一种金属棒材自动化打磨设备、打磨方法和工控设备与流程
1.本发明涉及金属材料自动加工设备技术领域,具体涉及一种金属棒材自动化打磨设备、打磨方法和工控设备。
背景技术:
2.金属棒材是一种简单断面型材,一般为直条状,棒材广泛用于建筑、机械、汽车和船舶等工业领域,棒材的品种按断面形状分为圆形、方形和六角形以及建筑用螺纹钢筋等,建筑用螺纹钢筋是周期断面型材,有时被称为带肋钢筋,但是棒材的断面形状最主要的还是圆形。加工完成棒材的通常金属表面会附有尘埃、油污、氧化皮、锈蚀层、污染物、盐份或松脱的旧漆膜,其中氧化皮是比较常见但最容易被忽略的部分。氧化皮是在钢铁高温锻压成型时所产生的一层致密氧化层,通常附着比较牢固,但相比钢铁本身则较脆,并且其本身为阴极,会加速金属腐蚀。如果不清除这些物质,直接涂装,势必会影响整个涂层的附着力及防腐能力。现有技术存在以下不足:1.自动化的打磨设备少,打磨效率低;2.砂纸损耗快,更换砂纸耗时。
技术实现要素:
3.本发明的目的是针对现有技术中自动化的打磨设备少,打磨效率低的问题,提出一种多工位分步打磨,打磨效率高的金属棒材自动化打磨设备、打磨方法和工控设备。
4.为本发明之目的,采用以下技术方案予以实现:
5.一种金属棒材自动化打磨设备,其包括机架、驱动装置、顶紧装置、移动模组和打磨机砂纸进料装置;驱动装置安装在机架上,顶紧装置与驱动装置相对应设置,顶紧装置与驱动装置之间放置金属棒材,打磨机砂纸进料装置对应金属棒材的侧方,打磨机砂纸进料装置安装在移动模组的移动端上,移动模组固定在机架上;所述的驱动装置用于带动金属棒材转动,顶紧装置用于从端部顶住金属棒材,打磨机砂纸进料装置用于带动打磨机砂纸进料并将砂纸压紧在金属棒材上;
6.该设备采用的方法依次通过以下步骤:
7.s1金属棒材上料:将金属棒材设置在第一打磨工位,驱动装置和顶紧装置将金属棒材两端夹紧;
8.s2粗打磨:驱动装置带动金属棒材转动起来,移动模组带动打磨机砂纸进料装置移动;
9.s3细打磨:将金属棒材放置在第二打磨工位,金属棒材转动,移动模组带动打磨机砂纸进料装置移动。
10.作为优选,驱动装置包括支座、下转轴、上转轴、皮带组件和输出电机、下转轴和上转轴通过轴承转动连接在支座上,下转轴和上转轴位于不同高度,输出电机固定在支座下端,皮带组件连接输出电机的输出端和下转轴、上转轴。
11.作为优选,顶紧装置包括调整底座、安装架、下推进气缸、下顶柱、上顶柱、上推进
气缸、上转座和下转座;调整底座固定在机架上,安装架移动配在调整底座上,调整底座和安装架之间通过紧定螺丝固定;下推进气缸和上推进气缸水平设置在安装架上,下转座安装在下推进气缸的伸缩端,上转座安装在上推进气缸的伸缩端;下顶柱铰接在下转座中,上顶柱铰接在上转座中。
12.作为优选,打磨机砂纸进料装置包括基座、粗砂纸上料机构、细砂纸上料机构、上推砂纸机构、下推砂纸机构和粉尘罩;粗砂纸上料机构和细砂纸上料机构安装在基座上,细砂纸上料机构位于粗砂纸上料机构的上方,下推砂纸机构对应下方的第一打磨工位,上推砂纸机构对应上方的第二打磨工位,粉尘罩安装在基座上,粉尘罩对应两个打磨工位。
13.作为优选,粗砂纸上料机构和细砂纸上料机构机构相同,所述的砂纸上料机构包括料盘、上料电机、主动辊子、收料辊子和导向辊子;料盘铰接在基座上,主动辊子与上料电机的输出端相固定,收料辊子铰接在基座上,主动辊子和收料辊子之间还设置有等速的传动链组件,所述的主动辊子和收料辊子侧方设置有压紧辊子,压紧辊子通过气缸将砂纸压紧,导向辊子铰接在基座上,对砂纸进行导向。
14.作为优选,上推砂纸机构和下推砂纸机构机构相同,所述的推砂纸机构包括侧推气缸、安装座、调整块、滚轮、导向片和调整螺柱;侧推气缸固定设置,安装座安装座侧推气缸的伸缩端,安装座上设置有导柱,调整块设置有上下对应的两个,调整块移动配合在导柱上,调整螺柱两端部设置有反向的螺纹,调整螺柱的螺纹部与调整块形成螺旋配合;滚轮铰接在调整块上,导向片固定在调整块上,导向片倾斜的方向与砂纸绕行方向相匹配;所述的粉尘罩下端设置有吸尘装置,粉尘罩为半包围式。
15.作为优选,所述的移动模组包括固定部、移动部、丝杠组件、步进电机和滑轨;移动部通过滑轨移动连接在固定部上,步进电机安装在固定部上,丝杠组件连接步进电机的输出端和移动部。
16.一种金属棒材打磨方法,该方法采用的设备包括机架、驱动装置、顶紧装置、移动模组和打磨机砂纸进料装置;驱动装置安装在机架上,顶紧装置与驱动装置相对应设置,顶紧装置与驱动装置之间放置金属棒材,打磨机砂纸进料装置对应金属棒材的侧方,打磨机砂纸进料装置安装在移动模组的移动端上,移动模组固定在机架上;所述的驱动装置用于带动金属棒材转动,顶紧装置用于从端部顶住金属棒材,打磨机砂纸进料装置用于带动打磨机砂纸进料并将砂纸压紧在金属棒材上;
17.该方法依次通过以下步骤:
18.s1金属棒材上料:将金属棒材设置在第一打磨工位,驱动装置和顶紧装置将金属棒材两端夹紧;
19.s2粗打磨:驱动装置带动金属棒材转动起来,移动模组带动打磨机砂纸进料装置移动;
20.s3细打磨:将金属棒材放置在第二打磨工位,金属棒材转动,移动模组带动打磨机砂纸进料装置移动。
21.一种智能工控设备,该设备包括处理器,该处理器执行上述的方法。
22.一种储存程序指令的非暂时性计算机可读载体介质,所述指令在由处理器执行时,使得处理器执行上述的方法。
23.采用上述技术方案的金属棒材自动化打磨设备、打磨方法和工控设备的优点是:
1.设置有两个打磨工位,分两步进行打磨,提高打磨质量,同时对两个金属棒材进行打磨,打磨效率高;2.打磨机砂纸进料装置通过设置带动力的主动辊子和收料辊子带动打磨机砂纸进料,砂纸自动实现运动,并且打磨打磨时砂纸被夹紧,不会松动,自动上料,提高效率,而且每一段砂纸都会利用到,提高利用率;推砂纸机构的调整块(543)之间距离可以调节,能够适应不用直径的金属棒材,提高打磨时的包络程度,提高打磨效率。。
附图说明
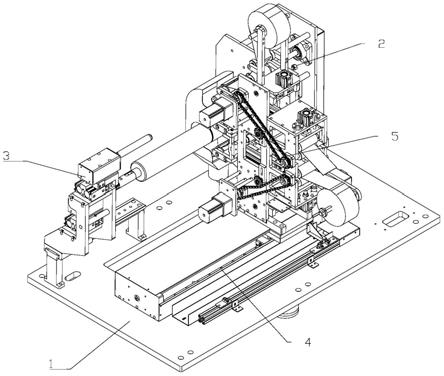
24.图1为本发明实施例的结构图。
25.图2为驱动装置的结构图。
26.图3为顶紧装置的结构图。
27.图4为打磨机砂纸进料装置的结构图。
28.图5为推砂纸机构的结构图。
29.图6为本发明的流程图。
具体实施方式
30.如图1所示,一种金属棒材自动化打磨设备包括机架1、驱动装置2、顶紧装置3、移动模组4和砂纸进料装置5;驱动装置2安装在机架1上,顶紧装置3与驱动装置2相对应设置,顶紧装置3与驱动装置2之间放置金属棒材,砂纸进料装置5对应金属棒材的侧方,砂纸进料装置5安装在移动模组4的移动端上,移动模组4固定在机架上。
31.所述的驱动装置2用于带动金属棒材转动,顶紧装置3用于从端部顶住金属棒材,砂纸进料装置5用于带动打磨机砂纸进料并将砂纸压紧在金属棒材上。
32.如图2所示,驱动装置2包括支座21、下转轴22、上转轴23、皮带组件24和输出电机25、下转轴22和上转轴23通过轴承转动连接在支座21上,下转轴22和上转轴23位于不同高度,输出电机25固定在支座21下端,皮带组件24连接输出电机25的输出端和下转轴22、上转轴23,实现动力传递。
33.如图3所示,顶紧装置3包括调整底座31、安装架32、下推进气缸33、下顶柱34、上顶柱35、上推进气缸36、上转座37和下转座38;调整底座31固定在机架上,安装架32移动配在调整底座31上,调整底座31和安装架32之间通过紧定螺丝固定;下推进气缸33和上推进气缸36水平设置在安装架32上,下转座38安装在下推进气缸33的伸缩端,上转座37安装在上推进气缸36的伸缩端;下顶柱34铰接在下转座38中,上顶柱35铰接在上转座37中。
34.所述的移动模组4包括固定部、移动部、丝杠组件、步进电机和滑轨;移动部通过滑轨移动连接在固定部上,步进电机安装在固定部上,丝杠组件连接步进电机的输出端和移动部。
35.如图4所示,砂纸进料装置5包括基座51、粗砂纸上料机构52、细砂纸上料机构53、上推砂纸机构54、下推砂纸机构55和粉尘罩56;粗砂纸上料机构52和细砂纸上料机构53安装在基座51上,细砂纸上料机构53位于粗砂纸上料机构52的上方,下推砂纸机构55对应下方的第一打磨工位,上推砂纸机构54对应上方的第二打磨工位,粉尘罩56安装在基座51上,粉尘罩56对应两个打磨工位。
36.粗砂纸上料机构52和细砂纸上料机构53机构相同,所述的砂纸上料机构包括料盘
531、上料电机532、主动辊子533、收料辊子534和导向辊子535;料盘531铰接在基座51上,主动辊子533与上料电机532的输出端相固定,收料辊子534铰接在基座51上,主动辊子533和收料辊子534之间还设置有等速的传动链组件,所述的主动辊子533和收料辊子534侧方设置有压紧辊子,压紧辊子通过气缸将砂纸压紧,导向辊子535铰接在基座51上,对砂纸进行导向。
37.上推砂纸机构54和下推砂纸机构55机构相同,所述的推砂纸机构包括侧推气缸541、安装座542、调整块543、滚轮544、导向片545和调整螺柱546;侧推气缸541固定设置,安装座542安装座侧推气缸541的伸缩端,安装座542上设置有导柱,调整块543设置有上下对应的两个,调整块543移动配合在导柱上,调整螺柱546两端部设置有反向的螺纹,调整螺柱546的螺纹部与调整块543形成螺旋配合;滚轮544铰接在调整块543上,导向片545固定在调整块543上,导向片545倾斜的方向与砂纸绕行方向相匹配。
38.所述的粉尘罩56下端设置有吸尘装置,粉尘罩56为半包围式。
39.砂纸进料装置5在工作时,上推砂纸机构54和下推砂纸机构55推出,将砂纸靠近金属棒材,使用过的砂纸在收料辊子534和主动辊子533的转动下,实现砂纸的自动上料更替。
40.砂纸进料装置5解决了砂纸损耗快,更换砂纸耗时,适应性低的问题,通过设置带动力的主动辊子533和收料辊子534带动打磨机砂纸进料,砂纸自动实现运动,并且打磨打磨时砂纸被夹紧,不会松动,自动上料,提高效率,而且每一段砂纸都会利用到,提高利用率;推砂纸机构的调整块543之间距离可以调节,能够适应不用直径的金属棒材,提高打磨时的包络程度,提高打磨效率。
41.一种金属棒材打磨方法,依次通过以下步骤:
42.s1金属棒材上料:将金属棒材设置在第一打磨工位,驱动装置2和顶紧装置3将金属棒材两端夹紧;
43.s2粗打磨:驱动装置2带动金属棒材转动起来,移动模组4带动砂纸进料装置5移动;
44.s3细打磨:将金属棒材放置在第二打磨工位,金属棒材转动,移动模组4带动砂纸进料装置5移动。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1