一种热镀锌气刀刀体结构及其刀唇间隙调整方法与流程
1.本发明涉及冶金行业热镀锌板生产技术领域,具体为一种热镀锌气刀刀体结构及其刀唇间隙调整方法。
背景技术:
2.在带钢连续热镀锌生产线中,一般采用吹气法镀锌,就是采用一个横贯整个带材宽度表面的矩形喷嘴喷吹出扁平气流,喷吹的气流像一把刮刀将带钢表面多余的锌液逆向刮回锌锅,使得镀锌面锌层厚度均匀,喷吹设备称之为“气刀”。
3.目前由于气刀连续长期使用,锌渣或气体中的杂质会磨损气刀刀唇,导致气流异常,需要对刀唇进行检查修磨,磨损严重的需要整体更换刀体,否则影响产品表面质量控制,气刀在生产时放置于锌液上方平台,刀唇间隙受高温影响会发生变化,需要周期性调整刀唇间隙,现有气刀一般采用离线人工调整方式,将气刀刀体、刀架吊离高温区,人工调整好后再吊回锌锅平台上,刀唇检查调整时需要整体拆除刀体结构,将上刀唇拆卸检查确认后,靠人工将长达2.0米左右上、下刀唇对准,调整检查技术难度大,且吊运、调整以及安装周期长,为了解决上述问题我们提出了一种热镀锌气刀刀体结构。
技术实现要素:
4.针对现有技术的不足,本发明提供了一种热镀锌气刀刀体结构,具备快速、精细化调整气刀吹气间隙大小,改善气刀刀唇结构和选材,提升刀唇耐磨性等优点,解决了气刀一般采用离线人工调整方式,将气刀刀体、刀架吊离高温区,人工调整好后再吊回锌锅平台上,刀唇检查调整时需要整体拆除刀体结构,将上刀唇拆卸检查确认后,靠人工将长达2.0米左右上、下刀唇对准,调整检查技术难度大,且吊运、调整以及安装周期长的问题。
5.本发明解决上述技术问题的技术方案如下:
6.一种热镀锌气刀刀体结构,包括上刀体和下刀体,所述上刀体的前后两侧均设置有与下刀体贴合的端盖,两个所述端盖的内部均开设有进气管孔和端盖固定孔,所述端盖固定孔用于将端盖和上、下刀体固定,所述上刀体和下刀体之间设置有与两个端盖固定连接并与进气管孔连通的进气管道,所述进气管道的管壁上开设有通气孔,所述上刀体的顶部开设有螺纹通孔,所述上刀体的一侧开设有与螺纹通孔连通的刀唇调节沟槽,所述上刀体的内部开设有与刀唇调节沟槽连通的螺纹沉孔,所述螺纹通孔的内部螺纹连接有无头内外牙螺套,所述无头内外牙螺套的内部螺纹连接有一端延伸螺纹沉孔内部的开槽无头螺栓,所述上刀体和下刀体相对一侧均设置有刀唇。
7.在上述技术方案的基础上,本发明还可以做如下改进。
8.进一步的,所述上刀体和下刀体之间设置有进气腔体和吹气通道,所述上刀体和下刀体之间设置有与吹气通道连通的吹气缝隙,所述上刀体和下刀体相对一侧均开设有安装槽,所述安装槽的内部均固定安装有刀唇,分别为上刀唇和下刀唇,所述上刀唇和下刀唇相对一侧均设置有刀唇喷吹面,所述上刀唇设置的上刀唇喷吹面呈平面形,所述下刀唇设
置的下刀唇喷吹面呈两边低中间高的曲面状,所述上刀唇和下刀唇形成两边宽中间窄的吹气缝隙。
9.更进一步的,所述上刀唇和下刀唇的材质均为硬质合金。
10.进一步的,所述上刀体和下刀体之间还设置有位于进气管道一侧的均气网。
11.进一步的,所述进气管道位于进气腔体内,所述均气网位于吹气通道上。
12.进一步的,所述进气管道呈圆形管状,所述通气孔位于进气管道相对均气网的一侧。
13.进一步的,所述均气网位于气刀刀体吹气通道处,所述均气网上均布有气孔,所述下刀体的内侧开设有位于均气网下方的安装孔,所述均气网的上方螺纹连接有贯穿下刀体并延伸至安装孔内的固定螺钉。
14.进一步的,所述无头内外牙螺套和开槽无头螺栓的材质均为高强钢。
15.进一步的,所述无头内外牙螺套和开槽无头螺栓的内部螺纹均为细牙内螺纹,所述无头内外牙螺套的外部螺纹为粗牙外螺纹,所述粗牙外螺纹与螺纹通孔的内螺纹相适配,所述无头内外牙螺套的细牙内螺纹与开槽无头螺栓的上半部分细牙外螺纹相适配,所述开槽无头螺栓位于内六角孔下方,所述“一字”槽与内六角孔连通。
16.本发明的刀体结构使用时,由外部风机提供供气压力,气流通过端盖上的端盖固定孔注入进气管孔,由进气管孔进入的气体先在进气管道内进行储压稳压,再通过进气管道上匀布的通气孔进入上刀体和下刀体构成的进气腔体内进一步分配稳流,进气腔体内气体通过吹气通道前端的均气网进入吹气缝隙,其中吹气通道具有一定流线导流弧度,与均气网相配合,可进一步稳定气体射流的压力和流量,受高温影响,气刀刀唇的间隙会发生形变,所以本发明还提供了上述热镀锌气刀刀体结构的刀唇间隙调整方法,需要进行气刀吹气间隙调整时,通过控制无头内外牙螺套上的外螺纹的拧紧程度,可对吹气缝隙开度大小进行粗略调节,通过调整开槽无头螺栓上外螺纹的拧紧程度,可对吹气缝隙开度大小进行精细调节。
17.本发明的有益效果是:
18.该热镀锌气刀刀体结构,通过气刀气流利用两级气孔流量再分配,进气管道、圆形组合腔体及吹气通道三个腔体对气流起蓄能稳压作用,可进一步提高吹气缝隙射流压力和流量的稳定性,调整校正刀唇吹气间隙时,不需要拆卸上刀体和下刀体,根据生产需要调节六角圆柱形无头内外牙螺套和开槽无头螺栓,使得喷吹缝隙大小稳定后即可进行后续生产,影响生产时间短,通过这样的方式,达到了快速、精细化调整气刀吹气间隙大小,改善气刀刀唇结构和选材,提升刀唇耐磨性的目的。
附图说明
19.图1为本发明热镀锌气刀刀体结构的立体局部剖面图;
20.图2为图1中a处结构放大图;
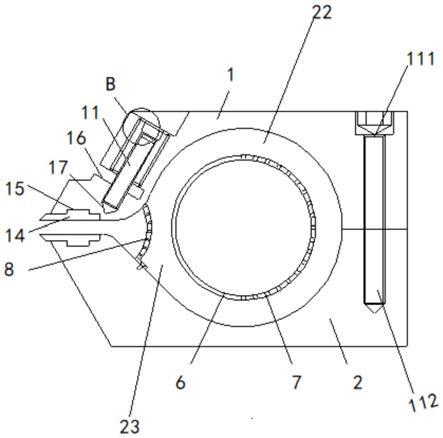
21.图3为本发明热镀锌气刀刀体结构的剖面图;
22.图4为图3中b处的放大图。
23.图5为本发明热镀锌气刀刀体结构的上、下刀唇示意图。
24.图中:1、上刀体;2、下刀体;3、端盖;4、进气管孔;5、端盖固定孔;6、进气管道;7、通
气孔;8、均气网;9、螺纹通孔;10、无头内外牙螺套;11、开槽无头螺栓;12、“一字”槽;13、内六角孔;14、刀唇;141、上刀唇;142、下刀唇;15、安装槽;16、刀唇调节沟槽;17、螺纹沉孔;111、刀体连接螺栓孔;112、上下刀体固定螺丝孔;22、进气腔体;23、吹气通道;29、上刀唇喷吹面;30、下刀唇喷吹面。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.结合图1-4,实施例的一种热镀锌气刀刀体结构,包括上刀体1和下刀体2,上刀体1和下刀体2通过螺栓连接,上刀体1上设有刀体连接螺栓孔111,下刀体2上设有与刀体连接螺栓孔111相连通的上下刀体固定螺丝孔112,上刀体1的前后两侧均设置有与下刀体2贴合的端盖3,两个端盖3的内部均开设有进气管孔4和四个呈中心对称分布的端盖固定孔5,两个端盖3各自通过端盖固定孔5与上刀体1和下刀体2固定连接,上刀体1和下刀体2之间设置有与两个端盖3固定连接并与进气管孔4连通的进气管道6,进气管道6的管壁上开设有通气孔7,上刀体1和下刀体2之间设置位于进气管道6一侧的均气网8,上刀体1的顶部开设有螺纹通孔9,上刀体1的一侧开设有与螺纹通孔9连通的刀唇调节沟槽16,上刀体1的内部开设有与刀唇调节沟槽16连通的螺纹沉孔17,螺纹通孔9的内部螺纹连接有无头内外牙螺套10,无头内外牙螺套10的内部螺纹连接有一端延伸螺纹沉孔17内部的开槽无头螺栓11,开槽无头螺栓11为开槽圆柱形无头螺栓,其顶部开设有“一字”槽12,无头内外牙螺套10为内六角圆柱形无头内外牙螺套,其顶部开设有内六角孔13,上刀体1和下刀体2相对一侧均设置有刀唇14。
27.上刀体1和下刀体2之间设置有圆形的进气腔体22和吹气通道23,上刀体1和下刀体2之间设置有与吹气通道23连通的吹气缝隙,上刀体1和下刀体2相对一侧均开设有安装槽15,安装槽15的内部均固定安装有刀唇14,分别为上刀唇141和下刀唇142,所述上刀唇141和下刀唇142相对一侧均设置有刀唇喷吹面,所述上刀唇141设置的上刀唇喷吹面29呈平面形,所述下刀唇142设置的下刀唇喷吹面30呈两边低中间高的曲面状,所述上刀唇141和下刀唇142形成两边宽中间窄的刀形曲线,即形成两边宽中间窄的吹气缝隙,所述上刀唇141和下刀唇142的材质均为硬质合金。
28.进气管道6位于进气腔体22内,均气网8位于吹气通道23上。
29.进气管道6呈圆形管状,通气孔7位于进气管道6相对均气网8的一侧,即所述进气管道6在与刀体吹气方向相反的半圆管壁上均布有通气孔7,均气网8远离通气孔7设置,位于吹气通道23前端。
30.均气网8位于吹气通道处,均气网8上均布有气孔,下刀体2的内侧开设有位于均气网8下方的安装孔,均气网8的上方螺纹连接有贯穿下刀体2并延伸至安装孔内的固定螺钉。
31.无头内外牙螺套10和开槽无头螺栓11的材质均为高强钢,高强钢为q460钢,无头内外牙螺套10和开槽无头螺栓11的内部螺纹均为细牙内螺纹,无头内外牙螺套10的外部螺纹为粗牙外螺纹,粗牙外螺纹与螺纹通孔9的内螺纹相适配,无头内外牙螺套10的细牙内螺
纹与开槽无头螺栓11的上半部分细牙外螺纹相适配,开槽无头螺栓11位于内六角孔13下方,“一字”槽12与内六角孔13连通。
32.气刀吹气过程及间隙调整方法如下:
33.由外部风机提供供气压力,气流通过端盖3上的端盖固定孔5注入进气管孔4,由进气管孔4进入的气体先在进气管道6内进行储压稳压,再通过进气管道6上匀布的通气孔7进入上刀体1和下刀体2构成的进气腔体22内进一步分配稳流,进气腔体22内气体通过吹气通道23前端的均气网8进入吹气缝隙,其中吹气通道23具有一定流线导流弧度,与均气网8相配合,可进一步稳定气体射流的压力和流量,受高温影响,上刀唇141和下刀唇142的间隙会发生形变,需要周期性调整刀唇间隙,气刀吹气间隙调整时,采用内六角扳手旋转内六角孔13,通过控制无头内外牙螺套10上的外螺纹的拧紧程度,可对吹气缝隙开度大小进行粗略调节,采用“一”字螺丝刀旋转“一字”槽12,通过调整开槽无头螺栓11上细牙外螺纹的拧紧程度,可对吹气缝隙开度大小进行精细调节,通过调节螺丝的微调,有利于确保吹气缝隙开度大小均匀分布。
34.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1