一种小零件局部喷砂流水线设备的制作方法
本发明属于小零件表面处理,特别涉及一种小零件局部喷砂流水线设备。
背景技术:
1、喷砂处理是利用高速砂流的冲击作用清理和粗化基体表面的过程,采用压缩空气为动力,将喷料形成高速喷射束喷射到需要处理的表面,进而使表面获得一定的清洁度和不同的粗糙度的处理工艺。
2、在喷砂过程中,一些工件因为具有一定的工艺要求,表面需要进行局部的喷砂处理,而除了需要喷砂处理的位置以外,其他位置的粗糙度不能够改变。
3、相关技术中,对需要进行局部喷砂处理的工件进行表面处理时,一般采用贴膜的方式进行预处理,即通过保护膜对工件喷砂表面不喷砂部位进行覆盖,使工件在喷砂过程中仅有裸露的部位受到喷砂,在完成喷砂后,还需要将贴膜取下。
4、在需要局部喷砂处理的工件当中,相当的一部分工件体积和被喷砂面积均较小,如果采用贴膜的方式来实现局部喷砂处理,贴膜和取膜的难度大,并且不能完成自动化喷砂流程,成本高,使企业耗费较高的时间成本和经济成本。
5、如何提供一种小零件局部喷砂流水线设备,如何实现小工件机械自动化上料、遮蔽、喷砂和下料,降低加工成本和时间成本,提升效益,成为急需解决的问题。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明的目的在于提供一种小零件局部喷砂流水线设备,用于解决现有技术中在需要局部喷砂处理的工件当中,相当的一部分工件体积和被喷砂面积均较小,如果采用贴膜的方式来实现局部喷砂处理,贴膜和取膜的难度大,并且不能完成自动化喷砂流程,成本高,使企业耗费较高的时间成本和经济成本的问题。
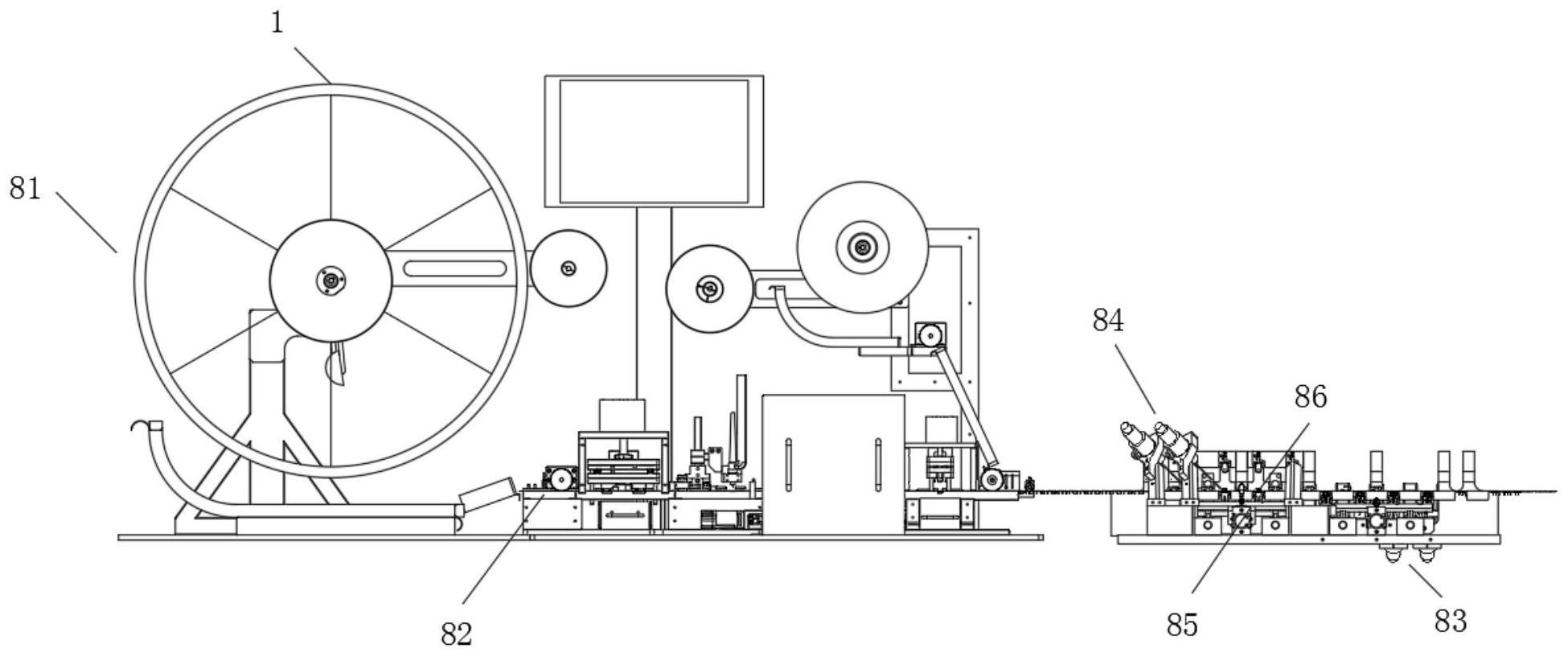
2、为实现上述目的,本发明提供一种小零件局部喷砂流水线设备,包括安装在同一流水线上的上料组件、运送组件、喷砂组件、喷砂遮挡模组、顶侧遮挡模组和下料组件;
3、所述上料组件包括用于料带上料的上料盘;
4、通过采用这种技术方案:需要喷砂加工的工件与料带相结合,以料带为载体,在料带的带动下在流水线设备上运送;上料盘上收卷料带,料带使用时,通过转动进行相应的供料;
5、所述运送组件包括驱动料带移动的驱动棘轮和主体支撑立架,所述立架的侧表面沿同一直线安装有多个托架,所述托架上开设有运送槽,所述运送槽的槽底壁固设有立板,所述立板的顶部连接有压料板;所述托架的前侧可拆卸连接有前挡板,所述前挡板上转动连接有托料销,所述托料销对应穿至运送槽的内部,且托料销上部与压料板下表面贴合;
6、通过采用这种技术方案:驱动棘轮可以驱动料带在托架上运送槽进行进行运送;料带在运送槽内部运送过程中,底部受到托料销的支撑,顶部受到压料板的限制,从而实现自身输送过程中的限位,减少自身输送时的翘起,从而更加精准的对工件位置进行定位,提升定位精度;
7、所述喷砂组件包括固定仰角喷砂模组和固定俯角喷砂模组;
8、通过采用这种技术方案:可以实现上下两个方向的喷砂作业,确保能够满足工件的多方位喷砂需求;
9、所述喷砂遮挡模组包括若干连接模具本体的喷砂遮蔽组件,若干喷砂遮蔽组件等距连接在模具台的一侧,所述模具台可拆卸插接在安装台的上部,所述安装台连接在第二气缸的伸出端;
10、所述喷砂遮蔽组件包括基座、后压板和前压板;所述前压板和后压板通过螺钉与基座整体连接;所述模具本体对应压设与前压板和后压板之间;
11、通过采用这种技术方案:连接多个喷砂遮蔽组件的模具台可以在安装台上快速拆装,安装台可以在第二气缸的作用下来回移动,不仅能够实现多个喷砂遮蔽组件的快速更换,还能够直接移至密封空间外部进行喷砂遮蔽组件的维护;
12、所述顶侧遮挡模组包括与立架一体设置的若干安装柱,各所述安装柱的前侧均安装有载物台,相邻所述载物台的顶侧通过螺钉安装有可拆托盘,所述可拆托盘上开设有放置槽,所述放置槽的内部放置有遮蔽块;
13、所述立架的顶部安装有结构梁,所述结构梁上安装有若干快速五金夹,所述快速五金夹的压杆下端连接有平压板;所述平压板相对位于遮蔽块的正上方;
14、通过采用这种技术方案:遮蔽块通过快速五金夹的作用压置在放置槽的内部,从而可以进行下部工件的顶部遮蔽,遮蔽块受损需要更换时,直接上抬快速五金夹即可解除遮蔽块的固定装置,不仅能够进行正常的顶侧遮蔽,还能够进行快捷维护;
15、所述下料组件包括用于收卷喷砂后料带的收卷盘。
16、通过采用这种技术方案:进行喷砂后料带的收卷作业。
17、于本发明的一实施例中,所述上料组件还包括料带的运送机构、切断机构和焊接机构;
18、所述运送机构包括带有料带运送槽的运送台,所述运送台的两侧分别连接有第一运送电机和第二运送电机,所述第一运送电机和第二运送电机的输出轴上均连接有驱动料带移动的拉料盘;
19、所述切断机构设置在第一运送电机与第二运送电机之间,包括安装在运送台上的模架,所述模架的顶部连接有第一气缸,所述第一气缸的伸出端竖向穿至模架的内侧与上模板连接;所述模架的内部下侧对应上模板固定连接有下模板;
20、所述上模板的下侧通过弹簧连接有压紧板,所述压紧板的下表面两侧共连接有两组定位针,各组所述定位针均向下贯穿下模板;
21、所述上模板的底侧固设有两个用于切断料带的切刀,所述切刀向下贯穿压紧板和下模板;
22、所述焊接机构包括安装在竖向驱动气缸伸出端上的焊接架,所述焊接架上固设有用于焊接两个料带的焊机。
23、通过采用这种技术方案:当前卷料带耗尽时,前卷料带被第二运送电机拉动,使前卷料带的尾端位于模架的正下方,第一运送电机和第二运送电机分别对应料带调位,两个切刀分别对连个料带进行裁切,并使裁切后的两个料带最近的工件与切口距离之和符合工件间距要求;切断过程中,第一气缸驱动上模板下压,压紧板与上模板同时动作,从而使定位针下压并穿过料带上相应的定位孔,料带位置被定位,料带定位后,上模板继续下压,使切刀作用于料带进行切断,切断后的两个料带可以在第一运送电机和第二运送电机的作用下运送至焊接机构处,在焊机的作用下实现焊接,保证料带的持续上料。
24、于本发明的一实施例中,所述焊接机构与第二运送电机之间设置有用于料带切断位置检测的摄像尺寸检测装置。
25、通过采用这种技术方案:摄像尺寸检测装置为现有技术,可以用于检测料带的切口情况、工件和料带的相关尺寸。
26、于本发明的一实施例中,所述托架上连接有压料架,所述压料架的前端连接有弹簧片,所述弹簧片对应压置在压料板的上部。
27、通过采用这种技术方案:弹簧片的弹力会转换为压料板的下压力,从而实现压料板对料带顶部更好的限位,避免料带运送过程中产生翘起现象。
28、于本发明的一实施例中,所述固定仰角喷砂模组包括第一安装座,所述第一安装座的顶部呈水平安装有悬臂座,所述悬臂座的前端伸出第一安装座的范围设置有倾斜的安装面,所述安装面的两侧均开设有限位槽,所述限位槽的内部通过螺钉连接有第一安装架,所述第一安装架的侧壁上通过螺钉连接有第一夹持柄,所述第一夹持柄的末端一体设置有两个第一夹爪,两个所述第一夹爪相对的一侧开设有第一抱合槽;两个所述第一夹爪的端部穿设有第二锁紧螺栓。
29、通过采用这种技术方案:固定仰角喷砂模组由第一安装座、第一安装架和第一夹持柄通过螺钉连接而成,不仅能够实现喷头的仰角固定,整体组装拆卸还较为便利,使用成本低,且具有良好的效益。
30、于本发明的一实施例中,所述固定俯角喷砂模组包括第二安装座,所述第二安装座的顶端通过螺钉连接有定位块,所述定位块的一端开设有夹角形的安装槽,所述安装槽的内部连接有第二安装架,所述第二安装架前端的一个侧壁上通过螺钉连接有第二夹持柄,所述第二夹持柄的顶端一体固设有两个相对的第二夹爪,两个所述第二夹爪相对的一侧开设有第二抱合槽;两个所述第二夹爪的端部穿设有第二锁紧螺栓。
31、通过采用这种技术方案:固定俯角喷砂模组由第二安装座、定位块、第二安装架和第二夹持柄通过螺钉连接而成,不仅能够实现喷头的俯角固定,整体组装拆卸还较为便利,使用成本低,且具有良好的效益。
32、于本发明的一实施例中,所述模具本体的后表面两侧均连接有第一遮蔽板;所述模具本体的后表面上侧连接有第二遮蔽板,所述第二遮蔽板的板身上开设有让位槽。
33、通过采用这种技术方案:第一遮蔽板和第二遮蔽板分别提供两侧的遮蔽和顶部的遮蔽,让位槽的开设是位置保证工件能够位于由第一遮蔽板和第二遮蔽板形成的空间内部,实现对工件的遮蔽。
34、于本发明的一实施例中,所述下料组件还包括用于检查切口情况、工件和料带的相关尺寸拍照检测装置。
35、通过采用这种技术方案:拍照检测装置为现有装置,可以对加工尺寸、工件的表面指标进行检测。
36、如上所述,本发明的一种小零件局部喷砂流水线设备,具有以下有益效果:整个设备由上料组件、运送组件、喷砂组件、喷砂遮挡模组、顶侧遮挡模组和下料组件组成喷砂流水线,不仅能够实现小工件的自动化喷砂流程,还能够在小工件喷砂过程中完成自动化机械遮蔽,加工成本低,耗费时间短,推广应用具有良好的经济效益和社会效益。
- 还没有人留言评论。精彩留言会获得点赞!