移动滑块,408横向移动电机,409横向移动滑轨,410横向移动滑块,411磨头驱动机构支座,412磨头驱动电机座,413纵向移动电机座;
38.501头部吸尘管道,502头部吸尘口,503头部集尘斗,504尾部吸尘管道,505尾部吸尘口,506尾部集尘斗,507除尘机;
39.801电控柜,802按钮或旋钮,803操作面板。
具体实施方式:
40.下面,结合附图对本发明实施进一步说明:
41.如图1
‑
图10所示,本发明金属型模管内壁抛修自动线,主要包括上料机构100、工件托架机构200、压紧装置300、磨头驱动及移动机构400、除尘装置500、下料架600、机械手700、电气控制系统800、床身900,具体结构如下:
42.如图1所示,金属型模管内壁抛修自动线的装置整体构成,机械手700位于并排设置的上料机构100、下料架600之间,上料机构100、下料架600的一侧设置床身900,床身900上设有工件托架机构200、压紧装置300、磨头驱动及移动机构400,工件托架机构200、压紧装置300位于床身900上的一侧,且工件托架机构200与压紧装置300相对应,工件托架机构200的一侧与磨头驱动及移动机构400和除尘装置500相对应,除尘装置500的除尘机507设置于床身900旁边,除尘装置500的其他部分设置于床身900上的另一侧,下料架600的另一侧设有电气控制系统800。
43.上料机构100负责待加工模管盛放以及将待加工模管移动到适合机械手700抓取的固定位置,机械手700负责抓取移动以及倾斜模管,上料机构100准备好的模管经由机械手700放置到工件托架机构200上,然后通过压紧装置300对模管进行固定压紧。接下来磨头驱动及移动机构400开始工作,将磨头401、磨杆402纵向对齐位置后进行横向进给打磨模管。打磨开始同时除尘装置500开始工作,负责吸取收集打磨过程中产生的氧化铁皮及碎屑。打磨完毕后,磨头驱动及移动机构400带动磨头401、磨杆402快速退回,机械手700抓取模管倾斜一定角度将模管内部残余氧化铁皮及碎屑倒出,并由除尘装置500进行吸取收集,然后机械手700将模管移动到下料架600上。整体打磨过程的控制通过电气控制系统800进行实现,床身900起到固定的作用。
44.如图2所示,上料机构100由上料架101、翻料气缸102、翻料气缸支座103、气动拨爪104、拨爪支座105、定位托架导轮106和轴向对齐装置107组成,上料架101前段靠近床身900位置安装有定位托架导轮106和轴向对齐装置107,轴向对齐装置107与定位托架导轮106上的模管工件一端沿轴向相对应,上料架101下面则安装有气动拨爪104以及与其相对应并配合的翻料气缸102,翻料气缸102通过翻料气缸支座103固定在上料架101上,气动拨爪104通过拨爪支座105固定在上料架101上。
45.使用时,上料架101上盛放待加工模管,通过电气控制系统800的电控柜801内plc发出上料指令后,翻料气缸102的活塞杆伸出驱动气动拨爪104旋转,使一根工件滚动到定位托架导轮106上,轴向对齐装置107的活塞杆伸出将工件进行轴向对齐与限位。随后轴向对齐装置107的活塞杆缩回,以便机械手700能自由地抓取工件,也便于下一根工件滚动到定位托架导轮106上时,不会碰撞到轴向对齐装置107。
46.如图3所示,工件托架机构200由托架导轮驱动电机201、皮带202、主动托架导轮支撑轴203、主动托架导轮后支座204、主动托架导轮前支座205、主动托架导轮一206、主动托架导轮二207、主动托架导轮三208、从动托架导轮支撑轴209、从动托架导轮后支座210、从动托架导轮前支座211、从动托架导轮一212、从动托架导轮二213、从动托架导轮三214等组成,主动托架导轮和从动托架导轮各三个,分别安装在各自的支承轴上,主动托架导轮和从动托架导轮一一对应,水平的主动托架导轮支撑轴203和从动托架导轮支撑轴209并排平行设置,主动托架导轮支撑轴203的两端分别通过轴承安装于主动托架导轮后支座204、主动托架导轮前支座205,主动托架导轮一206、主动托架导轮二207、主动托架导轮三208均匀安装在主动托架导轮支撑轴203上,从动托架导轮支撑轴209的两端分别通过轴承安装于从动托架导轮后支座210、从动托架导轮前支座211,从动托架导轮一212、从动托架导轮二213、从动托架导轮三214均匀安装在从动托架导轮支撑轴209上。托架导轮驱动电机201、主动托架导轮后支座204、主动托架导轮前支座205、从动托架导轮后支座210、从动托架导轮前支座211均安装并固定在床身900上,托架导轮驱动电机201的输出端通过皮带202与主动托架导轮一206传动连接。托架导轮驱动电机201产生动力经皮带202传动驱动主动托架导轮一206旋转,从而带动工件旋转,旋转速度用变频器无极调节。
47.使用时,模管通过机械手700从定位托架导轮106上抓取后,放置到工件托架机构200的主动托架导轮和从动托架导轮之间,托架导轮驱动电机201将动力通过皮带202依次传递给主动托架导轮、模管工件、从动托架导轮,主动托架导轮和从动托架导轮的转动可以带动模管工件转动,这样可以控制模管转动方向与磨头驱动及移动机构400的磨头401转动方向相反,增加对向摩擦。
48.如图4所示,压紧装置300由压轮固定板301、橡胶压轮302、压紧臂303、气缸304、气缸支座305、气缸支柱306等组成,气缸支柱306固定在床身900上,气缸304通过气缸支座305固定在气缸支柱306上,压紧臂303为平直段307与弯折段308的一体结构,压紧臂303的平直段307一端、弯折段308一端交接处与气缸支柱306的顶部铰接,平直段307的另一端(即压紧臂303的尾部)与气缸304的活塞杆连接,弯折段308的另一端(即压紧臂303的头部)与压轮固定板301铰接,压轮固定板301上安装与工件托架机构200上工件对应的橡胶压轮302。
49.使用时,模管放置在工件托架机构200上后通过此压紧装置300进行压紧,气缸304的活塞杆伸出,橡胶压轮302下移将工件压紧,通过改变气缸304的进气压力即可改变橡胶
压轮302对工件压紧力的大小。气缸304的活塞杆缩回,橡胶压轮302上升,以免干涉机械手700上下料。
50.如图5所示,磨头驱动及移动机构400由磨头401、磨杆402、磨头驱动电机减速器403、磨头驱动电机404、纵向移动电机405、纵向移动滑轨406、纵向移动滑块407、横向移动电机408、横向移动滑轨409、横向移动滑块410、磨头驱动机构支座411等组成,磨头驱动机构包括磨头401、磨杆402、磨头驱动电机减速器403、磨头驱动电机404、磨头驱动机构支座411、磨头驱动电机座412,磨头驱动电机减速器403、磨头驱动电机404、磨头驱动电机座412设置于磨头驱动机构支座411上,磨头驱动电机404安装于磨头驱动电机座412的一侧,磨头驱动电机404的输出端与磨头驱动电机减速器403连接,磨头驱动电机减速器403的输出端沿水平方向安装磨杆402,磨杆402前端安装与模管内壁对应的磨头401,磨头401起到打磨模管内壁的作用,磨头驱动电机404经磨头驱动电机减速器403进行减速后输出的动力作为磨杆402动力。
51.磨头驱动机构整体的移动机构分为横向移动机构和纵向移动机构两部分并固定在床身900上,其中:
52.横向移动机构由横向移动电机408、横向移动滑轨409、横向移动滑块410组成,两个水平的横向移动滑轨409平行设置于床身900上,且与磨杆402平行,磨头驱动机构支座411底部通过横向移动滑块410安装于横向移动滑轨409上,且与横向移动滑轨409呈滑动配合。横向移动电机408固定在床身900上,横向移动电机408的输出端与磨头驱动机构支座411相连,横向移动滑轨409负责横向路径,横向移动滑块410与磨头驱动机构的磨头驱动机构支座411相连,配合完成磨头驱动机构整体的横向移动,以及磨头驱动机构整体沿工件轴向进给,对工件全长范围进行打磨。
53.纵向移动机构由纵向移动电机405、纵向移动滑轨406、纵向移动滑块407、纵向移动电机座413组成,纵向移动电机座413固定于床身900,纵向移动电机405设置于纵向移动电机座413顶部,纵向移动电机座413与磨头驱动电机座412相对应的一侧沿竖向设有两个平行的纵向移动滑轨406,纵向移动电机座413通过纵向移动滑块407与纵向移动滑轨406连接,且与纵向移动滑轨406呈滑动配合,纵向移动电机405的输出端与纵向移动电机座413相连,纵向移动滑轨406负责升降路径,纵向移动滑块407与磨头驱动机构的纵向移动电机座413相连,相互配合完成整体纵向移动,完成纵向对齐与保证足够磨削压力工作。
54.使用时,磨头驱动及移动机构400通过纵向移动电机405驱动磨头驱动电机404,在纵向移动滑块407的连接下与纵向移动滑轨406连接,并完成磨头驱动机构整体的纵向移动且使磨头401与模管对齐,磨头驱动机构整体固定在磨头驱动机构支座411上。而后通过横向移动电机408驱动磨头驱动电机404与磨头驱动机构支座411,在横向移动滑块410的连接下与横向移动滑轨409连接,并完成磨头驱动机构整体的横向移动且使磨头401与模管配合接触,并在打磨开始后承担磨头驱动机构整体的横向移动动作。当定位结束,磨头401与模管良好接触后,磨头驱动电机404开启,通过磨头驱动电机减速器403对磨头驱动电机404输出的动力减速,并将动力传导给磨杆402带动磨头401完成旋转打磨。
55.如图6所示,除尘装置500由头部吸尘管道501、头部吸尘口502、头部集尘斗503、尾部吸尘管道504、尾部吸尘口505、尾部集尘斗506、除尘机507等组成,在工件托架机构200上的工件两端口部下方设置集尘斗:头部集尘斗503、尾部集尘斗506,在工件托架机构200上
的工件两端口部上方设置吸尘口:头部吸尘口502、尾部吸尘口505,通过头部吸尘管道501连接头部吸尘口502和头部集尘斗503,通过尾部吸尘管道504连接尾部吸尘口505和尾部集尘斗506,头部吸尘管道501、尾部吸尘管道504分别通过管路连接除尘机507,将工件两端的吸尘管道汇集到一起,用一台pl
‑
padmc4500型单机除尘机507进行吸尘。
56.使用时,头部除尘装置由头部吸尘管道501、头部吸尘口502、头部集尘斗503组成,负责在打磨过程中收集和去除模管头部产生的氧化皮碎屑及粉尘;尾部除尘装置由尾部吸尘管道504、尾部吸尘口505、尾部集尘斗506组成,负责在打磨过程中收集和去除模管尾部产生的氧化铁皮碎屑及粉尘,并负责在模管抛磨结束后收集模管内倾倒出的残余碎屑与粉尘;最后将头部除尘装置、尾部除尘装置收集的碎屑粉尘通过除尘机507进行吸尘与收集处理。
57.如图7所示,下料架600用于承放打磨后的工件,用钢板和型材焊接而成。机械手700将打磨后的工件放置到下料架600的承料平台上,机械手700松夹后,工件沿下料架600承料平台的斜度缓慢滚动到低处依次排列,即完成一个工件的打磨。
58.如图8所示,机械手700主要实现工件的上料、倒灰、下料等动作,机械手700将模管从上料架101限位处(定位托架导轮106、轴向对齐装置107)抓取,放置到工件托架机构200上,打磨工序结束后将模管倾斜以便管内碎屑与粉尘的去除,除净后的模管用机械手700抓取移送到下料架600上。
59.如图9所示,电气控制系统800,由电控柜801、按钮或旋钮802、操作面板803等组成,电控柜801的输入端通过线路与按钮或旋钮802、操作面板803连接,电控柜801的输出端通过线路与上料机构100、工件托架机构200、压紧装置300、磨头驱动及移动机构400、除尘装置500、下料架600、机械手700连接,起到控制整体打磨工序及各细节工序的作用。设备的自动运行循环如下:按下自动启动按钮或旋钮802——上料机构100的气动拨爪104将一根工件拨送到定位托架导轮106上——轴向对齐装置107的活塞杆伸出,将工件进行轴向对齐与限位——随后轴向对齐装置107的活塞杆复位——机械手700抓取工件放置到工件托架机构200上——气动压紧装置300压紧工件——磨头纵向移动电机405驱动磨杆402、磨头401与工件对齐——主动托架导轮旋转(带动工件旋转)——除尘机507的电机启动——磨头驱动电机404带动磨杆402、磨头401旋转——横向移动电机408带动磨头磨头401沿工件轴向进给进行打磨——打磨完毕磨头401快速返回——工件停止旋转——橡胶压轮302升起——机械手700抓住工件上升(到高于主动托架导轮和从动托架导轮顶面)并水平移动一段距离、将工件倾斜使孔内的粉尘滑落到集尘斗里——除尘机507的电机关闭——机械手700平置工件并放置到下料架600上。至此即完成了一次工作循环,随即上料架101的气动拨爪104又拨送一根工件,重复上述循环。磨头401高度位置调整需要操作者在操作面板803上点动按钮或旋钮802操作,对磨头401因磨损后的位置进行补偿。
60.如图10所示,床身900用钢结构件焊接而成,焊接后经去应力退火,然后进行机械加工,作为磨头驱动及移动机构400、工件托架机构200、压紧装置300的安装载体,起到支撑与固定其他装置的作用。在整个抛修线当中工件托架机构200、气动压紧装置300、磨头驱动及移动机构400均固定在床身900上。
61.工作时,首先通过上料机构100完成模管的准备,然后用机械手700将模管抓取并放置到工件托架机构200上并通过气动压紧装置300压紧。工件稳定后,磨头驱动电机404带
动磨头401与模管配合定位,并对模管内壁进行清理,清理过程中及结束后,通过头尾除尘装置500对氧化铁皮等粉尘进行收集处理。清理好的模管再由机械手700进行倾斜倒出残留粉尘,并再由除尘装置500吸取粉尘。完成除尘后,由机械手700将模管放置到下料架600上,完成一根模管内壁的清理,依次循环完成模管内壁清理工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1