一种彩涂加工辊抛光装置的制作方法
1.本实用新型涉及橡胶辊磨削技术领域,尤其涉及一种彩涂加工辊抛光装置。
背景技术:
2.彩涂板生产车间需要使用大量的橡胶辊,其中涂敷辊、化涂涂辊、挤干辊工作量较大,表面精度降低明显,需要频繁更换和抛光维护。但是,采用磨床进行彩涂加工辊的抛光操作成本较高,且精度较低;而使用车床用车刀车削胶辊加工的方式,则导致辊体纹路较重,且有扎刀风险。
技术实现要素:
3.本实用新型实施例提供了一种彩涂加工辊抛光装置,以至少部分解决现有技术中彩涂加工辊翻新加工成本较高,抛光精度较低,生产安全性较差的技术问题。
4.为了解决上述问题,本实用新型实施例提供了一种彩涂加工辊抛光装置,包括:
5.机架,所述机架上可滑动地安装有鞍座;
6.砂带组件,所述砂带组件安装于所述机架,所述砂带组件包括第一驱动件、与所述第一驱动件传动连接的主动轮,和通过砂带与所述主动轮传动连接的从动轮,所述砂带缠绕在所述主动轮和所述主动轮外侧,并随所述主动轮运动;
7.砂轮组件,所述砂轮组件安装于所述鞍座,所述砂轮组件包括第二驱动件和与所述第二驱动件传动连接的砂轮。
8.进一步地,所述机架为车床机架,所述鞍座为车床刀架鞍座。
9.进一步地,所述砂轮组件还包括:
10.挡板,所述挡板设置于所述砂轮的侧向。
11.进一步地,所述第二驱动件为电机。
12.进一步地,所述主动轮为一个,所述从动轮为多个,其中一个所述从动轮与所述主动轮传动连接。
13.进一步地,所述从动轮为四个,所述砂带依次绕过各所述从动轮,并围成梯形结构。
14.进一步地,所述第一驱动件为电机。
15.本实用新型所提供的彩涂加工辊抛光装置包括砂带组件和砂轮组件,其中,砂带组件包括第一驱动件、与所述第一驱动件传动连接的主动轮,和通过砂带与所述主动轮传动连接的从动轮,所述砂带缠绕在所述主动轮和所述主动轮外侧,并随所述主动轮运动;砂轮组件包括第二驱动件和与所述第二驱动件传动连接的砂轮。在加工过程中,首先通过砂轮组件对胶辊进行磨削,粗磨至胶辊表面无孔、沟等明显缺陷后,再用砂带进行抛光,利用砂轮和砂带的配合替换车削加工,避免了采用磨床进行彩涂加工辊的抛光操作成本较高,且精度较低的问题;以及使用车床用车刀车削胶辊加工的方式,而导致的辊体纹路较重,且有扎刀风险的问题。从而解决了现有技术中彩涂加工辊翻新加工成本较高,抛光精度较低,
生产安全性较差的技术问题。
附图说明
16.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
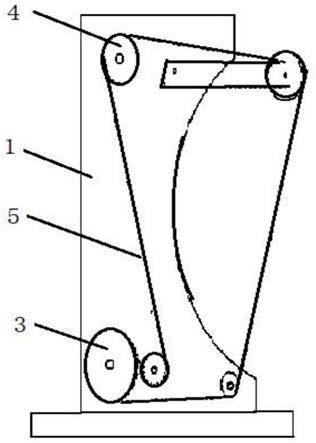
17.图1和图2为本实用新型所提供的彩涂加工辊抛光装置一种具体实施方式的结构示意图。
18.附图标记说明:
[0019]1‑
机架2
‑
鞍座3
‑
主动轮4
‑
从动轮5
‑
砂带6
‑
砂轮7
‑
挡板
具体实施方式
[0020]
本实用新型实施例提供了一种彩涂加工辊抛光装置,解决了现有技术中彩涂加工辊翻新加工成本较高,抛光精度较低,生产安全性较差的技术问题。
[0021]
为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0022]
在一种具体实施方式中,本实用新型实施例提供了一种彩涂加工辊抛光装置,如图1和图2所示,该装置包括机架1、砂带5组件和砂轮6组件,其中,机架1作为装置的安装基础,具有承载和支撑其他零部件的作用,且所述机架1上可滑动地安装有鞍座2。所述砂带5组件安装于所述机架1,所述砂带5组件包括第一驱动件、与所述第一驱动件传动连接的主动轮3,和通过砂带5与所述主动轮3传动连接的从动轮4,所述砂带5缠绕在所述主动轮3和所述主动轮3外侧,并随所述主动轮3运动;所述砂轮6组件安装于所述鞍座2,所述砂轮6组件包括第二驱动件和与所述第二驱动件传动连接的砂轮6。
[0023]
实际使用过程中,可以将现有车床刀架卸下,利用现有车床结构,降低设备成本,也就是说,所述机架1由车床机架1充当,所述鞍座2由车床刀架鞍座2充当。
[0024]
由于砂轮6加工时会产生大量飞屑,为了避免飞屑溅出,从而提高生产安全,所述砂轮6组件还包括挡板7,所述挡板7设置于所述砂轮6的侧向。该挡板7可以为罩式结构,除了用于与工件接触的部位以外,其他部分均被包围在罩式结构内,以实现全方位保护。
[0025]
具体地,上述第一驱动件和第二驱动件可以均为电机,也可以为液压马达等能够提供转动动力的动力件。
[0026]
如图1所示,所述主动轮3为一个,所述从动轮4为多个,其中一个所述从动轮4与所述主动轮3传动连接,设置多个从动轮4,可以拉长砂带5的长度。例如,从动轮4为四个,所述砂带5依次绕过各所述从动轮4,并围成梯形结构。
[0027]
在加工过程中,先用砂轮6对胶辊进行磨削,工件转速使用178r/min,砂轮6材质选用46粒、大气孔、转速1500r/min,鞍座2移动速度0.4mm/r,接触工件后进刀0.05mm,粗磨至
胶辊表面无孔、沟等明显缺陷。再用砂带5进行抛光,先用180目砂带5进行半精磨,此时工件转速420r/min,鞍座2移动速度0.2mm/r,接触工件后进刀10mm消除砂轮6的加工痕迹。最后选用240目砂带5进行精抛,工件转速、鞍座2移动速度不变,接触工件后进刀2mm。
[0028]
在上述具体实施方式中,本实用新型所提供的彩涂加工辊抛光装置包括砂带5组件和砂轮6组件,其中,砂带5组件包括第一驱动件、与所述第一驱动件传动连接的主动轮3,和通过砂带5与所述主动轮3传动连接的从动轮4,所述砂带5缠绕在所述主动轮3和所述主动轮3外侧,并随所述主动轮3运动;砂轮6组件包括第二驱动件和与所述第二驱动件传动连接的砂轮6。在加工过程中,首先通过砂轮6组件对胶辊进行磨削,粗磨至胶辊表面无孔、沟等明显缺陷后,再用砂带5进行抛光,利用砂轮6和砂带5的配合替换车削加工,避免了采用磨床进行彩涂加工辊的抛光操作成本较高,且精度较低的问题;以及使用车床用车刀车削胶辊加工的方式,而导致的辊体纹路较重,且有扎刀风险的问题。从而解决了现有技术中彩涂加工辊翻新加工成本较高,抛光精度较低,生产安全性较差的技术问题。
[0029]
尽管已描述了本实用新型的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例做出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本实用新型范围的所有变更和修改。
[0030]
显然,本领域的技术人员可以对本实用新型实施例进行各种改动和变型而不脱离本实用新型实施例的精神和范围。这样,倘若本实用新型实施例的这些修改和变型属于本实用新型权利要求及其等同技术的范围之内,则本实用新型也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1