高塑性复合改性铝合金制件及其制备方法与流程
1.本发明涉及合金材料及制备技术领域,具体涉及一种高塑性复合改性铝合金制件及其制备方法。
背景技术:
2.铝合金是工业中应用最广泛的一类有色金属结构材料,在航空、航天、汽车、机械制造、船舶及化学工业中已大量应用。铸造铝合金具有铸造流动性、气密性好、收缩率小及热裂倾向小等特点,它成为汽车轮毂轻量化的首选材料。
3.然而,人们对铝合金的要求也越来越高,不仅要保持原有的轻质的特点,同时还要具有一定的强度,尤其是在汽车零部件和工业的生产上。此外,铝合金车轮零部件需要中等强度更高的塑韧性,以避免车轮在发生正撞冲击和侧撞冲击时(在设计载荷承受范围内)导致瞬间断裂。
4.为此,提出了利用变质剂例如铝锶合金对其进行改质,同时结合细化剂对其进行细化的工艺。然而,传统的改性仍然不能得到理想的强度与塑性。在此基础上,展开了对于铸造铝合金进行热处理的研究。但是,由于铝合金零部件的成分差异,热处理的步骤也不同,目前的热处理需要高的温度,耗能大,时间长,增加处理成本,且由于直接采用较高温度进行处理,不利于各相态的相互转化和脱溶的均匀进行,造成合金机械性能的不均匀。
5.为此,亟需提供一种能够进一步提高铝合金制件的塑性以及机械强度的制备工艺。
技术实现要素:
6.有鉴于此,本发明提供一种能够进一步提高铝合金的塑性及机械强度的高塑性复合改性铝合金制件及其制备方法。
7.为解决上述技术问题,本发明采用以下技术方案:
8.根据本发明第一方面实施例的高塑性复合改性铝合金制件的制备方法,包括如下步骤:
9.步骤s1,提供铝合金熔体;
10.步骤s2,提供改性剂;
11.其中,所述改性剂为稀土铝合金、铝锶中间合金、铝钛或铝钛硼中间合金的组合,
12.或者所述改性剂为复合稀土铝合金、铝钛或铝钛硼中间合金的组合,所述复合稀土铝合金中含有锶、钛或钛硼、以及稀土金属,
13.所述稀土铝合金、所述复合稀土铝合金中的稀土金属为镧、铈、钇中的任意一种或多种;
14.步骤s3,在惰性气体气氛下,在所述铝合金熔体中,加入所述改性剂并熔炼,得到改性铝合金熔体;
15.步骤s4,利用所述改性铝合金熔体进行浇铸,得到所述铸造铝合金素坯;
16.步骤s5,对所述铝合金素坯进行热处理,其中,所述热处理包括:
17.固溶处理,将所述铝合金素坯加热至530-550℃,并保温120-300min;
18.淬水处理,将经过固溶处理后的铝合金素坯加入温度为60-70℃的水浴中,淬水2-4min;
19.时效处理,将经过淬水处理后的铝合金素坯在110-140℃保温120-240min,此后进一步升温至160-200℃并保温20-60min,此后冷却至室温,得到所述高塑性复合改性铝合金制件。
20.进一步地,所述步骤s1包括:
21.提供铝合金母锭;
22.去除所述铝合金母锭的表面氧化皮层并进行清洗、烘干;
23.将烘干后的铝合金母锭进行熔炼,并进行精炼、除渣,得到所述铝合金熔体,
24.其中,所述铝合金母锭的成分为亚共晶铝合金或共晶铝合金。
25.根据本发明的一些实施例,所述改性剂为稀土铝合金、铝锶中间合金、铝钛或铝钛硼中间合金的组合,其中,所述铝锶中间合金与所述铝钛或铝钛硼中间合金间隔开加入,
26.所述稀土铝合金最先加入,或者与首先加入的一方一同加入,或者在所述铝锶中间合金与所述铝钛或铝钛硼中间合金加入间隙加入。
27.进一步地,所述步骤s3包括:
28.步骤s301,在所述铝合金熔体中加入所述稀土铝合金并进行熔炼,得到第一均匀混合熔体;
29.步骤s302,在所述第一均匀混合熔体中加入所述铝锶中间合金并继续熔炼,得到第二均匀混合熔体;
30.步骤s303,在所述第二均匀混合熔体中加入所述铝钛或铝钛硼中间合金并继续熔炼,得到所述改性铝合金。
31.根据本发明的另一些实施例,所述改性剂为复合稀土铝合金、铝钛或铝钛硼中间合金的组合,所述步骤s3包括:
32.步骤s310,在所述铝合金熔体中加入所述复合稀土铝合金并进行熔炼,得到第四均匀混合熔体;
33.步骤s320,在所述第四均匀混合熔体中加入所述铝钛或铝钛硼中间合金并继续熔炼,得到所述改性铝合金。
34.进一步地,所述复合稀土铝合金的制备包括:
35.步骤s211,提供所述铝熔体;
36.步骤s212,提供铝锶中间合金、铝钛或铝钛硼中间合金、以及稀土铝中间合金,所述稀土铝中间合金中的稀土金属为选自镧、铈、钇中的一种或多种;
37.步骤s213,在惰性气体气氛下,在所述铝熔体中,依次加入所述稀土铝中间合金、铝锶中间合金、铝钛或铝钛硼中间合金并熔炼,得到所述复合稀土合金。
38.进一步地,所述改性剂占所述改性铝合金熔体总量的0.4-0.6wt%,所述稀土金属:锶:钛或钛硼总量的质量比为1:(0.1-1.2):(0.1-1.2)。
39.进一步地,所述步骤s5中,所述固溶处理中的升温速率控制在1.5-3℃/min,保温时间控制在120-180min。
40.进一步地,所述固溶处理、所述淬水处理、以及所述时效处理为连续处理,且所述水浴为循环水浴,所述淬水处理后,在进行所述时效处理前所述铸造铝合金素坯的温度保持在55℃以上。
41.进一步地,所述时效处理阶段,从110-140℃以2-4℃/min的升温速率升温至160-200℃,此后自然冷却至室温。
42.根据本发明第二方面实施例的高塑性复合改性铝合金制件,由根据上述任一实施例所述的制备方法制备得到,所述高塑性复合改性铝合金制件的抗拉强度为280mpa以上,屈服强度为200mpa以上,延伸率为12%以上。
43.本发明的上述技术方案至少具有如下有益效果之一:
44.根据本发明实施例的高塑性复合改性铝合金制件的制备方法,通过引入稀土金属对铝合金进行改质,并结合特定的热处理工艺对铸造件进行处理,能够大幅提高其塑性(延伸率),减少脆裂等发生,同时提高其机械强度以满足航空、航天、汽车领域等需求。
附图说明
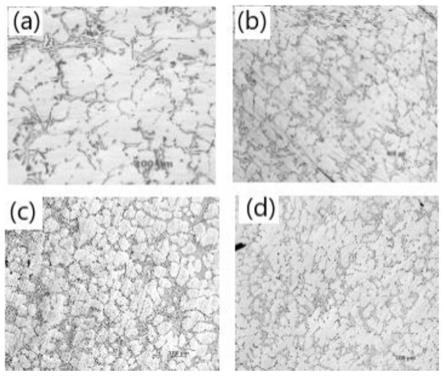
45.图1为不同阶段铝合金制件的金相组织图像,其中,(a)为热处理前的a356铝合金的图像,(b)为热处理后的a356铝合金的图像,(c)为实施例1中复合改性后、热处理前的图像,(d)为实施例1的复合改性并进行热处理后的图像。
具体实施方式
46.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例对本发明的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于所描述的本发明的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围。
47.除非另作定义,本发明中使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本发明中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。同样,“一个”或者“一”等类似词语也不表示数量限制,而是表示存在至少一个。
48.下面首先结合具体描述根据本发明实施例的高强度复合改性铝合金制件的制备方法。
49.根据本发明实施例的高塑性复合改性铝合金制件的制备方法,包括如下步骤:
50.步骤s1,提供铝合金熔体。
51.也就是说,首先准备铝合金熔体。
52.在此,需要说明的是,可以采用市售的高纯铝合金锭直接加热熔化制备铝合金熔体,也可以对铝合金锭进行进一步纯化。纯化处理例如可以包括如下步骤:
53.步骤s11,提供铝合金锭;
54.步骤s12,去除所述铝合金锭表面的氧化皮层;
55.步骤s13,对去除所述氧化皮层的铝合金锭进行清洗,烘干;
56.步骤s14,将烘干后的所述铝合金锭进行熔炼,得到初始熔体;
57.步骤s15,对所述初始熔体进行精炼,得到所述铝合金熔体。
58.也就是说,对于铝合金锭,首先去除其表面的氧化皮层,此后进行清洗以去除表面浮屑,烘干后进行熔炼,并对熔体进行精炼。关于具体的精炼处理过程后面进行详细述说。
59.经过上述纯化处理后,能够去除掉其中不希望存在的杂质,例如fe、氧化物、等等。有利于进一步提高稀土合金的变质与细化作用。
60.在此需要补充说明的是,关于其中的fe及其氧化物,例如可以通过添加锰或铝锰合金,以形成表面浮渣来去除。
61.作为被改性的母体,即铝合金熔体,例如可以是铝镁合金、铝硅合金、铝硅镁合金等,本发明对此不作具体限制。
62.步骤s2,提供改性剂。
63.其中,所述改性剂为稀土铝合金、铝锶中间合金、铝钛或铝钛硼中间合金的组合,或者所述改性剂为复合稀土铝合金、铝钛或铝钛硼中间合金的组合,
64.所述复合稀土铝合金中含有锶、钛或钛硼、以及稀土金属,
65.所述稀土铝合金、所述复合稀土铝合金中的稀土金属为镧、铈、钇中的任意一种或多种。
66.也就是说,存在如下两种实施方式:
67.实施方式一:
68.所述改性剂为稀土铝合金、铝锶中间合金、铝钛或铝钛硼中间合金的组合。
69.其中,所述铝锶中间合金即变质剂,所述铝钛中间合金或铝钛硼中间合金即细化剂。也就是说,可以使用常规的变质剂和细化剂。
70.进一步地,对于所述变质剂和/或所述细化剂,可以采用市售的材料,也可以通过分别称取相应的金属锶、钛、钛&硼,将其熔化在铝熔体中形成均匀的合金制备得到。
71.另外,在常规的变质剂和细化剂之外,进一步引入稀土铝合金,以克服由于变质剂和细化剂之间的“中毒”反应导致的机械性能的限制。作为稀土铝合金中的稀土金属,考虑到变质剂中的锶以及细化剂中的钛、硼,可以选择电子结构介于其间的iiib族元素。综合考虑其稳定性、资源等,优选地,采用钇、镧系金属中的镧、铈中的一种或多种。稀土铝合金例如可以采用市售的al-10ce、al-20ce、al-20la、al-10la、al-20y、al-10y中一种或多种。
72.另外,也可以自行制备稀土铝合金,例如可以采用下述方法制备得到:
73.在惰性气氛下在所述铝熔体其中加入所述稀土金属或含所述稀土金属的中间合金,加热的同时搅拌至完全熔化;
74.待完全熔化后继续保温10-20分钟使其均质化;
75.对均质化熔体进行精炼;
76.精炼后静置预定时间,并进行浇注,得到所述稀土铝合金。
77.其中,铝熔体可以采用市售的高纯铝锭参考上述对铝合金锭的纯化处理进行相应的处理,在此不再进行赘述。
78.此外,对于市售的铝锶中间合金,铝钛中间合金或铝钛硼中间合金,稀土铝合金,可以分别依次进行去氧化皮层、超声清洗、精炼处理。由此,能够进一步去除其中不希望的杂质、氧化物,有利于提高作为产品的复合稀土合金的细化和变质作用。
79.实施方式二:
80.所述改性剂为复合稀土铝合金、铝钛或铝钛硼中间合金的组合。
81.作为复合稀土铝合金,可以利用上述稀土铝合金、铝锶中间合金、铝钛或铝钛硼中间合金、以及铝熔体经熔炼、精炼制备得到。
82.例如,所述复合稀土铝合金的制备可以包括:
83.步骤s211,提供铝熔体;
84.步骤s212,提供铝锶中间合金、铝钛或铝钛硼中间合金、以及稀土铝合金,所述稀土铝合金中的稀土金属为选自镧、铈、钇中的一种或多种;
85.步骤s213,在惰性气体气氛下,在所述铝熔体中,加入所述稀土铝合金、铝锶中间合金、铝钛或铝钛硼中间合金并熔炼,得到所述复合稀土合金。
86.其中,所述铝锶中间合金与所述铝钛或铝钛硼中间合金间隔开加入,所述稀土铝合金在所述铝锶中间合金与所述铝钛或铝钛硼中间合金之前加入,或者与首先加入的一方一同加入,或者在所述铝锶中间合金与所述铝钛或铝钛硼中间合金加入间隙加入。
87.优选地,在所述铝熔体中依次间隔开加入所述稀土铝合金、所述铝锶中间合金、所述铝钛或铝钛硼中间合金。
88.步骤s3,在惰性气体气氛下,在所述铝合金熔体中,加入所述改性剂并熔炼,得到所述改性铝合金熔体。
89.也就是说,在准备好铝熔体、改性剂之后,在惰性气体气氛下,将改性剂加入到铝熔体中进一步熔炼,得到改性铝合金熔体。
90.根据本发明实施例的制备方法,通过在改性剂中引入稀土金属,极大地克服了变质剂与细化剂之间的相互毒化作用,可以提高变质剂和细化剂的添加量,同时能够提高变质和细化的效果。
91.针对上述两种组合的改性剂,分别进行如下熔炼。
92.针对所述改性剂为稀土铝合金、铝锶中间合金、铝钛或铝钛硼中间合金的组合:
93.具体地,各稀土铝合金、铝锶中间合金、铝钛或铝钛硼中间合金及其预处理可以参考上述步骤s2。
94.在该组合的情况下,其中,所述铝锶中间合金与所述铝钛或铝钛硼中间合金间隔开加入,所述稀土铝合金最先加入,或者与首先加入的一方一同加入,或者在所述铝锶中间合金与所述铝钛或铝钛硼中间合金加入间隙加入。
95.进一步优选地,所述步骤s3可以具体包括:
96.步骤s301,在所述铝熔体中加入所述稀土铝合金并进行熔炼,得到第一均匀混合熔体;
97.步骤s302,在所述第一均匀混合熔体中加入所述铝锶中间合金并继续熔炼,得到第二均匀混合熔体;
98.步骤s303,在所述第二均匀混合熔体中加入所述铝钛或铝钛硼中间合金并继续熔炼,得到所述改性铝合金。
99.也就是说,通过先加入稀土铝合金并进行熔炼,在此基础上再依次间隔开加入作为变质剂的铝锶中间合金、作为细化剂的铝钛中间合金或铝钛硼中间合金,能够更好地解决锶、硼的毒化作用,得到更细化、更均匀,且机械性能更高的改性铝合金。
100.另外,针对改性剂为复合稀土铝合金、铝钛或铝钛硼中间合金的组合,所述步骤s3包括:
101.步骤s310,在所述铝熔体中加入所述复合稀土铝合金并进行熔炼,得到第四均匀混合熔体;
102.步骤s320,在所述第四均匀混合熔体中加入所述铝钛或铝钛硼中间合金并继续熔炼,得到所述改性铝合金。
103.也就是说,在事前将稀土铝合金、变质剂、细化剂、铝熔炼制得复合稀土铝合金的情况下,可以一次性加入上述铝熔体中进行制备。当然,考虑到高温熔炼的情况下易于发生晶粒的异常长大,不利于提高其机械性能,优选在复合稀土铝合金全部熔化并与铝合金均匀混合的情况下,在其中进一步加入细化剂即铝钛中间合金或铝钛硼中间合金,控制晶粒生长。
104.其中,作为改性剂,其添加量根据使用需求、作为中间合金中各有效成分的含量不同而进行相应设计。作为一个示例,例如在通过复合稀土合金(其中所含稀土元素:锶:钛或钛硼总量的质量比=1:(0.05-1.2):(0.0001-1))引入的情况下,所述改性剂优选占所述改性铝合金的总量的0.4-0.6wt%。
105.进一步地,上述任一步骤中的精炼,即铝熔体纯化过程中的精炼、稀土铝合金制备过程中的精炼、以及复合稀土铝合金中的各熔体的精炼,均可以采用如下方式进行:
106.通过惰性气体吹入精炼剂并保持3-10分钟,此后加入除渣剂并搅拌5-10分钟,并去除表面浮渣。
107.进一步地,所述精炼剂的加入量占所加入的熔体质量的0.1~0.3%,所述清渣剂的加入量占所加入熔体质量的0.1~0.3%;
108.所述精炼剂的组分按质量计含有:
109.氯化钾10-15份,氯化钠15-25份,氟化钙8-15份,碳酸钠15-25份,硫酸钠8-12份,氟铝酸钠10-20份,六氯乙烷8-12份;
110.所述清渣剂的组分按质量计含有:
111.氯化钠25-30份,氯化钾25-30份,碳酸钠5-10份,硫酸钠5-10份,氟铝酸钠1-5份,氟硅酸钠5-10份,氟化钙5-10份,硝酸钾1-5份,氟硅酸钾5-10份。
112.进一步地,可以通过监测熔体的氢含量来确定精炼是否继续进行。本发明中,通过测试熔体的密度来估算氢含量,也就是说,熔体密度越接近其理论密度(根据合金中所含成分的不同稍有不同,大致在2.7g/cm3左右)则表明其中所含氢越低。例如可以设定为,当熔体的密度不足2.65g/cm3时,则进行所述精炼处理;当熔体密度大于等于2.65g/cm3,即不进行所述精炼处理或终止所述精炼处理。
113.步骤s4,将所述改性铝合金熔体进行浇铸,得到改性铝合金素坯。
114.也就是说,在熔炼之后,将得到的改性铝合金熔体浇铸到模具中,得到所述改性铝合金素坯。
115.具体的浇铸过程,可以采用常规的浇铸工艺,在此省略其详细记载。
116.步骤s5,对所述改性铝合金素坯进行热处理。
117.也就是说,在通过浇铸得到铝合金素坯之后,为了进一步提高其机械强度,发明人在反复研究的基础上,开发出了相应的热处理工艺。
118.具体而言,所述热处理包括:
119.固溶处理,将所述铝合金素坯加热至530-550℃,并保温120-300min;
120.淬水处理,将经过固溶处理后的铝合金素坯加入温度为60-70℃的水浴中,淬水2-4min;
121.时效处理,将经过淬水处理后的铝合金素坯在110-140℃保温120-240min,此后进一步升温至160-200℃并保温20-60min,此后冷却至室温,得到所述高塑性复合改性铝合金制件。
122.也就是说,对铝合金素坯先后进行固溶处理、淬水处理、以及时效处理。
123.通过设计上述固溶处理,能够消除由于铸件结构(如璧厚不均匀、转接处厚大)等原因使铸件在结晶凝固时因冷却速度导致的应力;提高合金的机械强度和硬度,改善金相组织;消除晶间和成分偏析,使组织均匀化。
124.此外,通过设计上述淬水处理,使铸件急冷,使强化组元在合金中得到最大限度的溶解并固定保存到室温。
125.进一步地,通过设计上述时效处理,温度的上升和时间的延长,约经过过饱和固溶体点阵内原子的重新组合,生成溶质原子富集区(称为g-pⅰ区)和g-pⅰ区消失,第二相原子按一定规律偏聚并生成g-pⅱ区,生成亚稳定的第二相(过渡相),大量的g-pⅱ区和少量的亚稳定相结合以及亚稳定相转变为稳定相、第二相质点聚集。
126.根据本发明的制备方法,首先采用低温时效,使得更多的相变在gp区和β1区,从而能够保证足够的延伸率。
127.优选地,所述固溶处理中的升温速率控制在1.5-3℃/min,保温时间控制在120-180min。通过控制固溶处理的升温速率和保温时间,能够进一步增加蔷薇状α-al相和较圆整的球形α-al相,并细化初生α-al相,减少树枝晶的数量。
128.进一步地,所述固溶处理、所述淬水处理、以及所述时效处理为连续处理,且所述水浴为循环水浴,所述淬水处理后,在进行所述时效处理前所述铸造铝合金素坯的温度保持在55℃以上。通过连续处理,不仅可以提高生产效率,且能够避免工艺中断引入的不必要的缺陷。且控制期间的最低温度,避免由于急速降温引入缺陷。
129.进一步地,所述时效处理阶段,所述时效处理阶段,从110-140℃以2-4℃/min的升温速率升温至160-200℃,此后自然冷却至室温。通过控制时效处理阶段的降温速率,能够极大地减少缺陷的引入,有助于提高其塑性,且使得机械强度也保持在较高水平。下面,通过具体实施例进一步详细说明根据本发明的制备方法。
130.实施例1
131.铝合金:采用铝硅镁合金(a356)(购自:山东魏桥铝业)
132.高纯铝锭(购自中铝集团,成分:al(99.99%),fe《0.1%,杂质《0.05%)
133.精炼剂:
134.成分:氯化钾15份,氯化钠20份,caf2 10份,na2co3 20份,na2so4 10份,na3alf6 15份,c2cl6 10份。
135.除渣剂:
136.成分:氯化钠25份,氯化钾25份,碳酸钠5份,硫酸钠5份,氟铝酸钠5份,氟硅酸钠10份,氟化钙10份,硝酸钾5份,氟硅酸钾10份。
137.1)铝合金熔体的制备
138.熔化:先将预热的铝硅镁合金a356加到提前升温熔炼炉内,在760度范围内加热熔
化成铝水。
139.除气除渣:熔化成铝水后,通入氮气(或氩气)后吹入精炼剂(0.3wt%精炼剂)到铝水中,通气时间控制在15分钟。
140.静置:将s3中的铝水静置10分钟,温度控制在760度下,并打捞干净铝水表层的渣杂质。
141.期间,对静置的铝水取样测定化学成分并估算氢气量:
142.以密度法估算其中的氢气含量,密度要求:大于等于2.65g/cm3。当密度越大(越接近2.7g/cm3)则认为其中的氢气含量越低。
143.2)中间合金的纯化处理
144.2.1)铝锶中间合金:购自南通昂申金属材料有限公司,成分:al-10sr,fe《0.05。
145.预处理:用砂轮机将铝锶中间合金的氧化皮和表层处理干净。
146.超声清洗:将预处理后的铝锶中间合金放入超声清洗槽中进行超声处理。
147.烘干:将清洗后的铝锶中间合金放入烘箱炉保持60-100℃烘烤30-60分钟。
148.熔炼:将铝锶中间合金放入到预热的坩埚中在760-780℃熔化处理。
149.精炼处理:待铝锶中间合金熔化后做精炼处理。通入ar+石墨自动除气搅拌棒对熔化的高纯铝做精炼处理。在5-10分钟730-750℃时用ar吹入精炼,吹入精炼剂量在0.1~0.3%熔体,保持在3-5分钟,精炼过程中铝液上表面不能有沸腾气泡。
150.表面浮渣清除:在15-20分钟时放入在0.1~0.3%的除渣剂均匀散开,清除表面浮渣。
151.静置:扒渣后静置8-15分钟在740-760℃时。
152.2.2)细化剂:铝钛硼中间合金的精炼处理
153.铝钛硼中间合金:购自南通昂申金属材料有限公司(成分和含量:ti:5%,b:1%,其余为:al)
154.作为细化剂的铝钛硼中间合金,参考上述进行相同处理。
155.3)复合稀土铝合金的制备
156.3.1)高纯度稀土铝中间合金的熔炼
157.a)高纯铝熔体的制备
158.预处理:用砂轮机将高纯铝锭表面的氧化皮和表层处理干净。
159.超声清洗:将预处理后的高纯铝锭放入清洗剂中进行超声处理。
160.烘干:将超声清洗后的高纯铝锭中放入烘箱炉保持60-100℃烘烤30-60分钟。
161.熔炼:将烘干后高纯铝放入到预热的坩埚中,在760-800℃加热熔化。
162.精炼处理:待高纯铝熔化后做精炼处理。具体:通过ar+石墨自动除气搅拌棒对熔化的高纯铝做精炼处理。在5-10分钟740-760℃时用ar吹入精炼,吹入精炼剂量在0.1~0.3%熔体,并保持3-5分钟。此后,静置10-20分钟,在其中放入0.1~0.3%的除渣剂使其均匀散开,清除表面浮渣。
163.静置:扒渣后静置8-15分钟在740-760℃。
164.b)稀土铝合金的熔炼:
165.将上述a)得到的高纯铝温度调至780-820℃,加热完全熔化后,按设定的质量百分比即在稀土铝合金中镧含量为0.2
±
0.02wt%加入稀土铝镧合金(购自包头稀土研究院,成
760度下。
183.步骤7、加入并熔化铝锶中间合金:将上述精炼后的铝锶中间合金加入步骤6的熔体中,将温度控制在780~820℃,使得铝锶中间合金完全熔化。整体过程采用氩气氛围保护,熔化铝锶中间合金。
184.步骤8、待铝锶中间合金熔化后,将温度控制在740~760℃,搅拌3-8分钟,实现均质化。整体过程采用氩气氛围保护,搅拌棒采用石墨材料,搅拌前预热到400-500℃。
185.步骤9、接下来,在725~750℃下,进行保温处理。保温时间控制在15-30分钟。
186.步骤10、精炼、除气除渣:待熔体保温结束后,通入氩气后吹入精炼剂0.3%到铝稀土复合熔体中,通气时间控制在5~10分钟;放入0.2%的扒渣剂到铝熔体中,搅拌5分钟并打捞铝稀土复合熔体表层的渣及杂质。整体过程采用氩气氛围保护。
187.在精炼前以及精炼过程中铝熔体取样,测定氢含量。(氢气含量要求:大于等于2.65g/cm3;)测氢过程中必须抽真空处理,若氢含量不合格,则进一步进行精炼,即重复加入精炼剂、除渣剂再一次精炼。
188.步骤11、加铝钛硼中间合金:在上述步骤10处理后的熔体中,加入铝钛硼中间合金,加热使其完全熔化,并均匀搅拌3-5分钟使其均质化。
189.步骤12、保温:搅拌后,将熔体保温8-12分钟,温度控制在715-725℃下。
190.步骤13、精炼、除气除渣:待熔体保温结束后,通入氩气后吹入精炼剂0.3%到铝稀土复合熔体中,通气时间控制在5~10分钟;放入0.2%的扒渣剂到铝熔体中,搅拌5分钟并打捞铝稀土复合熔体表层的渣及杂质。整体过程采用氩气氛围保护。
191.在精炼前以及精炼过程中铝熔体取样,测定氢含量。(氢气含量要求:大于等于2.65g/cm3;)测氢过程中必须抽真空处理,若氢含量不合格,则进一步进行精炼,即重复加入精炼剂、除渣剂再一次精炼,直至合格。
192.步骤14、浇铸:模具预热在300-400℃。将上述步骤13得到的复合稀土合金熔体温度控制在715~725℃浇铸即可。
193.优选地,浇铸时,铝稀土复合熔体表层的氧化物采用玻璃纤维的过滤网过滤干净;每次浇铸前对铝稀土复合熔体表层做过滤处理后浇铸。
194.优选地,浇铸的模具冷却控制,对浇铸到模具中铝稀土复合熔体采用水冷方式冷却,冷却过程中,采用以50-100℃/s控制铝熔体凝固速度,凝固方式用顺序凝固。
195.需要说明的是,复合稀土铝合金的成分比例并不受上述实施例的限制,例如,可以设计为所述稀土金属:锶:钛或钛硼重量的质量比为1:(0.1-1.2):(0.1-1.2)。
196.4)改性铝合金素坯的制备
197.以铝合金:复合稀土铝合金:铝钛硼中间合金的质量比为99.4:0.4:0.2的比例准备上述铝硅镁合金、复合稀土铝合金、以及铝钛硼中间合金。
198.此后,按照如下步骤进行熔炼。
199.混合:按照上述比例,在上述1)处理后的铝硅镁合金熔体中,将温度控制在740
±
5度时,首先加入3)得到的复合稀土铝合金。
200.搅拌:用石墨搅拌器对加入复合稀土铝合金并熔化的熔体进行搅拌,搅拌过程中需要均匀搅拌,连续搅拌8分钟;
201.保温:搅拌后将温度控制在735度进行保温,保温时间控制在20分钟;
202.精炼:保温结束后,通入氩气后用吹入清渣剂到铝水中,通气时间控制在15分钟;
203.加入细化剂:加入0.2%铝钛硼中间合金到精炼的铝水中,待其熔化搅拌并持续进行精炼;
204.保温静置:精炼结束后,铝水流入保温池后,温度控制在710
±
3度时,静置10
±
2分钟后去除铝水表层的渣、杂质;
205.浇铸:预热模具在250-400度时,将上述温度控制在700
±
5的精炼后改性铝合金浇铸到模具中,冷却即得到改性铝合金素坯。其中,该改性铝合金素坯的厚度为30mm。
206.5)热处理
207.固溶处理:将上述改性铝合金素坯至于加热炉中,以2℃/min的加热速率加热至540℃,并在此保温120min。
208.淬水处理,将上述固溶处理后的改性铝合金素坯加入温度为65℃的循环水浴中,淬水3min。
209.时效处理,将经过淬水处理后的改性铝合金素坯直接放入120℃的保温箱保温120min,此后以2℃/min的升温速率升温至160℃并保温30min,此后自然冷却至室温,得到所述高塑性复合改性铝合金制件。
210.图1示出了不同阶段铝合金制件的金相组织图像,其中,(a)为热处理前的a356铝合金的图像,(b)为热处理后的a356铝合金的图像,(c)为实施例1中复合改性后、热处理前的图像,(d)为实施例1的复合改性并进行热处理后的图像。由图1可知,本实施例的改性、热处理后的铝合金的金相组织,较圆整的球形α-al相进一步增加,初生α-al相以及树枝晶基本不可见。也就是说,晶粒进一步均质化,微观结构更加均匀。另外,球形α-al相均匀分布在晶界处。且热处理后的铝合金的金相组织(即(c)),较圆整的球形α-al相进一步增加,初生α-al相以及树枝晶基本不可见。也就是说,晶粒进一步均质化,微观结构更加均匀。
211.另外,对a356铝合金(记作:改性前)、改性后素坯(记作:改性合金1)、以及热处理后的制件(记作:实施例1)的机械性能进行了评价。评价结果示于下述表1。
212.表1实施例1的高强度复合改性铝合金制件的机械性能评价结果
213.机械性能改性前改性合金1实施例1抗拉强度(mpa)130
±
3.5220
±
5280
±
6屈服强度(mpa)65
±
5.5108
±
6200
±
5延伸率(%)3
±
0.2520
±
0.616
±
0.5
214.由表1可知,通过本实施例1的热处理,即便未进行热处理,也能够很大地提高其塑性。在结合热处理的基础上,极大地提高了其屈服强度、以及抗拉强度(相对于未改性、未进行热处理的铝合金母锭而言,屈服轻度以及抗拉强度分别增加了近3倍、超2倍),同时也保持了较高水平的延伸率(相对于未处理的铝合金母锭而言,提高了超5倍),极大地提高了综合机械性能。
215.实施例2
216.本实施例中,与上述实施例1相比,除了改性剂使用稀土铝合金、铝锶中间合金、铝钛或铝钛硼中间合金的组合,其余与实施例1相同。
217.下面,仅针对改性铝合金熔体的处理中涉及不同的部分进行描述如下:
218.4)改性铝合金素坯的制备
219.以铝合金:稀土铝合金(稀土铝合金的纯化处理同实施例1):铝锶合金:铝钛硼中间合金的质量比为99.4:0.2:0.2:0.2的比例准备上述铝硅镁合金、稀土铝合金、铝锶中间合金、以及铝钛硼中间合金。
220.此后,按照如下步骤进行熔炼。
221.混合:按照上述比例,在上述1)处理后的铝硅镁合金熔体中,将温度控制在740
±
5度时,首先加入稀土铝合金。
222.搅拌:用石墨搅拌器对加入稀土铝合金并熔化的熔体进行搅拌,搅拌过程中需要均匀搅拌,连续搅拌8分钟;
223.保温:搅拌后将温度控制在735度进行保温,保温时间控制在20分钟;
224.精炼:保温结束后,通入氩气后用吹入清渣剂到铝水中,通气时间控制在15分钟;
225.加入铝锶中间合金:加入0.2%铝锶中间合金到精炼的铝水中,待其熔化搅拌并持续进行精炼;
226.均质化:待铝锶中间合金完全熔化后,将温度控制在740~760℃,搅拌3-8分钟,实现均质化;
227.保温:接下来,在725~750℃下,进行保温处理,保温时间控制在15-30分钟;
228.加入细化剂:加入0.2%铝钛硼中间合金到精炼的铝水中,待其熔化搅拌并持续进行精炼;
229.保温静置:精炼结束后,铝水流入保温池后,温度控制在710
±
3度时,静置10
±
2分钟后去除铝水表层的渣、杂质;
230.浇铸:预热模具在250-400度时,将上述温度控制在700
±
5的精炼后改性铝合金浇铸到模具中,冷却即得到改性铝合金素坯。
231.本实施例得到的产品的金相组织图像和实施例1相似,在此不再详细说明。
232.表2实施例2的高强度复合改性铝合金制件的机械性能评价结果
233.机械性能改性前改性合金2实施例2抗拉强度(mpa)130
±
3.5200
±
5.5240
±
3.5屈服强度(mpa)65
±
5.595
±
4.2180
±
3.8延伸率(%)3
±
0.2516.6
±
0.3514.2
±
0.35
234.其中,改性合金2表示改性后素坯,未进行热处理。
235.由表2可知,通过本实施例2的热处理,也能够得到与上述实施例1相类似的结果。
236.同时可知,相比于实施例2而言,首先将稀土铝合金和铝锶中间合金进行熔炼以制备复合稀土铝合金,并利用该复合稀土铝合金进行改性所得到的复合改性铝合金制件(即实施例1)具有更高的综合机械性能。
237.实施例3
238.本实施例中,与上述实施例1相比,除了代替使用a356而使用zl111外,其余均相同。
239.具体的制备参考实施例1,在此省略其详细说明。
240.另外,对zl111铝合金(记作:改性前)、改性后素坯(记作:改性合金3)、以及热处理后的制件(记作:实施例3)的机械性能进行了评价。评价结果示于下述表3。
241.表3实施例3的高强度复合改性铝合金制件的机械性能评价结果
242.机械性能改性前改性合金3实施例3抗拉强度(mpa)160
±
4.5240
±
5330
±
6屈服强度(mpa)75
±
4.5120
±
5220
±
4.5延伸率(%)3
±
0.2515
±
0.512
±
0.5
243.由表3可知,通过本实施例3的热处理,也能够得到与上述实施例1、2相类似的结果。也就是说,本发明的制备工艺同样适用于共晶型铝合金,能够获得更好的强度与更高的韧性。
244.以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明所述原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1