一种利用地外行星原位资源制备高强度复杂构件的高效3D打印装置和方法
一种利用地外行星原位资源制备高强度复杂构件的高效3d打印装置和方法
技术领域
1.本发明涉及航空航天领域,尤其涉及利用地外行星原位资源激光3d打印的方法和装置。
背景技术:
2.深空探测是科技发展的一个重要发展方向。随着我国科技实力的提升,在深空探测能力上已取得显著提升。随着探月工程、土星探测工程等不断发展,外太空基地及基础设施的建设已被提上日程。但如果建设原材料全部采用地球上资源将会使建造成本大大增加,而尽量利用外太空的原位资源建设是十分经济实惠的方式。特别是在月球上具有丰富的月壤资源可以利用,月壤成分材质主要包含橄榄石、斜长石、辉石、钛铁矿以及玻璃等,而激光3d打印是快速制造构件的一个重要方法,特别是支持多种材料、无需支撑结构、材料利用率较高的sls(选择性激光烧结)是用于打印此类材料最适合的方法。如果能在地外行星直接利用其原位资源进行构件的激光3d打印制造,火箭发射器尽量少携带物质,将大幅降低整体成本。但是如果原材料只是单纯的地外行星资源,由于地外行星原位材料具有较大的脆性(例如月壤),在制造过程会显著增加裂纹敏感性,影响3d打印部件的使用性能,特别是承重结构件。
3.cn110039771a公开了一种利用太阳能为能源,单纯依靠月壤为原材料通过3d打印方式来建造大型月面设施,但是制备的月壤混凝土的强度较低并不适合承重等结构件的制造,而且过程中需要月球中稀缺的水资源,这在月面上较难实施。专利cn110039771a公开了一种利用地面携带的粘结剂在月面实现与筛分后的月壤混合进行喷墨3d打印成形的方法,但并未具体给出粘结剂的成分和打印后结构的强度。cn 112620647a公开了一种利用金属液滴与月壤混合的3d打印方法,将金属液滴与月壤粘结而形成金属基复合材料制造大型构件或承重结构。这两种方法是都是基于3dp(喷射液滴成形)技术,该技术得到的零部件的强度较低。专利cn 112225530 a为了改善月壤3d打印蓄能块致密性差、导热性差的问题,提出了在打印过程中添加氧化硼与金属合金混合物粘合剂的方法,利用粘合剂填充粉末空隙,再进行选择性激光烧结3d打印,该方法添加的氧化硼和金属合金粘合剂成分复杂,需要根据月壤颗粒的粒径来搭配相应的粘合剂颗粒尺寸,在打印效率上与传统的sls方法相比并没有很大的提高。
4.而在sls过程中,预热温度的控制十分重要。如果预热温度太低,会导致粉末层内冷却太快,熔化颗粒来不及充分润湿和相互扩散、流动,容易在内部形成大量空隙,致密度下降;若预热温度太高,会导致部分低熔点有机物碳化和烧损,也不能保证烧结密度和深度;而快速大范围的预热是实现高效率、高质量打印的必要手段。专利cn103358555公开了一种多光束的激光扫描加工方法,在打印烧结时利用多束激光束同时对原材料粉末加工来提升打印效率。专利201680034015.7公开了一种利用多光束的增材制造方法,通过多光束来扩大零件的整体成型幅面,但是对于单个幅面的成型效率并没有提高。专利
201310670777.4公开了一种基于四激光双工位的激光选区熔化slm设备及加工方法,利用分布扫描的策略先利用低功率密度的激光束对边缘进行扫描,再利用大光斑高功率密度的激光束对中心区域进行扫描,该方法两束光束并不是同时进行,在一定程度上限制了打印效率的进一步提升。以上方法虽然在一定程度上可以提升打印效率,但是都存在各自的局限性,而且对于打印质量的提升并未有提高。在地外行星上制造大型设施,既需要保证结构的强度、承重性满足,同样要尽量少携带地面资源充分利用行星原位资源,而且要保证打印效率,节省能源;所以目前本领域内缺少一种高效、低成本、高质量的地外行星原位资源3d打印方法及装置。
技术实现要素:
5.为了实现以上目的,针对现有技术不足,本发明提出了一种利用地外行星原位资源制备高强度复杂构件的高效3d打印装置和方法,解决地外行星3d打印过程中成本高、质量差的问题。
6.本发明的技术解决方案如下:
7.一种利用地外行星原位资源制备高强度复杂构件的高效3d打印方法,其特征在于,所述方法包含以下步骤:
8.提供至少包含地外行星土壤颗粒原位资源在内的3d打印原材料;
9.提供第一束激光束,用于将所述3d打印原材料均匀预热,形成预热区域;
10.提供第二束激光束,用于对预热区域的3d打印原材料熔化粘结形成结构;
11.重复上述步骤,以层层堆叠结构的方式3d打印出整体构件。
12.在一优选例中,所述的第一激光束与第二激光束先后以第一加工速度和第二加工速度扫描所述的3d打印原材料,使所述3d打印原材料被部分加热熔化、冷却凝固粘结。
13.在一优选例中,所述第一激光束与第二激光束分别具有第一辐照区域中心和第二辐照区域中心,第一辐照区域的表面积与第二辐照区域的表面积之比不小于2。
14.在一优选例中,所述第二激光束对3d打印原材料作用时已被所述第一激光束作用;第一激光束对3d打印原材料作用后使3d打印原材料达到温度t1,t1不超过3d打印原材料中最低组分材料熔点的80%。
15.在一优选例中,所述3d打印原材料在第二激光束辐照之前,被第一激光束辐照的次数不小于1次。
16.在一优选例中,所述第一激光束以一定的速度对待加工原材料进行重复高速的扫描预热,以使待加工各个位置在第二激光束辐照时保持预热至相同的物理状态区间,特别是其温度t1达到熔点的20%-80%,优选地为50%-60%,所述加工扫描速度为不小于1m/min。
17.在一优选例中,所述第一激光束对3d打印原材料各个位置预热扫描次数与原材料和第一激光束辐照区域的距离成比例关系;
18.在一优选例中,所述第一激光束在3d打印原材料表面所形成的辐照区域形状为圆形轮廓或细长的矩形轮廓。
19.在一优选例中,所述第一激光束在原材料表面所形成的辐照区域表面积至少为第二激光束辐照区域表面积的3倍以上,所述第二激光束的辐照区域斑点形状为圆形,其直径
为 0.05mm-0.6mm,优选地为0.08-0.5mm。
20.在一优选例中,所述第二激光束辐照区域能量具有环形、高斯或平顶状态的分布。
21.在一优选例中,所述3d打印原材料包含有机物粘结剂,该粘结剂的熔点不超过所述3d 打印原材料熔点的30%。
22.本发明还提供一种利用地外行星原位资源制备高强度复杂构件的高效3d打印装置,其特征在于,所述装置至少包含控制组件、原材料供给组件、移动组件及加热熔化粘结组件;
23.控制组件,用于根据导入的零部件三维信息,控制原材料供给组件、移动组件和加热熔化粘结组件;
24.原材料供给组件,用于提供至少包含地外行星土壤在内的3d打印原材料的持续供给;
25.移动组件,用于在3d打印过程中移动所述原材料供给组件和加热熔化粘结组件;
26.加热熔化组件,用于在3d打印过程中提供激光热源;所述热源至少包含能形成一较大辐照范围的第一激光热源和较小聚焦范围的第二激光热源;所述第一激光热源用于将所述原材料均匀预热,第二激光热源用于对所述预热范围内的部分原材料熔化粘结形成结构。
27.在一优选例中,还包含铺粉机构,使所述第一激光束对原材料辐照前利用铺粉机构使所述原材料均匀铺展。
28.在一优选例中,还包含滚压组件,对所述结构实施加压力形成致密高强度结构。
29.在一优选例中,还包含检测反馈组件,用于检测第一激光束对原材料预热,原材料物理状态的变化情况并适时反馈至控制器进而控制第二激光束的加工参数,特别是针对其温度状态的检测反馈。
30.在一优选例中,还包含红外测温单元,用于对预热后原材料温度的检测。
31.与现有技术相比,本发明的有益效果如下:
32.1.为了实现打印过程中效率低的问题,本发明通过在正式打印前,通过一较大范围内的激光预热,使在打印时能提高地外行星土壤熔化速度,提升打印效率,降低制造成本;
33.2.另外在打印、预热前通过适时检测并反馈预热后材料的温度状态,而采用多次快速扫描预热的方法,使原材料在打印前保持一致的温度状态,保证打印时各个位置的打印质量,提升结构组织均匀性和减小变形量;
34.3.通过铺粉装置,可以保证在打印前将打印粉末均匀铺展,从而保证打印的均匀一致性;
35.4.通过压紧装置,并通过逐层打印后紧跟的压实滚轮将结构压实保证打印后结构的致密度和强度;
36.5.整个系统装置高度集成在一块,各个模块相互配合保证了使用时的便捷性和一致性;
37.6.相比目前多光束、多工位打印方法,本方法成本更低;
38.7.本发明在提升打印质量上具有特别的优势,特别是在针对地外行星原位资源打印时对于承重类结构的快速制造领域。
附图说明
39.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的可替代的实施方式。
40.图1为本发明方法的流程示意图。
41.图2为本发明中打印区域的光束分布及原材料分布示意图。
42.图3为图2中所示示意图的局部放大图。
43.图4为本发明中涉及到的另一种光束分布及打印区域示意图。
44.图5为本发明中涉及到的另一种光束分布及打印区域示意图。
45.图6为本发明中涉及到的另一种光束分布示意图。
46.图7为本发明中涉及到的另一种光束分布示意图。
47.图8为本发明中涉及到的另一种光束分布示意图。
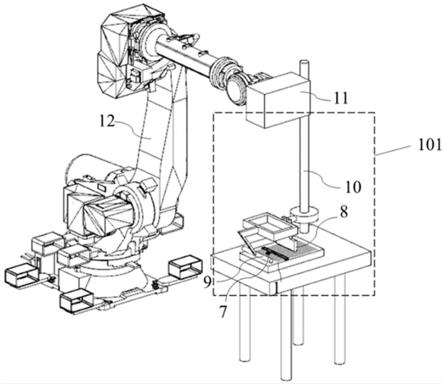
48.图9为本发明中一种装置的整体结构示意图。
49.图10为图9中101区域的局部放大图。
50.图11为图10中102区域的局部放大图。
51.图12为本发明中涉及到双光束的一种产生方法的示意图。
52.图13为本发明中涉及到双光束的另一种产生方法的示意图。
53.图14为图12所示的双光束产生方法的一种具体实施方法示意图。
54.图15为图13所示的双光束产生方法的一种具体实施方法示意图。
55.图16为打印实物图
56.附图标记,1-已打印结构,2-混合物原材料,3-第一激光束,4-第二激光束,5-,6-第一激光束在原材料表面形成的辐照区域,7-第二激光束在原材料表面形成的辐照区域,8-刮板, 9-压辊,10-送粉装置,11-激光加工头,12-运动机构,13-控制器,14-延长结构,15-中空部位,301-第一激光器,401-第二激光器,33-射束分离器,34-总激光器,30-总激光束,302
‑ꢀ
第一激光器发射出的第一激光束,402-第二激光器发射的第二激光束,31-第一激光加工头, 41-第二激光加工头,l-第一激光束辐照区域为矩形是的长度,b-第二激光束辐照区域为矩形是的宽度,d—第二激光束辐照区域为圆形时其直径,d1-第一激光束与第二激光束辐照区域的中心距离,d2-第一激光束辐照区域为圆形时其直径。
具体实施方式
57.下面结合具体实施例,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外,附图为示意图,因此本发明装置和设备的并不受所述示意图的尺寸或比例限制。
58.需要说明的是,在本专利的权利要求和说明书中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、
方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
59.现在参考图1及图9,本发明提供了一种利用地外行星原位资源制备高强度复杂构件的高效3d打印方法,包含以下步骤:
60.提供至少包含地外行星土壤颗粒原位资源在内的3d打印原材料混合物;
61.提供第一束激光束,用于将所述原材料均匀预热,形成预热区域;
62.提供第二束激光束,用于对所述预热区域内的部分原材料熔化粘结形成结构;
63.重复上述步骤,以层层堆叠的方式3d打印出整体构件。
64.所述地外行星包括月球、土星等深空探测领域的地外行星,而其主要原位资源为地外行星表面的土壤颗粒,例如月球上的月壤资源,其主要材质成分为橄榄石、斜长石、辉石、钛铁矿以及玻璃等。包括氧化铝、氧化锆、氮化硅、氮化铝、氮化钛、碳化硅、碳化硼和碳化钛等一种或几种的混合物。而所述最终构件包括适用于地外行星人类居住、科学探索实验的房屋、结构件等复杂设施。本发明中所使用3d打印方法为sls(选择性激光烧结)方法,该方法区别与其他3d打印方法,具有制造工艺简单,柔性度高、材料选择范围广、材料价格便宜,成本低、材料利用率高,成型速度快等特点。
65.首先将所述地外行星原位资源与有机物粘结剂进行均匀混合组成打印原材料2;所述有机物粘结剂主要成分为尼龙粉末、酚醛树脂、环氧树脂、硬脂酸、粉煤灰等成分的粘结剂,也包括聚醚醚酮(peek)、聚醚酮(pek)、聚醚酮酮(pekk)、聚醚醚酮酮(peekk)和聚醚酮醚酮酮(pekekk)等热塑性塑料聚合物,具体为长碳链或短碳链的聚合物,其一般具有较低的熔点。在混合过程中可以使用例如机械搅拌的方法来达到目的,搅拌前还可以利用筛分等方法对地外行星原位资源进行筛分;本发明中地外行星土壤颗粒粒径范围为0.03mm-1.0mm,优选地为0.05mm-0.8mm。均匀混合后还可以包括利用送粉装置10及刮板装置8将所述原材料持续送至预定位置。该送粉装置10及刮板8可以是具有特定形状或功能的,一般而言其是具有类似漏斗形状,其内部具有特定粒径过滤筛选系统的筛网构成,可以将原材料进行过滤筛选以得到适合打印的原材料;刮板装置8可以是任意形状,例如为梯形结构,而工作端面侧具有一定刚度、强度,厚度在1-10mm的由金属或非金属原材料制作而成的,这在本领域是容易理解的,其主要目的为将送粉装置所输送的混合物原材料2均匀铺展,如图10、 11所示。送粉装置10位于激光加工头11的侧面,通过紧固结构与其连接,例如螺钉、螺母等机械连接方式,送粉装置内部具有中空的管道系统,如前所述内部具有特定大小的过滤筛网结构,实现对原材料的筛选。101为打印装置局部图,102为其放大图。送粉装置靠近加工部位连接刮板8以及滚压装置9,通过相对于待加工区域大致呈平行的延长结构14连接,其中刮板装置可以是利用机械连接方法固定在其轴上,而滚压装置也是通过机械连接与其连接,滚压装置和刮板相对于打印区域呈一前一后布置。而延长结构上中心具有中空的部位15以使激光束可以顺利通过。
66.然后提供至少包含第一激光束3和第二激光束4在内的2束激光束,激光束3和4在原材料表面分别形成辐照区域6、7,其中区域6和区域7具有不同的表面积,区域7至少为区域6的2倍以上,优选地为2.5倍以上。
67.其中第一激光束和第二激光束可以是由同一个激光器发射,或是由独立的两个激光器发射,如图12、14所示为两束激光302、402分别由单独的激光器301、401发射,经各自的
激光头31、41准直、聚焦后发射出激光束3、4,在原材料表面形成辐照区域6、7。图13、 15所示为两束激光束是由同一个激光器34产生激光束30,其经过一个整体的激光加工头2 内的射束分离器33而分解为两束激光3、4,射束分离器33是通过内部的任何光学元件或其组合来实现这一目的,例如棱镜、反射镜等;控制器13可以联结到射束分离器33上,从而来控制两束光的能量分配和辐照区域大小以及加工时的协同输出,例如功率水平、相互位置距离d1以及离焦量等。
68.一般地,激光束3、4是具有相同波长或不同波长的激光光束,其波长为0.3-10μm的,特别是0.5-3μm的红外激光器发射,这在sls加工中是常见的。而激光器34、301和401 可以对应于多种类型,包括但不限于固态激光器、直接二极管激光器、光子晶体激光器、半导体激光器、气体激光器、化学激光器、准分子激光器或自由电子激光器等。激光器可以是连续激光或脉冲激光,一般其峰值功率为5w-500w,特别地为10w-300w。
69.激光加工头31、41和2一般是内部有光学元件或其组合来构成的,可以是由完全固定的光学元件构成而形成具有固定光束特征的激光束,也可以是包括内部具有可移动、偏转的光学元件构成,从而使所形成的激光束在原材料表面形成的辐照区域6、7是可变化的,在加工过程中通过其运动、偏转等实现光束在空间位置上的高速扫描。
70.激光束3、4所形成的辐照区域6、7是具有不同表面积的,其辐照形状可以为环形、多光斑或者是可调制的光斑形状;例如图3所示为两光束辐照区域6、7分别为矩形形貌和圆形形貌,6具有长l和宽b,7的直径为d,中心间距为d1,所形成的区域面积之比为2以上,优选地为3以上,更进一步为5以上;一般地,d1为1-10mm,l为1-10mm,b为1-5mm,而d为0.2-1.0mm。另外图4所示为第一辐照区域形状为圆形,其直径为d2,第二辐照区域仍然为直径为d的圆形。图5所示为第一辐照区域形状是由两个辐照区域为圆形形状的区域构成;图6所示第一辐照区域为矩形,而第二辐照区域为圆环形;而第二辐照区域也可由两个以上的辐照区域构成,例如图7所示为第二辐照为由沿着扫描方向的两个圆形光斑组成,图8所示为由沿着扫描方向并排构成。上述辐照区域的实施例只是部分的做了介绍,另外可以由任何其他形状的光斑独立或组合地构成第一辐照区域或第二辐照区域,在此并不赘述。其中第二激光束辐照区域能量具有环形、高斯或平顶状态的分布;以保证在辐照区域具有更大范围、更小温度梯度的温度场分布。
71.第一激光束3和第二激光束4对原材料进行加工时,通过控制器13来控制所输出的每一个光束物理性质以及相对距离d1和运动速度。特别值得注意的是,两束光束的相互距离 d1在加工过程中是可以变化的,例如第一激光束以高速扫描待加工原材料,而第二激光束以恒定的速度对预热后的原材料进行加热熔化、使其粘结,而且两束激光束的运动速度完全可以是相同或不同,本发明的实质是通过控制器13来整个过程中控制两束光束的物理性质和加工参数,而使原材料在被第二束激光加工时具有相同的物理状态,特别是温度状态t1, 达到粘结剂熔点的20%-80%,更窄地为50%-60%。而原材料在被第二束光束加工前可以是被第一束光束扫描过一次或多次的,例如由于后加工部位距离第二束光较远,往往需要被第一束激光束扫描更多次而使其能达到相同状态,一般而言通过控制第一激光束的功率辐照水平可达到。
72.通常该装置还包括对原材料物理状态的检测传感装置,例如温度传感器,特别地为红外测温传感器,以使得在加工过程中,实时检测原材料的温度变化,并反馈到控制器
13,从而实时调整激光束的加工参数;如果温度离预设温度相差较大,则适时通过第一激光束再进行多次预热,从而使原材料在第二束激光束作用时均能保持一致的温度范围,其位于延长结构14上,通过机械连接固定。利用控制器控制移动组件12来控制加工速度,一般而言加工速度为0.1m/min-3m/min,更窄地为1.0m/min-2.5m/min。移动组件12为具有自动化运行功能的构件,例如多轴机器人、具有多轴多自由度运动的机床等。
73.待第二束激光束对原材料加工后(加热熔化、凝固),该装置还包括滚压组件9,其通常是具有圆形或球形形貌的,其大小可根据具体打印结构来对应设计,通过其对构件加工加压力而使成型件内部更紧实,减少内部孔洞,提高强度。
74.在滚压过程结束后,控制器根据导入的零部件三维信息确定下一层打印的形状及加工参数,重复实施该过程,即再经过原材料供给组件10、铺粉机构8、加热熔化组件11、移动组件12、控制器13整个过程,来进行多层的3d打印,而制造出具有复杂结构的构件。值得注意的是,上一层的滚压过程可以和下一层的打印是同时进行的,例如下一层的整体打印方向与上一层是相反的,此时在第一层打印结束后沿相反的加工方向(即滚压装置在前、打印在后)即可实现上一层滚压的同时,下一层进行打印。
75.实施例1
76.如图16所示为使用本发明方法所得的结构件形貌;其中该实施例中,所使用原材料为由模拟月壤材料成分的由sio2、al2o3、tio2等组成的混合物,所添加粘结剂为聚芳醚酮的热塑性树脂,所使用两束激光束在原材料表面所形成的辐照区域分别为20mm2、1.2mm2,如图3所示的排列形状,其比值大小约为16,辐照区域形状分别为矩形和圆形。其中在每一层的加工过程,第一束激光束的功率为80-150w,第二束激光束的功率为5-20w,在加工过程中,移动组件为6轴的机器人,控制器为由6轴机器人、激光器及激光加工头通过plc 联结而实施协作控制,保持两束激光以相对静止的速度加工,其中加工扫描速度1-2m/min,通过第一束光束对原材料的预先加热,使原材料在第二束激光束熔化时能以更快的速度达到其熔融粘结温度,从而大幅提升加工效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1