碲-硫协同处理的铝脱氧钢及其制备方法和应用
1.本技术涉及金属材料领域,尤其涉及一种碲-硫协同处理的铝脱氧钢及其制备方法和应用。
背景技术:
2.铝脱氧钢因其高强度和较好的冲击性能而被广泛应用,然而钢中非金属夹杂物的增多会降低钢材洁净度,破坏钢材的连续性、降低其力学性能。其中氧化铝是铝脱氧钢中典型的夹杂物。氧化铝夹杂物易堆积附着在浸入式水口内壁,改变水口内部形状,造成钢流偏流、冲击速度过大。对脱氧钢进行钙处理后可以减少水口结瘤的产生,但钙的加入量应适中,否则易产生大尺寸夹杂物。若在脱氧钢中加硫,可以形成以氧化铝为核心,外包硫化物的复合夹杂物,可减少水口结瘤的现象,但新生成的硫化物夹杂不可控,容易形成链状分布,有害钢材力学性能。氧化铝夹杂物的存在,破坏了钢基体的连续性,造成钢组织的不均匀,影响到钢的力学性能及加工性能。因此控制氧化铝的形态对于铝脱氧钢来说尤为重要。
3.专利文献cn112921147a公开了一种铝脱氧钙处理钢热处理过程cas析出抑制方法,该专利文献主要是通过控制钢中s、als含量和夹杂物cao/al2o3比值,实现cas含量的控制,但未对钢中12cao
•
7al2o3夹杂物的含量进行有效控制,容易造成ds类夹杂物超标,造成钢材疲劳失效。
4.专利文献cn110616294b公开了一种含硫含铝钢及其冶炼方法,该专利文献主要是通过在转炉至精炼过程中不添加萤石和精炼出站前对钢水进行增硫处理,达到减少氧化铝等杂质及减少结瘤现象的效果,但易产生硫化物聚集的现象,未考虑钢的切削性能。
5.专利文献cn113186371a公开了一种铝脱氧钢钢液净化的方法,该专利文献主要是通过向钢液加入铝钙镁、镁铈合金棒,净化钢液,使残留于钢液中的夹杂物呈细小、弥散分布,但未考虑因为镁含量过高引起的熔点过高问题。
6.研发一种限制氧化铝的聚集长大,增加切削润滑性,避免因硫化钙和氧化铝等高熔点夹杂物导致水口结瘤问题的铝脱氧钢,成为本领域研究的重点。
技术实现要素:
7.本技术的目的在于提供一种碲-硫协同处理的铝脱氧钢及其制备方法和应用,以解决上述问题。
8.为实现以上目的,本技术采用以下技术方案:一种碲-硫协同处理的铝脱氧钢,以质量百分比计算,包括:c0.06%-0.09%、al0.01%-0.02%、si0.01%-0.03%、mn1.0%-1.5%、s0.08%-0.1%、p0.045%-0.055%、te0.04%-0.15%,其余为fe和不可避免的杂质元素。
9.优选地,ω[te]/ω[s]为0.5-1.5。
[0010]
本技术还提供一种所述的碲-硫协同处理的铝脱氧钢的制备方法,包括:将铁水进行转炉冶炼,出钢过程中进行脱氧合金化;
进行lf精炼,加入硫铁合金和碲线,然后连铸得到所述碲-硫协同处理的铝脱氧钢。
[0011]
优选地,所述铁水进行转炉冶炼之前不进行预脱硫处理;优选地,所述铁水进行转炉冶炼之前进行预脱硅和预脱磷;优选地,所述脱氧合金化包括:先加入铝铁合金2.0-3.0kg/t,然后加入生石灰3.0-4.0kg/t,调整钢水成分至范围下限;优选地,所述脱氧合金化之后,钢液中的氧含量为70ppm-100ppm;优选地,所述脱氧合金化之后,钢液的磷含量为0.04wt%-0.05wt%;优选地,所述转炉冶炼的终点将碳含量控制至0.03wt%-0.04wt%。
[0012]
优选地,所述lf精炼过程中,钢液中的氧含量为45ppm-55ppm;优选地,所述lf精炼过程中,加入铝铁合金、硅锰合金、硅铁合金中的任一种或多种进行脱氧。
[0013]
优选地,加入所述碲线之后进行软吹氩;优选地,所述软吹氩的时间为20min-25min。
[0014]
优选地,所述连铸的过程中使用的中间包覆盖剂包括:低碱度覆盖剂和碳化稻壳。
[0015]
优选地,所述连铸的过程中采用水冷进行冷却;优选地,所述水冷包括第一水冷区和第二水冷区;优选地,所述第一水冷区的水量为110m3/h
ꢀ‑
130m3/h,所述第二水冷区的水量为0.5l/kg
ꢀ‑
0.7l/kg。
[0016]
优选地,所述连铸的凝固末端采用电磁搅拌器进行搅拌;优选地,末端电磁搅拌的参数为(5-15)hz/200a。
[0017]
本技术还提供一种所述的碲-硫协同处理的铝脱氧钢的应用,用作轴承钢、钢轨钢或车轮钢。
[0018]
与现有技术相比,本技术的有益效果包括:本技术提供的碲-硫协同处理的铝脱氧钢,通过对成分进行控制,尤其是碲、硫元素含量的控制,获得良好的切削性能;本技术提供的碲-硫协同处理的铝脱氧钢的制备方法,采用碲-硫协同处理代替单一的钙处理,通过碲-硫协同处理,在钢中形成碲化锰和硫化锰形成低熔点共晶体,使氧化铝表面被包裹一层硫化锰-碲化锰复合夹杂物,氧化铝不会再聚集,该共晶体包裹在氧化铝的外部,控制氧化铝的形态,碲的加入又能起到润滑刀具的作用,降低切削力,保证切削性能。此外,采用碲-硫协同处理,不会像单纯增硫处理,因为在钢中加入硫后,易在钢中出现硫化锰夹杂物,且硫化锰是链状分布,不利于钢的力学性能。碲-硫协同处理后,可生成球状的复合夹杂物,使夹杂物细小、弥散的分布在钢中。
[0019]
本技术提供的碲-硫协同处理的铝脱氧钢,可广泛用作轴承钢、钢轨钢或车轮钢。
附图说明
[0020]
为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对
本技术范围的限定。
[0021]
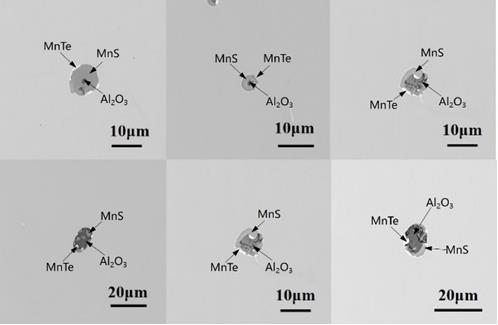
图1为实施例1得到的钢中夹杂物形貌图;图2为实施例2得到的钢中夹杂物形貌图;图3为实施例3得到的钢中夹杂物形貌图;图4为对比例1得到的钢中夹杂物形貌图;图5为对比例2得到的钢中夹杂物形貌图。
具体实施方式
[0022]
如本文所用之术语:“由
……
制备”与“包含”同义。本文中所用的术语“包含”、“包括”、“具有”、“含有”或其任何其它变形,意在覆盖非排它性的包括。例如,包含所列要素的组合物、步骤、方法、制品或装置不必仅限于那些要素,而是可以包括未明确列出的其它要素或此种组合物、步骤、方法、制品或装置所固有的要素。
[0023]
连接词“由
……
组成”排除任何未指出的要素、步骤或组分。如果用于权利要求中,此短语将使权利要求为封闭式,使其不包含除那些描述的材料以外的材料,但与其相关的常规杂质除外。当短语“由
……
组成”出现在权利要求主体的子句中而不是紧接在主题之后时,其仅限定在该子句中描述的要素;其它要素并不被排除在作为整体的所述权利要求之外。
[0024]
当量、浓度、或者其它值或参数以范围、优选范围、或一系列上限优选值和下限优选值限定的范围表示时,这应当被理解为具体公开了由任何范围上限或优选值与任何范围下限或优选值的任一配对所形成的所有范围,而不论该范围是否单独公开了。例如,当公开了范围“1~5”时,所描述的范围应被解释为包括范围“1~4”、“1~3”、“1~2”、“1~2和4~5”、“1~3和5”等。当数值范围在本文中被描述时,除非另外说明,否则该范围意图包括其端值和在该范围内的所有整数和分数。
[0025]
在这些实施例中,除非另有指明,所述的份和百分比均按质量计。
[0026]“质量份”指表示多个组分的质量比例关系的基本计量单位,1份可表示任意的单位质量,如可以表示为1g,也可表示2.689g等。假如我们说a组分的质量份为a份,b组分的质量份为b份,则表示a组分的质量和b组分的质量之比a:b。或者,表示a组分的质量为ak,b组分的质量为bk(k为任意数,表示倍数因子)。不可误解的是,与质量份数不同的是,所有组分的质量份之和并不受限于100份之限制。
[0027]“和/或”用于表示所说明的情况的一者或两者均可能发生,例如,a和/或b包括(a和b)和(a或b)。
[0028]
一种碲-硫协同处理的铝脱氧钢,以质量百分比计算,包括:c0.06%-0.09%、al0.01%-0.02%、si0.01%-0.03%、mn1.0%-1.5%、s0.08%-0.1%、p0.045%-0.055%、te0.04%-0.15%,其余为fe和不可避免的杂质元素。
[0029]
可选的,碲-硫协同处理的铝脱氧钢中,c的含量可以为0.06%、0.07%、0.08%、0.09%或者0.06%-0.09%之间的任一值;al的含量可以为0.01%、0.015%、0.02%或者0.01%-0.02%之间的任一值;si的含量可以为0.01%、0.02%、0.03%或者0.01%-0.03%之间的任一值;mn的含量可以为1%、1.1%、1.2%、1.3%、1.4%、1.5%或者1.0%-1.5%之间的任一值;s的含量可以为
0.08%、0.09%、0.1%或者0.08%-0.1%之间的任一值;p的含量可以为0.045%、0.050%、0.055%或者0.045%-0.055%之间的任一值;te的含量可以为0.04%、0.05%、0.1%、0.13%、0.15%或者0.04%-0.15%之间的任一值。
[0030]
在一个可选的实施方式中,ω[te]/ω[s]为0.5-1.5。
[0031]
适当的碲硫比可以降低夹杂物的平均尺寸,但继续增加碲硫比并不能使硫化物的改性效果进一步提高,碲硫比过高会生成大尺寸的复合夹杂物,降低钢材性能。
[0032]
可选的,ω[te]/ω[s]的比值可以为0.5、0.6、0.7、0.8、0.9、1.0、1.1、1.2、1.3、1.4、1.5或者0.5-1.5之间的任一值。
[0033]
本技术还提供一种所述的碲-硫协同处理的铝脱氧钢的制备方法,包括:将铁水进行转炉冶炼,出钢过程中进行脱氧合金化;进行lf精炼,加入硫铁合金和碲线,然后连铸得到所述碲-硫协同处理的铝脱氧钢。
[0034]
在一个可选的实施方式中,所述铁水进行转炉冶炼之前不进行预脱硫处理;铁水不进行预脱硫处理,保证转炉冶炼后钢水中有较高的含硫量。
[0035]
在一个可选的实施方式中,所述铁水进行转炉冶炼之前进行预脱硅和预脱磷。该操作可降低脱磷处理剂的消耗,并控制入转炉的磷含量,过高的磷含量会引起冷脆;在一个可选的实施方式中,所述脱氧合金化包括:先加入铝铁合金2.0-3.0kg/t,然后加入生石灰3.0-4.0kg/t,进行造渣处理,减少钢中夹杂物,调整钢水成分至范围下限;可选的,所述脱氧合金化过程中,加入铝铁合金的量可以为2.0kg/t、2.5kg/t、3.0kg/t或者2.0-3.0kg/t(每吨钢液)之间的任一值,加入渣料的量可以为3.0 kg/t、3.3 kg/t、3.8 kg/t、4.0 kg/t 或者 3.0-4.0kg/t(每吨钢液)之间的任一值。
[0036]
在一个可选的实施方式中,所述脱氧合金化之后,钢液中的氧含量为70ppm-100ppm;在一个可选的实施方式中,所述脱氧合金化之后,钢液的磷含量为0.04wt%-0.05wt%;可选的,所述脱氧合金化之后,钢液中的氧含量可以为70ppm、80ppm、90ppm、100ppm或者70ppm-100ppm之间的任一值;钢液的磷含量可以为0.04 wt%、0.045 wt%、0.05 wt%或者0.04wt%-0.05wt%之间的任一值;在一个可选的实施方式中,所述转炉冶炼的终点将碳含量控制至0.03wt%-0.04wt%。
[0037]
可选的,所述转炉冶炼的终点将碳含量控制至0.03 wt%、0.035 wt%、0.04 wt%或者0.03wt%-0.04wt%之间的任一值。
[0038]
在一个可选的实施方式中,所述lf精炼过程中,钢液中的氧含量为45ppm-55ppm;可选的,所述lf精炼过程中,钢液中的氧含量可以为45ppm、50ppm、55ppm或者45ppm-55ppm之间的任一值。
[0039]
在一个可选的实施方式中,所述lf精炼过程中,加入铝铁合金、硅锰合金、硅铁合金中的任一种或多种进行脱氧。
[0040]
距离含氧量目标值较远时,采取加入铝铁合金,距离目标值较近时采取加入硅锰
或硅铁合金。每12kg铝铁可以降低每炉钢水10ppm氧含量,每20kg硅锰合金降低钢水氧含量10ppm。
[0041]
在一个可选的实施方式中,加入所述碲线之后进行软吹氩;在一个可选的实施方式中,所述软吹氩的时间为20min-25min。
[0042]
底吹氩气速度控制标准是不卷渣。
[0043]
可选的,所述软吹氩的时间可以为20min、21min、22min、23min、24min、25min或者20min-25min之间的任一值。
[0044]
在一个可选的实施方式中,所述连铸的过程中使用的中间包覆盖剂包括:低碱度覆盖剂和碳化稻壳。
[0045]
本技术实施例所用的低碱度覆盖剂购自河南省西保冶材集团有限公司,产品型号为fgj-10。
[0046]
在一个可选的实施方式中,所述连铸的过程中采用水冷进行冷却;在保证不拉漏钢的前提下,调整冷却速度以最大限度降低硫偏析,二冷区采用水冷均匀快速冷却。
[0047]
在一个可选的实施方式中,所述水冷包括第一水冷区和第二水冷区;在一个可选的实施方式中,所述第一水冷区的水量为110m3/h
ꢀ‑
130m3/h,所述第二水冷区的水量为0.5l/kg
ꢀ‑
0.7l/kg。
[0048]
此冷却方式避免了铸坯表面温度的大的起伏,稳定了铸坯表面质量。
[0049]
在一个可选的实施方式中,所述连铸的凝固末端采用电磁搅拌器进行搅拌;凝固末端采用电磁搅拌器进行搅拌,加强钢水对流运动,消除过热度、改善铸坯凝固组织和控制硫元素的偏析。
[0050]
在一个可选的实施方式中,末端电磁搅拌的参数为(5-15)hz/200a。
[0051]
本技术还提供一种所述的碲-硫协同处理的铝脱氧钢的应用,用作轴承钢、钢轨钢或车轮钢。
[0052]
下面将结合具体实施例对本技术的实施方案进行详细描述,但是本领域技术人员将会理解,下列实施例仅用于说明本技术,而不应视为限制本技术的范围。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
[0053]
实施例1本实施例提供一种碲-硫协同处理的铝脱氧钢,其主要成分(wt%)为:c:0.063%、al:0.015%,si:0.015%、mn:1.2%、s:0.09%、p:0.045%、te:0.045%,其余为fe和不可避免的杂质元素。其中,ω[te]/ω[s]=0.5。
[0054]
本实施例提供一种碲-硫协同处理的铝脱氧钢的制备方法。本铝脱氧钢采用的冶炼工艺流程:转炉
→
lf
→
连铸。
[0055]
转炉冶炼:铁水不进行预脱硫处理,保证转炉冶炼后钢水中有较高的含硫量。入转炉前的铁水先进行预脱硅然后进行预脱磷,出钢的钢液的磷含量为0.045wt%。转炉出钢对钢水进行脱氧合金化,转炉终点碳含量为0.035wt%。出钢1/3加入铝铁3.0kg/t,出钢2/3加入渣料3.3kg/t,调整钢水成分至范围下限。脱氧要充分,转炉终点氧含量为80ppm。
[0056]
lf精炼:全过程对钢水氧含量进行控制,lf终点氧含量为50ppm,距离目标值较远
时采取加入铝铁合金,距离目标值较近时采取加入硅锰或硅铁合金。每12kg铝铁可以降低每炉钢水10ppm氧含量,每20kg硅锰合金降低钢水氧含量10ppm。通过加入硫铁合金对硫含量进行控制。随后加入纯碲包芯线。对钢液取样并软吹氩25min,根据对取样钢液中的s、te的含量分析结果,补加硫铁合金、或喂入纯碲线,使钢液中s、te的含量达到目标制备的钢中s、te元素含量标准要求。底吹氩气速度控制标准是不卷渣。首炉软吹15min,连浇炉次软吹10min。
[0057]
连铸:控制中间包保护渣含硫量,在保证不拉漏钢的前提下,调整冷却速度以最大限度降低硫偏析,二冷区采用水冷均匀快速冷却。一冷水量:120m3/h,二冷水量:0.6l/kg。凝固末端采用电磁搅拌器进行搅拌,加强钢水对流运动,消除过热度、改善铸坯凝固组织和控制硫元素的偏析。结晶器电磁搅拌:4hz/300a,末端电磁搅拌:10hz/200a。
[0058]
实施例2本实施例提供一种碲-硫协同处理的铝脱氧钢,其主要成分(wt%)为:c:0.063%、al:0.015%,si:0.015%、mn:1.2%、s:0.09%、p:0.045%、te:0.09%,其余为fe和不可避免的杂质元素。其中,ω[te]/ω[s]=1。
[0059]
本实施例提供一种碲-硫协同处理的铝脱氧钢的制备方法。
[0060]
本铝脱氧钢采用的冶炼工艺流程:转炉
→
lf
→
连铸。
[0061]
转炉冶炼:铁水不进行预脱硫处理,保证转炉冶炼后钢水中有较高的含硫量。入转炉前的铁水先进行预脱硅然后进行预脱磷,出钢的钢液的磷含量为0.045wt%。转炉出钢对钢水进行脱氧合金化,转炉终点将碳含量为0.035wt%。出钢1/3加入铝铁3.0kg/t,出钢2/3加入渣料3.3kg/t,调整钢水成分至范围下限。脱氧要充分,转炉终点氧含量为80ppm。
[0062]
lf精炼:全过程对钢水氧含量进行控制,lf终点氧含量为50ppm,距离目标值较远时采取加入铝铁合金,距离目标值较近时采取加入硅锰或硅铁合金。每12kg铝铁可以降低每炉钢水10ppm氧含量,每20kg硅锰合金降低钢水氧含量10ppm。通过加入硫铁合金对硫含量进行控制。随后加入纯碲包芯线。对钢液取样并软吹氩25min,根据对取样钢液中的s、te的含量分析结果,补加硫铁合金、或喂入纯碲线,使钢液中s、te的含量达到目标制备的钢中s、te元素含量标准要求。底吹氩气速度控制标准是不卷渣。首炉软吹15min,连浇炉次软吹10min。
[0063]
连铸:控制中间包保护渣含硫量,在保证不拉漏钢的前提下,调整冷却速度以最大限度降低硫偏析,二冷区采用水冷均匀快速冷却。一冷水量:120m3/h,二冷水量:0.6l/kg。凝固末端采用电磁搅拌器进行搅拌,加强钢水对流运动,消除过热度、改善铸坯凝固组织和控制硫元素的偏析。结晶器电磁搅拌:4hz/300a,末端电磁搅拌:10hz/200a。
[0064]
实施例3本实施例提供一种碲-硫协同处理的铝脱氧钢,其主要成分(wt%)为:c:0.063%、al:0.015%,si:0.015%、mn:1.2%、s:0.09%、p:0.045%、te:0.135%,其余为fe和不可避免的杂质元素。其中,ω[te]/ω[s]=1.5。
[0065]
本实施例提供一种碲-硫协同处理的铝脱氧钢的制备方法。
[0066]
本铝脱氧钢采用的冶炼工艺流程:转炉
→
lf
→
连铸。
[0067]
转炉冶炼:铁水不进行预脱硫处理,保证转炉冶炼后钢水中有较高的含硫量。入转炉前的铁水先进行预脱硅然后进行预脱磷,出钢的钢液的磷含量为0.045wt%。转炉出钢对
钢水进行脱氧合金化,转炉终点将碳含量为0.035wt%。出钢1/3加入铝铁3.0kg/t,出钢2/3加入渣料3.3kg/t,调整钢水成分至范围下限。脱氧要充分,转炉终点氧含量为80ppm。
[0068]
lf精炼:全过程对钢水氧含量进行控制,lf终点氧含量为50ppm,距离目标值较远时采取加入铝铁合金,距离目标值较近时采取加入硅锰或硅铁合金。每12kg铝铁可以降低每炉钢水10ppm氧含量,每20kg硅锰合金降低钢水氧含量10ppm。通过加入硫铁合金对硫含量进行控制。随后加入纯碲包芯线。对钢液取样并软吹氩25min,根据对取样钢液中的s、te的含量分析结果,补加硫铁合金、或喂入纯碲线,使钢液中s、te的含量达到目标制备的钢中s、te元素含量标准要求。底吹氩气速度控制标准是不卷渣。首炉软吹15min,连浇炉次软吹10min。
[0069]
连铸:控制中间包保护渣含硫量,在保证不拉漏钢的前提下,调整冷却速度以最大限度降低硫偏析,二冷区采用水冷均匀快速冷却。一冷水量:120m3/h,二冷水量:0.6l/kg。凝固末端采用电磁搅拌器进行搅拌,加强钢水对流运动,消除过热度、改善铸坯凝固组织和控制硫元素的偏析。结晶器电磁搅拌:4hz/300a,末端电磁搅拌:10hz/200a。
[0070]
对比例1本对比例提供一种铝脱氧钢,其主要成分(wt%)为:c:0.063%、al:0.015%,si:0.015%、mn:1.2%、s:0.09%、p:0.045%,其余为fe和不可避免的杂质元素。其中,ω[te]/ω[s]=0。
[0071]
工艺方法:本铝脱氧钢采用的冶炼工艺流程:转炉
→
lf
→
连铸。
[0072]
转炉冶炼:铁水不进行预脱硫处理,保证转炉冶炼后钢水中有较高的含硫量。入转炉前的铁水先进行预脱硅然后进行预脱磷,出钢的钢液的磷含量为0.045wt%。转炉出钢对钢水进行脱氧合金化,转炉终点将碳含量为0.035wt%。出钢1/3加入铝铁3.0kg/t,出钢2/3加入渣料3.3kg/t,调整钢水成分至范围下限。脱氧要充分,转炉终点氧含量为80ppm。
[0073]
lf精炼:全过程对钢水氧含量进行控制,lf终点氧含量为50ppm,距离目标值较远时采取加入铝铁合金,距离目标值较近时采取加入硅锰或硅铁合金。每12kg铝铁可以降低每炉钢水10ppm氧含量,每20kg硅锰合金降低钢水氧含量10ppm。通过加入硫铁合金对硫含量进行控制。对钢液取样并软吹氩25min,根据对取样钢液中的s的含量分析结果,补加硫铁合金,使钢液中s的含量达到目标制备的钢中s元素含量标准要求。底吹氩气速度控制标准是不卷渣。首炉软吹15min,连浇炉次软吹10min。
[0074]
连铸:控制中间包保护渣含硫量,在保证不拉漏钢的前提下,调整冷却速度以最大限度降低硫偏析,二冷区采用水冷均匀快速冷却。一冷水量:120 m3/h,二冷水量:0.6l/kg。凝固末端采用电磁搅拌器进行搅拌,加强钢水对流运动,消除过热度、改善铸坯凝固组织和控制硫元素的偏析。结晶器电磁搅拌:4hz/300a,末端电磁搅拌:10hz/200a。
[0075]
对比例2本实施例提供一种碲-硫协同处理的铝脱氧钢,其主要成分(wt%)为:c:0.063%、al:0.015%,si:0.015%、mn:1.2%、s:0.09%、p:0.045%、te:0.18%,其余为fe和不可避免的杂质元素。其中,ω[te]/ω[s]=2。
[0076]
本实施例提供一种碲-硫协同处理的铝脱氧钢的制备方法。
[0077]
本铝脱氧钢采用的冶炼工艺流程:转炉
→
lf
→
连铸。
[0078]
转炉冶炼:铁水不进行预脱硫处理,保证转炉冶炼后钢水中有较高的含硫量。入转
炉前的铁水先进行预脱硅然后进行预脱磷,出钢的钢液的磷含量为0.045wt%。转炉出钢对钢水进行脱氧合金化,转炉终点将碳含量为0.035wt%。出钢1/3加入铝铁3.0kg/t,出钢2/3加入渣料3.3kg/t,调整钢水成分至范围下限。脱氧要充分,转炉终点氧含量为80ppm。
[0079]
lf精炼:全过程对钢水氧含量进行控制,lf终点氧含量为50ppm,距离目标值较远时采取加入铝铁合金,距离目标值较近时采取加入硅锰或硅铁合金。每12kg铝铁可以降低每炉钢水10ppm氧含量,每20kg硅锰合金降低钢水氧含量10ppm。通过加入硫铁合金对硫含量进行控制。随后加入纯碲包芯线。对钢液取样并软吹氩25min,根据对取样钢液中的s、te的含量分析结果,补加硫铁合金、或喂入纯碲线,使钢液中s、te的含量达到目标制备的钢中s、te元素含量标准要求。底吹氩气速度控制标准是不卷渣。首炉软吹15min,连浇炉次软吹10min。
[0080]
连铸:控制中间包保护渣含硫量,在保证不拉漏钢的前提下,调整冷却速度以最大限度降低硫偏析,二冷区采用水冷均匀快速冷却。一冷水量:120m3/h,二冷水量:0.6l/kg。凝固末端采用电磁搅拌器进行搅拌,加强钢水对流运动,消除过热度、改善铸坯凝固组织和控制硫元素的偏析。结晶器电磁搅拌:4hz/300a,末端电磁搅拌:10hz/200a。
[0081]
图1为实施例1得到的钢中夹杂物形貌图;图2为实施例2得到的钢中夹杂物形貌图;图3为实施例3得到的钢中夹杂物形貌图;图4为对比例1得到的钢中夹杂物形貌图;图5为对比例2得到的钢中夹杂物形貌图。
[0082]
将对比例1、2与实施例1、2、3的夹杂物平均尺寸相比较,结果如下表1所示:表1夹杂物平均尺寸对比例1中未添加碲元素,钢中形成了大型的链状复合夹杂物,夹杂物的尺寸显著升高。对比例2中添加了过量的碲元素,钢中形成了大型的复合夹杂物,夹杂物的尺寸显著升高。实施例1、2、3中出现了单个的以氧化铝为核心外包硫化锰和碲化锰的复合夹杂物,避免了夹杂物的聚集长大现象。
[0083]
本技术提供的,碲-硫协同处理的铝脱氧钢及其制备方法,碲-硫协同处理与单一的钙处理、增硫处理相比,选用碲、硫元素,可以生成碲化锰与硫化锰共晶体,限制了氧化铝的聚集长大,增加切削润滑性,避免了因硫化钙和氧化铝等高熔点夹杂物导致水口结瘤问题,同时碲化锰与硫化锰的包裹解决了因硫化锰增多引起的切削性能下降问题。
[0084]
碲-硫协同处理,既控制了铝脱氧钢中氧化铝的形态,保证了其在钢中的均匀化分布,又控制了硫化锰的形态,提高了钢的切削性能。避免了因钙的加入量不当,而产生硫化
钙造成水口结瘤以及产生大尺寸的12cao
•
7al2o3夹杂物造成ds类夹杂物超标问题,同时碲化锰与硫化锰的包裹解决了因硫含量增多产生链状硫化锰而引起的切削性能下降问题。
[0085]
最后应说明的是:以上各实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述各实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的范围。
[0086]
此外,本领域的技术人员能够理解,尽管在此的一些实施例包括其它实施例中所包括的某些特征而不是其它特征,但是不同实施例的特征的组合意味着处于本技术的范围之内并且形成不同的实施例。例如,在上面的权利要求书中,所要求保护的实施例的任意之一都可以以任意的组合方式来使用。公开于该背景技术部分的信息仅仅旨在加深对本技术的总体背景技术的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域技术人员所公知的现有技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1