一种水解制氢用铝-锡-锌合金及其制备方法与应用
1.本发明涉及合金材料技术领域,尤其是涉及一种水解制氢用铝-锡-锌合金及其 制备方法与应用。
背景技术:
2.氢能源被视为最适合替代化石燃料的绿色可再生资源,也是21世纪各国社会 和经济发展过程中最具潜力的战略资源之一。氢能源技术的开发与利用已经受到了 各国的关注,其中包括金属水解制氢技术。该技术是利用金属与酸、碱或水之间的 化学反应会释放氢气这一特征来达到制备氢气的目的,制备的氢气纯度较高,简单 且清洁,可以直接用作燃料电池的燃料。
3.铝合金材料是金属水解制氢领域中常用材料,其储量丰富、能量密度高,其 水解反应为放热反应、能自发进行,而副产物al(oh)3可以用于净水、造纸或经回 收循环利用还原得到单质铝。但在实际中,由于铝对氧有很强的亲和力,与空气接 触后会在铝表面形成非常致密的氧化层,阻碍铝水反应的进行。目前常用球磨、轧 制、剧烈塑性变形、合金化处理、酸碱处理和表面改性等机械或化学方式去除氧化 层。
4.目前已公开的水解制氢工艺通常有两种,一种是选择添加了ga、in等元素的 块体铝合金材料,一种是利用球磨机械活化的粉体材料。但传统块体材料生产流程 复杂、析氢性能较差、氢气转化率较低,且由于昂贵元素的添加导致其成本较高, 而粉体材料则需要较长时间的球磨活化才能获得产量较高的水解制氢材料。同时, 现有文献公开的材料大多致力于开发瞬时高速率的水解析氢材料,较少考虑作为氢 源所需要的稳定析氢要求。
技术实现要素:
5.基于上述氢能源与铝合金制备现状和技术不足,本发明的目的是提供一种水 解制氢用铝-锡-锌合金及其制备方法与应用,解决了现有制氢材料制备效率低、析 氢速度不稳定的问题。
6.本发明利用高压扭转技术(hpt)将铝、锡、锌金属粉末加工成铝-锡-锌合金, 通过细化金属晶粒尺寸,引入大量剪切应变,形成均匀分布的纳米结构(微观织构), 提升合金材料析氢性能,以获得水解制氢效率较高的铝-锡-锌合金。该铝-锡-锌合 金材料的制备方法为:以适当比例的铝、锡、锌金属单质粉末为原料,经机械混合 后获得铝-锡-锌混合金属粉末。接着将铝-锡-锌混合金属粉末置于高压扭转设备加 工区域的模具中,设定适当工艺参数,完成后获得的块体合金在后期的水解制氢生 产试验中显示出优异的析氢性能。
7.高压扭转技术作为剧烈塑性变形技术的一种,兼具机械和化学活化方式的优 点,可在加工过程中向材料中持续导入大量应变,同时可使掺杂的活化元素均匀分 布在材料中,是一种极具潜力的加工技术。当伴随着剧烈塑性变形而导入的应变量 累积至一定程度,材料内部的微观组织也随之变化,剪切应变随着加工道次的增加 而积累最终会导致晶粒超细化、大角度晶界含量的增加以及织构类型和含量的变 化。本发明中高压扭转加工处
理的铝锡锌合金块体材料由al、sn、zn三种元素组 成,合金元素晶粒分布均匀,晶粒可细化至纳米级。铝-锡-锌合金材料内部具有均 匀的纳米结构,al和sn之间形成纳米级原电池,其中al作为阳极,sn作为阴极, 从而提升al溶解速度,并在al-sn界面上释放出氢气。zn在al中形成固溶体, 使基体点蚀电位向负电位方向移动,从而更易出现腐蚀坑,促进水解产氢反应的进 行。同时高压扭转加工后铝-锡-锌合金材料内部具有大量晶格缺陷,高压扭转加工 的部分能量以位错应变能、晶界与界面等形式储存起来。位错、晶界和界面的能量 较高,使铝-锡-锌合金处于热力学不稳定状态,从而促进水解反应的进行。与传统 熔铸铝合金或经球磨制得的同类材料相比,本发明中的方法可以大量、低成本、无 污染、高效率地制备析氢性能稳定的铝-锡-锌合金材料,且制备的铝-锡-锌合金材 料可以利用样品不同区域的析氢活性不同,调节制氢工艺参数,对水解制氢速率进 行调控,该技术具有一定的工业化前景。
8.本发明公布的高压扭转制备方法,可制备在中性水溶液中稳定析氢的铝合金 材料。此外,利用高压扭转技术制备的铝合金不同区域物理化学性质有所差异的特 点,如硬度、结构以及反应活性不同,可以调控水解反应速率,对制备析氢性能优 良的铝合金材料具有一定意义。
9.本发明的目的可以通过以下技术方案来实现:
10.本发明的第一个目的是提供一种水解制氢用铝-锡-锌合金,其原料及质量百分 比如下:
11.基体元素al:20-90wt.%;
12.活化元素sn:5-75wt.%;
13.活化元素zn:5-50wt.%;
14.其中,al、sn、zn质量百分比基于合金总质量计算;
15.铝-锡-锌合金中al、sn、zn的晶粒为亚微米级,优选为纳米级;
16.铝-锡-锌合金材料内部具有均匀的纳米结构,al和sn之间形成纳米级原电池, 其中al作为阳极,sn作为阴极;
17.铝-锡-锌合金材料内部具有大量晶格缺陷,处于热力学不稳定状态。
18.在本发明的一个实施方式中,所述铝-锡-锌合金中zn在al中形成固溶体。
19.本发明的第二个目的是提供一种水解制氢用铝-锡-锌合金的制备方法,包括以 下步骤:
20.(1)原料配制:按照上述质量百分比的配比方式准确称取纯al粉末、纯sn 粉末与纯zn粉末;
21.(2)粉末搅拌:将步骤(1)称取的粉末置于搅拌容器中,搅拌混匀后得到 al-sn-zn粉体;
22.(3)高压扭转加工:将步骤(2)得到的al-sn-zn粉体置于高压扭转加工设 备模具中,设置加工工艺参数后进行高压扭转加工,得到成型的铝-锡-锌合金片。
23.还可以包括步骤(4)形状加工:根据实际需求,对铝-锡-锌合金片进行加工。
24.在本发明的一个实施方式中,步骤(1)中,al粉末尺寸为50-300μm,sn粉 末尺寸为20-100μm,zn粉末尺寸为50-300μm。
25.在本发明的一个实施方式中,步骤(2)中,所述搅拌包括人工搅拌和机械搅 拌。
26.在本发明的一个实施方式中,所述人工搅拌作业时间为5-30分钟,所述机械 搅拌作业时间为2-10分钟。
27.在本发明的一个实施方式中,步骤(3)中,所述加工工艺参数包括压力、角 速度、温度与圈数;
28.所述压力为高压扭转加工过程中模具施加在al-sn-zn粉体样品上的压力,其 值设定范围为1-24gpa;
29.所述角速度为高压扭转加工过程中模具设定的旋转速度,其值设定范围为 0.5-3rpm;
30.所述温度为高压扭转加工过程中al-sn-zn粉体样品所处密闭腔体内设定温 度,其值设定范围为16-25℃;
31.所述圈数为高压扭转加工过程中模具旋转360
°
的次数,其值设定范围为1-50 圈。
32.在本发明的一个实施方式中,步骤(4)中,根据不同应用领域的实际需求, 将成型的铝-锡-锌合金片加工成适当尺寸,如圆形、扇形或方形薄片。
33.在本发明的一个实施方式中,步骤(4)中,所述合金片尺寸直径为0.5-5cm, 厚度为0.05-1cm,通常可以满足多数应用场景,因此可以选择不进行任何机械加 工而直接用于氢气制备和收集;
34.对于某些对形状有特殊要求的氢气生产装置,根据指定要求对成型的铝-锡-锌 合金片进行加工;
35.对成型合金片不同位置有特殊要求的工艺,根据指定要求对成型的铝-锡-锌合 金片进行加工。
36.本发明的第三个目的是提供一种水解制氢用铝-锡-锌合金的应用,所述铝-锡
‑ꢀ
锌合金用于氢气制备。
37.在本发明的一个实施方式中,将经过适当加工或未经任何加工的铝-锡-锌合金 片安置在氢气反应装置上,氢气反应装置通过恒温水浴锅加热,铝合金发生水解反 应生产氢气。同时做好氢气的安全收集和利用工作。
38.在本发明的一个实施方式中,恒温水浴锅加热温度为16-60℃。
39.本发明涉及的水解制氢用铝-锡-锌合金及其制备方法的原理如下:
40.在实际中,由于铝对氧有很强的亲和力,与空气接触后会在铝表面形成非常致 密的氧化层,阻碍铝和水之间的接触。因此,如何削弱铝表面氧化膜以及产物膜的 影响,从而提高铝在水解反应中的活性是铝基材料水解制氢技术的关键问题。当前 常用去除氧化层的各种技术包括使用球磨、轧制和超声空化技术等;提高反应温度; 合金化处理;细化铝的晶粒尺寸;使用不同的表面改性剂;酸或碱处理等,从而达 到去除氧化层并使其与水反应生成氢的目的。然而通过添加一些金属来形成合金或 复合材料的方式很可能会导致添加金属元素降低产氢速率、生产成本增高,碱处理 会损害实验装置等问题。结果表明,利用球磨、等径角挤压、高压扭转等机械加工 手段并配合化学活化剂如低熔点合金元素ga、in、bi、sn等的添加是当前主要使 用的机械或化学活化方式,其中sn与zn由于相对低廉的价格和优异的活化性能 被广泛使用。
41.本发明利用高压扭转的机械化学活化方式,掺杂sn与zn元素,在加工过程 中向材料中导入一定的应变。当伴随着剧烈塑性变形而导入的应变量累积至一定程 度,材料内部
的微观组织也随之变化,剪切应变随着加工道次的增加而积累最终会 导致晶粒超细化、大角度晶界含量的增加以及织构类型和含量的变化。此外,在经 上述剧烈的塑性变形加工后,材料内部通常也会有较多的残余应力存在。同时在 al-sn腐蚀电偶对析氢有促进作用,即:在活化过程中sn会嵌在al基体上形成 al-sn腐蚀电偶从而加速铝-水反应,而高压扭转活化造成的晶粒尺寸的减小会增加 腐蚀电偶的数量从而进一步提升了材料的析氢速率。zn在al中形成固溶体,使基 体点蚀电位向负电位方向移动,从而更易出现腐蚀坑,促进水解产氢反应的进行。
42.与现有技术相比,本发明具有以下有益效果:
43.(1)传统铝合金生产技术多采用熔铸方法加工成型,然后加工成适当尺寸用 于水解产氢。这种方式具有生产量大的优势,但制得铝合金内部结构复杂难控制, 产氢效率难控制,易引发资源浪费和产氢量不足的问题,与高效制取氢能源初衷相 违背。为提升熔铸加工成型铝合金析氢性能,常采用机械活化方式,如轧制、等径 角挤压、高压扭转等,提升合金性能;本发明所述铝锡合金制备方法中高压扭转技 术不仅可以处理块体状铝合金材料,同时可以将铝合金粉末直接加工成型,工艺简 单高效,绿色清洁,制得铝合金晶粒细小,有效织构类型和含量明显提高,析氢性 能更优异。
44.(2)高能球磨处理铝合金是当前较为流行的制备水解制氢用粉末状铝合金的 方法,制得铝合金粉末晶粒细小,析氢速率快,产氢率高。但粉末状铝合金在加工、 运输与储存成本、加工时间、析氢速率控制等方向与块体状铝合金相比均不具有优 势。本发明制备得到的铝-锡-锌合金可用于原位产氢,有效降低运输与储存成本, 提升安全性能,同时所述铝-锡-锌合金具有原料丰富、析氢速度稳定、单位质量原 料的制氢产率高等特点。
45.(3)本发明的铝锡合金制备技术过程简单易控,可以通过调节设备工艺参数、 原料配比、温度等因素控制铝-锡-锌合金及其产氢速率。此外,用高压扭转技术加 工的合金片不同位置产氢速率有差异,可以利用以上特点,将高压扭转技术以及利 用其加工的样品应用于稳定产氢领域的应用场景中。
附图说明
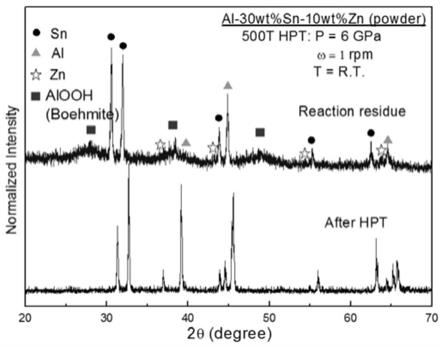
46.图1为经高压扭转处理d=30mm的al-30wt%sn-10wt%zn合金样品的xrd 图谱。
47.图2为d=30mm样品不同区域的sem形貌图;
48.(a)中心区域;(b)距中心2mm;(c)距中心5mm;(d)距中心10mm。
具体实施方式
49.本发明提供一种水解制氢用铝-锡-锌合金,其原料及质量百分比如下:
50.基体元素al:20-90wt.%;
51.活化元素sn:5-75wt.%;
52.活化元素zn:5-50wt.%;
53.其中,al、sn、zn质量百分比基于合金总质量计算;
54.铝-锡-锌合金中al、sn、zn的晶粒为亚微米级,优选为纳米级;
55.铝-锡-锌合金材料内部具有均匀的纳米结构,al和sn之间形成纳米级原电池, 其中al作为阳极,sn作为阴极;
56.铝-锡-锌合金材料内部具有大量晶格缺陷,处于热力学不稳定状态。
57.在本发明的一个实施方式中,所述铝-锡-锌合金中zn在al中形成固溶体。
58.本发明提供一种水解制氢用铝-锡-锌合金的制备方法,包括以下步骤:
59.(1)原料配制:按照上述质量百分比的配比方式准确称取纯al粉末、纯sn 粉末与纯zn粉末;
60.(2)粉末搅拌:将步骤(1)称取的粉末置于搅拌容器中,搅拌混匀后得到 al-sn-zn粉体;
61.(3)高压扭转加工:将步骤(2)得到的al-sn-zn粉体置于高压扭转加工设 备模具中,设置加工工艺参数后进行高压扭转加工,得到成型的铝-锡-锌合金片;
62.(4)形状加工:根据实际需求,对铝-锡-锌合金片进行加工。
63.在本发明的一个实施方式中,步骤(1)中,al粉末尺寸为50-300μm,sn粉 末尺寸为20-100μm,zn粉末尺寸为50-300μm。
64.在本发明的一个实施方式中,步骤(2)中,所述搅拌包括人工搅拌和机械搅 拌。
65.在本发明的一个实施方式中,所述人工搅拌作业时间为5-30分钟,所述机械 搅拌作业时间为2-10分钟。
66.在本发明的一个实施方式中,步骤(3)中,所述加工工艺参数包括压力、角 速度、温度与圈数;
67.所述压力为高压扭转加工过程中模具施加在al-sn-zn粉体样品上的压力,其 值设定范围为1-24gpa;
68.所述角速度为高压扭转加工过程中模具设定的旋转速度,其值设定范围为 0.5-3rpm;
69.所述温度为高压扭转加工过程中al-sn-zn粉体样品所处密闭腔体内设定温 度,其值设定范围为16-25℃;
70.所述圈数为高压扭转加工过程中模具旋转360
°
的次数,其值设定范围为1-50 圈。
71.在本发明的一个实施方式中,步骤(4)中,根据不同应用领域的实际需求, 将成型的铝-锡-锌合金片加工成适当尺寸,如圆形、扇形或方形薄片。
72.在本发明的一个实施方式中,步骤(4)中,所述合金片尺寸直径为0.5-5cm, 厚度为0.05-1cm,通常可以满足多数应用场景,因此可以选择不进行任何机械加 工而直接用于氢气制备和收集;
73.对于某些对形状有特殊要求的氢气生产装置,根据指定要求对成型的铝-锡-锌 合金片进行加工;
74.对成型合金片不同位置有特殊要求的工艺,根据指定要求对成型的铝-锡-锌合 金片进行加工。
75.本发明提供一种水解制氢用铝-锡-锌合金的应用,所述铝-锡-锌合金用于氢气 制备。
76.在本发明的一个实施方式中,将经过适当加工或未经任何加工的铝-锡-锌合金 片安置在氢气反应装置上,氢气反应装置通过恒温水浴锅加热,铝合金发生水解反 应生产氢气。同时做好氢气的安全收集和利用工作。
77.在本发明的一个实施方式中,恒温水浴锅加热温度为16-60℃。
素al为60%,活性元素sn为30%,活性元素zn为10%。
93.上述水解制氢用铝-锡-锌合金材料可以采用以下方法制备,具体步骤如下:
94.按照al-30wt%sn-10wt%zn比例称取al粉末、sn粉末与粉末,将称取zn的 al、sn与zn粉末置于机械搅拌器中,搅拌5分钟使其混合均匀。将均匀混合的 al-30wt%sn-10wt%zn粉体取出后置于高压扭转加工设备模具中,设置加工工艺参 数p=6gpa、ω=1rpm、t=25℃、n=5圈,并开始处理工作,结束后取出成型的 al-30wt%sn-10wt%zn合金片,其尺寸如下:直径为10mm和厚度为0.9mm,符合 生产实验要求,无需进行额外的形状加工。将al-30wt%sn-10wt%zn合金片安置在 氢气反应装置上,恒温水浴锅加热温度设置为60℃,即在t
water
=333k时开始铝合 金水解反应生产氢气,同时做好氢气的安全收集和检测工作。
95.实施例5
96.本实施例提供了一种水解制氢用铝-锡-锌合金,铝-锡-锌合金原料包含基体元 素al为50%,活性元素sn为30%,活性元素zn为20%。
97.上述水解制氢用铝-锡-锌合金材料可以采用以下方法制备,具体步骤如下:
98.按照al-30wt%sn-20wt%zn比例称取al粉末、sn粉末与粉末,将称取zn的 al、sn与zn粉末置于机械搅拌器中,搅拌5分钟使其混合均匀。将均匀混合的 al-30wt%sn-20wt%zn粉体取出后置于高压扭转加工设备模具中,设置加工工艺参 数p=6gpa、ω=1rpm、t=25℃、n=20圈,并开始处理工作,结束后取出成型的 al-30wt%sn-20wt%zn合金片,其尺寸如下:直径为10mm和厚度为0.9mm,符合 生产实验要求,无需进行额外的形状加工。将al-30wt%sn-20%zn合金片安置在氢 气反应装置上,恒温水浴锅加热温度设置为60℃,即在t
water
=333k时开始铝合金 水解反应生产氢气,同时做好氢气的安全收集和检测工作。
99.实施例6
100.本实施例提供了一种水解制氢用铝-锡-锌合金,铝-锡-锌合金原料包含基体元 素al为20%,活性元素sn为50%,活性元素zn为30%。
101.上述水解制氢用铝-锡-锌合金材料可以采用以下方法制备,具体步骤如下:
102.按照al-50wt%sn-30wt%zn比例称取al粉末、sn粉末与粉末,将称取zn的 al、sn与zn粉末置于搅拌器中,人工搅拌30分钟使其混合均匀。将均匀混合的 al-50wt%sn-30wt%zn粉体取出后置于高压扭转加工设备模具中,设置加工工艺参 数p=18gpa、ω=2rpm、t=16℃、n=35圈,并开始处理工作,结束后取出成型的 al-50wt%sn-30wt%zn合金片,其尺寸如下:直径为30mm和厚度为0.9mm,根据 实验要求,将合金片加工沿边缘区域加工成直径10mm的圆形合金薄片。将加工 成直径10mm的al-50wt%sn-30wt%zn合金片安置在氢气反应装置上,恒温水浴 锅加热温度设置为30℃,即在t
water
=303k时开始铝合金水解反应生产氢气,同时 做好氢气的安全收集和检测工作。
103.实施例7
104.本实施例提供了一种水解制氢用铝-锡-锌合金,铝-锡-锌合金原料包含基体元 素al为30%,活性元素sn为20%,活性元素zn为50%。
105.上述水解制氢用铝-锡-锌合金材料可以采用以下方法制备,具体步骤如下:
106.按照al-20wt%sn-50wt%zn比例称取al粉末、sn粉末与粉末,将称取zn的 al、sn
与zn粉末置于机械搅拌器中,搅拌10分钟使其混合均匀。将均匀混合的 al-20wt%sn-50wt%zn粉体取出后置于高压扭转加工设备模具中,设置加工工艺参 数p=24gpa、ω=3rpm、t=20℃、n=50圈,并开始处理工作,结束后取出成型的 al-20wt%sn-50wt%zn合金片,其尺寸如下:直径为10mm和厚度为0.9mm,符合 生产实验要求,无需进行额外的形状加工。将al-20wt%sn-50wt%zn合金片安置在 氢气反应装置上,恒温水浴锅加热温度设置为16℃,即在t
water
=289k时开始铝合 金水解反应生产氢气,同时做好氢气的安全收集和检测工作。
107.实施例8
108.本实施例提供了一种水解制氢用铝-锡-锌合金,铝-锡-锌合金原料包含基体元 素al为20%,活性元素sn为75%,活性元素zn为5%。
109.上述水解制氢用铝-锡-锌合金材料可以采用以下方法制备,具体步骤如下:
110.按照al-75wt%sn-5wt%zn比例称取al粉末、sn粉末与粉末,将称取zn的 al、sn与zn粉末置于搅拌器中,人工搅拌5分钟使其混合均匀。将均匀混合的 al-75wt%sn-5wt%zn粉体取出后置于高压扭转加工设备模具中,设置加工工艺参 数p=1gpa、ω=0.5rpm、t=16℃、n=1圈,并开始处理工作,结束后取出成型的 al-75wt%sn-5wt%zn合金片,其尺寸如下:直径为30mm和厚度为0.9mm,根据 实验要求,将合金片沿中心加工成直径10mm的圆形合金薄片。将加工成直径10mm 的al-75wt%sn-5wt%zn合金片安置在氢气反应装置上,恒温水浴锅加热温度设置 为20℃,即在t
water
=293k时开始铝合金水解反应生产氢气,同时做好氢气的安全 收集和检测工作。
111.实施例9
112.本实施例提供了一种水解制氢用铝-锡-锌合金,铝-锡-锌合金原料包含基体元 素al为90%,活性元素sn为5%,活性元素zn为5%。
113.上述水解制氢用铝-锡-锌合金材料可以采用以下方法制备,具体步骤如下:
114.按照al-5wt%sn-5wt%zn比例称取al粉末、sn粉末与粉末,将称取zn的al、 sn与zn粉末置于机械搅拌器中,机械搅拌2分钟使其混合均匀。将均匀混合的 al-5wt%sn-5wt%zn粉体取出后置于高压扭转加工设备模具中,设置加工工艺参数 p=6gpa、ω=1rpm、t=18℃、n=20圈,并开始处理工作,结束后取出成型的 al-5wt%sn-5wt%zn合金片,其尺寸如下:直径为30mm和厚度为0.9mm,根据实 验要求,将合金片沿中心加工成直径10mm的圆形合金薄片。将加工成直径10mm 的al-5wt%sn-5wt%zn合金片安置在氢气反应装置上,恒温水浴锅加热温度设置为 45℃,即在t
water
=318k时开始铝合金水解反应生产氢气,同时做好氢气的安全收 集和检测工作。
115.为了证明高压扭转过程在技术方案对铝合金样品硬度的影响,对实施例1-3中 所得的al-30wt%sn-10wt%zn合金片材料进行微观硬度分析,结果如表1所示。
116.表1经高压扭转技术制备的铝-锡-锌合金的微观硬度
117.[0118][0119]
表1表明经高压扭转技术制备的铝-锡-锌合金整体微观硬度得到有效的提升。 实施例1中d=30mm的样品(沿中心加工)0-2.5mm,样品硬度呈现升高的趋势, 38-66hv,在2.5mm处硬度最高。在2.5-5mm处,样品硬度分布趋于平缓,差距很 小。实施例2中d=30mm的样品(沿边缘加工)0-1.5mm,样品硬度相差较小, 65-63.8hv,在0.5mm处硬度最高。在1.5-5mm处,样品硬度数值相差不大,分布 较均匀。实施例3中d=10mm的铝-锡-锌合金样品硬度在距中心0-2mm处样品硬 度由呈现升高的趋势,46-72hv,在2mm处硬度最高。在2-5mm处样品硬度由呈 现下降的趋势,在4.5mm样品硬度为50mm。实施例3中d=10mm样品最高硬度 大于两个d=30mm样品最高硬度。实施例2中d=30mm的样品(沿边缘加工)与 实施例1中d=30mm的样品(沿中心加工)相比,硬度值分布更为均匀,平均硬 度值更大。
[0120]
为了证明高压扭转加工在本技术方案中起到的作用,对实施例1和2中所得 的al-30wt%sn-10wt%zn合金片d=30mm样品进行xrd分析,结果如图1所示。
[0121]
如图1所示,d=30mm的al-30wt%sn-10wt%zn合金样品经高压扭转处理后 除al、sn与zn之外无其他峰,而在产氢后出现了水合氧化铝峰[图1矩形块],说 明al-30wt%sn-10wt%zn合金样品有效成分只有al元素,常温下al与水发生反应, sn和zn均不与水反应,同样地,d=10mm样品具有同样xrd图谱。
[0122]
为了证明高压扭转过程在本技术方案对块体铝合金材料微观形貌的影响,对实 施例1和2中所得的al-30wt%sn-10wt%zn合金片材料进行sem分析,结果如图 2所示。
[0123]
如图2所示,d=30mm样品(a)中心区域al基体大小不一,sn、zn在其中 分布不均匀,晶粒细化程度较低,样品硬度最低;(b)距中心2mm区域al与sn和 zn呈现一种相邻同心圆弧状分布,但al、sn、zn颗粒较大,分布不均匀;(c)距 中心5mm区域al与sn和zn呈现一种相邻同心圆弧状分布,al、sn、zn在各自 圆弧区域分布均匀;(d)距中心10mm区域处al、sn、zn均匀分布,晶粒得到明显 细化,无明显可见分层现象。这三种元素在亚微米水平上的分布更加均匀,对样品 显微硬度提升更大,这是铸造或轧制不能实现的。这有利于提高纳米级原电池所占 比例,并改善铝合金析氢行为。
[0124]
实施例1-9中,各取一定量样品(均含活性铝1g),倒入装有25℃、5l中性水 的三颈烧瓶中,并用排水法记录其在200min内水解产生的氢气量,结果如表2所 示。由表中信息可知,实施例1中al-30wt%sn-10wt%zn合金在333k下经200min 反应具有最高的产氢率,约为93.8%,以及最大的产氢量为1275ml
·
g-1
。d=30mm 铝合金样品的产氢率、产氢量和稳定产氢时长均高于d=10mm铝合金样品,但 d=10mm铝合金样品的稳定产氢速率要优于d=30mm铝合金样品,d=10mm铝合 金样品的稳定产氢时长与两个d=30mm铝合金样品中较快
的稳定产氢时长相当, d=10mm铝合金样品的产氢量和产氢率要均落后于d=30mm铝合金样品。
[0125]
根据实施例1和2可知,实施例1和2分别有两个较为稳定的产氢阶段,且有 水解反应前期速度较快和中期较慢的特点。实施例1中d=30mm的样品(沿中心 加工)水解反应前期的稳定产氢速率为22.3ml
·
g-1
min-1
,稳定产氢时长为29min; d=30mm的样品(沿中心加工)水解反应后期的稳定产氢速率15.4ml
·
g-1
min-1
,稳 定产氢时长18min。实施例2中d=30mm的样品(沿边缘加工)水解反应前期的 稳定产氢速率为20.6ml
·
g-1
min-1
,稳定产氢时长为32min;d=30mm的样品(沿边 缘加工)水解反应后期的稳定产氢速率15.3ml
·
g-1
min-1
,稳定产氢时长19min。实 施例1中d=30mm铝合金样品的中心区域仅在稳定产氢时长方面稍弱于实施例2 中d=30mm铝合金样品的边缘区域,在稳定产氢速率、产氢量和产氢率方面均稍 占优势。
[0126]
由实施例3和4可知,经高压扭转处理n=5和n=20的合金样品具有明显的 差异。n=5的合金样品稳定产氢速率较低,但稳定产氢时长未见明显差异。
[0127]
由实施例3和5可知,zn合金成分对合金产氢性能有着显著的影响。实施例 5中样品产氢速率、产氢量和产氢率较低,但稳定产氢时长较长。实施例1和5中 合金样品稳定产氢时长有差距较小,在产氢量和产氢率方面差距较大,合金成分和 样品形貌均对合金产氢性能有一定影响。
[0128]
根据实施例6-9可知,各实施例中合金的稳定产氢速率、产氢量均较低,这与sn和zn含量,人工或机械搅拌时长、高压扭转加工过程中的压力、温度、角速度、 圈数、产氢时恒温水浴锅温度有直接关系。过高或者过低的sn、zn含量均降低了 合金产氢量,且大幅提升了原料成本。高压扭转加工过程宜根据实际情况设置恰当 压力、角速度、温度和圈数。实施例8的稳定产氢时长约29分钟,但其产氢率为 最低,仅为7.9%,加工圈数应是最大的影响因素。此外,实施例7-9中的合金在 200h的持续产氢实验中表现良好,分别具有813.4、632、705ml
·
g-1
的产氢量。
[0129]
表2实施例1-9的产氢性能
[0130]
[0131]
以上实施例仅是对本发明技术方案所做的举例说明。本发明所涉及的一种水解 制氢用铝-锡-锌合金及其制备方法及应用并不仅仅限定于在以上实施例中所描述 的内容,而是以权利要求所限定的范围为准。本发明所属领域技术人员在该实施例 的基础上所做的任何修改或补充或等效替换,都在本发明的权利要求所要求保护的 范围内;另外,以上实施例中为了便于比较,在某些实施例中将搅拌时间与速度、 高压扭转设备压力、操作温度与转速、产氢装置中水量在内的参数都设置成相同, 本方案中高压扭转设备压力、操作温度与转速并不限于实施例中所列举的,采用权 利要求中所提供的参数范围都能够获得较优的效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1