一种振动重力送粉金属丝网粉末复合轧制装置
1.本实用新型涉及粉末冶金的技术领域,尤其是指一种振动重力送粉金属丝网粉末复合轧制装置。
背景技术:
2.随着科学技术的不断发展,单纯由粉末进行轧制或单纯丝网压制的多孔材料,表现出低强度和低塑性的力学性能,不能满足现代工业的要求。通过丝网和粉末复合制造成出的柔性多孔薄带材,在满足孔隙率和渗透性的条件下,还具有良好的力学性能特征。
3.通过调研发现,目前对丝网和粉末复合制造成带材的研究不多见,报道较少,多集中在往金属丝网上喷涂含有粘结剂的粉末进行轧制。其中,申请号cn110237599a实用新型专利公开了一种粉网复合材料及制备方法,其制备粉网复合材料的方式是平铺轧制,先轧制1-2层的金属丝网,然后在轧制的丝网上铺设含有粘结剂的金属粉末,继续轧制后烧结得到粉网复合材料。该方法得到的粉网复合材料经过了两次轧制,且铺设网和粉都是人工进行。申请号cnio7983016a实用新型公开了过滤滤芯技术领域中的一种金属粉末和金属烧结网界面复合滤芯及其生产方法,其制备方法是先把金属网层有序排列后进行真空烧结,烧结后再通过两辊进行轧制使其平整,接着把制备好的悬浮液浆料喷涂在丝网上,并再次烧结和两辊机轧制平整形成半成品。该方法得到的粉网复合材料经过两次两辊机轧制和两次烧结,同时还需加入粘结剂,整个过程都是人工操作,且经过了两次烧结。申请号cn101671782a实用新型专利公开了一种喷涂型金属丝网多孔材料的制备方法,其制备方法是先在恒温箱中预热金属丝网,然后把制备好的含有粉末的混合剂通过氧-乙炔火焰喷枪喷涂在丝网上,最终形成金属丝网多孔材料。目前的粉网复合制造工艺或是先预热金属丝网导致工艺步骤复杂,生产效率低,或是粘结剂的使用容易导致制造的样品在脱除粘结剂阶段留有粘结剂残留物。
4.目前粉末冶金领域中,粉末轧制是应用最为广泛的一种工艺手段。粉末轧制是利用轧机辊轮间的压力形成轧制力,把粉末轧制成带材的工艺。目前轧机的分类,按轧辊的布置方式,分为轧辊左右布置的竖直轧机和轧辊水平布置的左右轧机,针对不同的轧辊布置形式,进行供粉喂料。在轧辊左右布置的竖直轧机上,传统的方法进行粉末轧制,是先控制好轧辊缝隙,把粉倒入粉盒里,利用粉末本身的自重掉入辊缝中进行轧制。这样的做法是无法控制粉末出粉量的大小,粉体受到自重和粉料盒侧壁推力的作用,易出现架桥现象,无法实现准确、均匀的加料,造成原材料的浪费,且轧制的带材厚薄无法均匀。
5.综上所述,传统的丝网和粉末复合制造成柔性多孔薄带材的工艺存在明显不足如下:
6.1、金属丝网需要预先烧结或平铺轧制,且整个过程都是人工操作,导致操作工艺复杂,易耗时间,生产效率低。
7.2、需要添加粘结剂使得样品在脱除粘结剂阶段留有粘结剂残留物。
8.3、传统粉末轧制机只应用于粉末轧制,不带供应金属丝网装置,且送粉盒装置比
较单一,无法控制送粉量,使得轧制的带材厚薄不均匀。
技术实现要素:
9.本实用新型的目的在于克服现有技术的缺点与不足,提供一种可靠、效率高、易于控制的振动重力送粉金属丝网粉末复合轧制装置,该装置安装简单,生产成本低,应用步骤简单,操作便利,容易实施,容易普及化,适用于工业批量生产,具有良好的市场应用前景。
10.为实现上述目的,本实用新型所提供的技术方案为:一种振动重力送粉金属丝网粉末复合轧制装置,该装置用在轧辊水平布置形式的轧制机上,包括送粉机构、送网机构和保持架;所述保持架安装在轧制机上,所述送粉机构安装在保持架上,并能够通过振动供应金属粉末至轧制机的两个轧辊之间的缝隙中,所述送网机构上卷有金属丝网,并安装在保持架上,所述金属丝网的自由端伸进轧制机上述两个轧辊之间的缝隙中并夹紧,以使所述送网机构能够在两个轧辊的带动下供应金属丝网至两个轧辊之间的缝隙中,从而实现金属丝网和金属粉末无须使用粘结剂的复合轧制,得到粉网复合薄带带材。
11.进一步,所述送粉机构包括频率可调的超声波控制盒、超声波振子头、活动板、送粉盒以及用于使活动板和送粉盒紧密贴合的紧固件;所述送粉盒的背面为第一竖直板,正面为斜板,通过该斜板使得送粉盒形成为上宽下窄的漏斗结构,其顶部开口为进料口,底部开口为出料口,且所述出料口的出料量大小由活动板调节,所述活动板紧贴于斜板内侧面,并能贴着斜板上下移动来调整其底部与第一竖直板之间的间隙,进而起到调节出料口的出料量大小的作用,所述斜板上开有供紧固件安装的通孔,所述活动板上开有与该通孔相对应的椭圆形通孔,通过紧固件穿过斜板上的通孔和活动板上的椭圆形通孔后锁紧,即可实现活动板与斜板的紧固连接,所述送粉盒的两外侧面各焊接有一个连接件,所述连接件接近送粉盒的背面,其一端焊接在送粉盒的外侧面上,其另一端为向外水平延伸的自由端,并开有供螺栓安装的椭圆形通孔,所述送粉盒通过其两侧的连接件垂直向下地安装在保持架的第二竖直板上,且所述送粉盒的底部伸至轧制机的两个轧辊之间的缝隙上方,并使出料口朝向该缝隙,所述连接件通过安装螺栓实现与第二竖直板之间的连接,且所述连接件与第二竖直板之间夹设有垫片,通过该垫片使得送粉盒的第一竖直板与保持架的第二竖直板之间形成有供金属丝网顺利穿过的丝网通道,所述丝网通道的出口位于上述两个轧辊之间的缝隙上方,所述超声波控制盒与超声波振子头通过电线连接,所述超声波振子头固定在送粉盒的斜板外侧面,用于提供振动力给送粉盒,使送粉盒内的金属粉末受到振动而通过出料口均匀出粉。
12.进一步,所述金属丝网的宽度为不大于送粉机构的送粉盒内部宽度。
13.进一步,所述活动板底部与第一竖直板之间的间隙可调范围为0-2mm。
14.进一步,所述超声波控制盒的可调节频率为0-100hz,即超声波振子头的工作频率为0-100hz。
15.进一步,所述送网机构包括悬臂梁、光轴、圆盘、轴承固定环和深沟球轴承;所述悬臂梁有两根,并彼此平行地固定在保持架的第二竖直板上部两侧,所述悬臂梁的悬臂端内侧面形成有一个凹槽,所述深沟球轴承安装在该凹槽中,所述光轴的两端分别形成有凸台,所述凸台嵌插入深沟球轴承内,使得光轴能够径向转动而不能轴向运动,所述圆盘有两个,并隔开套装在光轴上,该两个圆盘之间保持间距以形成有能够容纳金属丝网的空间,所述
金属丝网卷收在两个圆盘之间的那段光轴上,且每个圆盘外侧紧挨着一个轴承固定环,所述轴承固定环锁紧在光轴上。
16.进一步,所述保持架包括第二竖直板、加强板、水平板和第三竖直板;所述第二竖直板竖直在轧制机的机身横梁顶部,所述第二竖直板的一侧面安装有送粉机构的送粉盒,其另一侧面安装有加强板,且所述加强板通过螺栓紧贴在第二竖直板的中间位置,所述水平板的一端焊接在加强板上,其另一端与第三竖直板的顶部焊接在一起,所述第三竖直板与轧制机带有螺纹孔的机身立柱用螺栓进行紧固连接。
17.进一步,所述金属粉末为不锈钢粉末、铁粉、镍粉或铜粉。
18.进一步,所述金属粉末的目数为80-200目。
19.本实用新型与现有技术相比,具有如下优点与有益效果:
20.1、本装置安装简单,具体实施起来容易上手,且装置本身的生产成本低,容易普及化。
21.2、通过本装置进行粉网复合轧制,无须使用粘结剂,轧制出的粉网复合薄带带材的带材避免了在带材上留有粘结剂残余物。
22.3、与水平轧制相比,通过本装置进行粉网复合轧制,粉末不会从丝网孔隙间漏掉,只需单层丝网即可,且丝网不需要预先烧结和平铺轧制,对丝网的平整度要求降低了,简化了工艺,较容易实施。
23.4、通过本装置轧制的粉网复合薄带带材,沿厚度方向,粉末分布在丝网的两面,丝网分布在粉末的中间层位置,粉末能够牢靠的粘结在丝网上,不易掉粉,同时轧制的粉网复合薄带带材厚薄均匀且具有柔性。
24.5、通过本装置进行粉网复合轧制过程中,能够控制粉末的出粉量,提高粉末的利用率,避免了不必要的浪费。
25.6、通过本装置进行粉网复合轧制过程中,粉和网的供给是自动且连续的,无须人工参与,提高了生产效率。
26.7、本装置的应用方法步骤简单,操作便利,容易实施,生产成本低,适用于工业批量生产,具有良好的市场应用前景。
附图说明
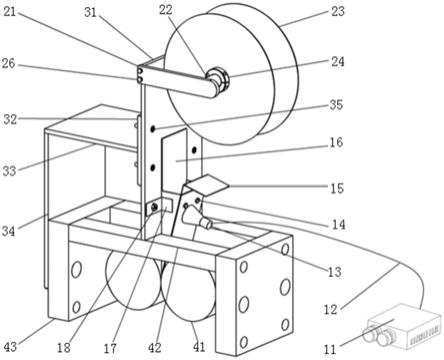
27.图1是振动重力送粉金属丝网粉末复合轧制装置的整体示意图。
28.图2是振动重力送粉金属丝网粉末复合轧制装置的纵向剖视图。
29.图3是振动重力送粉金属丝网粉末复合轧制装置的局部示意图。
30.图4是光轴、悬臂梁与深沟球轴承的装配图。
31.图5是送粉机构的结构示意图。
32.图6是送料盒底部的局部剖视图。
33.图7是金属丝网与金属粉末轧制的原理图
34.图8是轧制后的粉网复合薄带带材实物图。
具体实施方式
35.下面结合实施例及附图对本实用新型作进一步详细的描述,但本实用新型的实施
方式不限于此。
36.实施例1
37.参见图1-图7所示,本实施例所述提供的振动重力送粉金属丝网粉末复合轧制装置,用在轧辊水平布置形式的轧制机上,其作用是提供连续的金属丝网和金属粉末,包括送粉机构、送网机构和保持架;所述保持架安装在轧制机上,所述送粉机构安装在保持架上,并能够通过振动供应金属粉末7至轧制机的两个轧辊41之间的缝隙中,所述送网机构上卷有金属丝网5,并安装在保持架上,且位于送粉机构上方,所述金属丝网5的自由端伸进轧制机上述两个轧辊41之间的缝隙中并夹紧,以使所述送网机构能够在两个轧辊41的带动下供应金属丝网5至两个轧辊41之间的缝隙中,从而实现金属丝网5和金属粉末7无须使用粘结剂的复合轧制,得到粉网复合薄带带材8,实物照请见图8所示。
38.所述送粉机构包括频率可调的超声波控制盒11、超声波振子头13、活动板15、送粉盒16以及用于使活动板15和送粉盒16紧密贴合的紧固件14(优选外六角螺丝螺母);所述送粉盒16的背面为第一竖直板162,正面为斜板161,通过该斜板161使得送粉盒16形成为上宽下窄的漏斗结构,其顶部开口为进料口,底部开口为出料口,且所述出料口的出料量大小由活动板15调节,所述活动板15紧贴于斜板161内侧面,并能贴着斜板161上下移动来调整其底部与第一竖直板162之间的间隙,进而起到调节出料口的出料量大小的作用,所述斜板161上开有两个供紧固件14安装的通孔,所述活动板15上开有与该两个通孔相对应的两个长度为60mm的椭圆形通孔,通过紧固件14穿过斜板161上的通孔和活动板15上的椭圆形通孔后锁紧,即可实现活动板15与斜板161的紧固连接,所述送粉盒16的两外侧面163各焊接有一个连接件17,具体为l型连接板,所述l型连接板接近送粉盒16的背面,其一直角面贴合焊接在送粉盒16的外侧面上,其另一直角面向外水平延伸,并开有供螺栓18(优选m8外六角螺丝螺母)安装的椭圆形通孔,所述送粉盒16通过其两侧的连接件17垂直向下地安装在保持架的第二竖直板31上,且所述送粉盒16的底部伸至轧制机的两个轧辊41之间的缝隙上方,并使出料口朝向该缝隙,所述连接件17通过安装螺栓18实现与第二竖直板31之间的连接,且所述连接件17与第二竖直板31之间夹设有厚度1mm、外径24mm、内径8mm的垫片19,通过该垫片19使得送粉盒16的第一竖直板162与保持架的第二竖直板31之间形成有供金属丝网5顺利穿过的丝网通道6,所述丝网通道6的出口位于上述两个轧辊41之间的缝隙上方,所述超声波控制盒11与超声波振子头13通过电线12连接,所述超声波振子头13通过强力胶水平稳牢固地粘贴在斜板161的外侧面中间位置,用于提供振动力给送粉盒16,使送粉盒16内的金属粉末7受到振动而通过出料口均匀出粉,其中所述超声波振子头13的中心线与斜板161顶部的距离为60mm,保证超声波振子头13不与轧辊41和轧制机的机身横梁42发生接触,该超声波控制盒11设置有开关和调频按钮,可调频率范围为0-100hz,即超声波振子头13的工作频率为0-100hz。
39.所述送网机构包括悬臂梁21、光轴22、圆盘23、轴承固定环24和深沟球轴承25;所述悬臂梁21有两根,并通过m6外六角螺丝26彼此平行地固定在保持架的第二竖直板31上部两侧,所述悬臂梁21的悬臂端内侧面形成有一个深度5mm、直径19mm的凹槽,所述深沟球轴承25安装在该凹槽中,深沟球轴承25与凹槽为过盈配合,所述光轴22的两端各切削一个小凸台221,所述凸台221嵌插入深沟球轴承25的内圈中,使得光轴22能够径向转动而不能轴向运动,所述圆盘23有两个,并隔开套装在光轴22上,该两个圆盘23之间保持间距以形成有
能够容纳金属丝网5的空间,所述金属丝网5卷收在两个圆盘23之间的那段光轴上,且每个圆盘23外侧紧挨着一个轴承固定环24,所述轴承固定环24锁紧在光轴22上。
40.所述保持架包括第二竖直板31、加强板32、水平板33和第三竖直板34;所述第二竖直板31竖直在轧制机的机身横梁42顶部,所述第二竖直板31的一侧面安装有送粉机构的送粉盒16,其另一侧面安装有加强板32,且所述加强板32通过螺栓35(优选m8内六角螺丝螺母)紧贴在第二竖直板31的中间位置,所述水平板33的一端焊接在加强板32上,其另一端与第三竖直板34的顶部焊接在一起,所述第三竖直板34与轧制机带有螺纹孔的机身立柱43用螺栓进行紧固连接。
41.在安装金属丝网5之前,先确定好所要轧制的金属丝网5的宽度尺寸,宽度尺寸的确定依据是不大于送粉盒16的内部宽度。确定好后,把金属丝网5通过卷收在光轴22上,接着把两个圆盘23分别套在光轴22的两边并紧挨着金属丝网5,然后往圆盘23上锁紧轴承固定环24,保证金属丝网5处于正中间并与送粉盒16对齐,不发生轴向移动。把安装好的送网机构通过m6外六角螺丝26锁紧在第二竖直板31上,保证在工作中光轴22能够平稳转动,从而带动金属丝网5正常卷放,达到连续送网的目的。
42.拉动已经卷收好的金属丝网5的自由端,沿着沿着丝网通道6,直达轧制机的两个轧辊41之间的缝隙中,此时调整两个轧辊41之间的间隙为0,使得金属丝网5的自由端被两个轧辊41夹紧,通过两轧辊41之间的轧制力,带动金属丝网5向下,继而带动光轴22上的金属丝网5沿着丝网通道6向下。根据力学传递原理,金属丝网5是连续不间断的,金属丝网5被带动向下同时,也带动光轴22上已经卷收好的金属丝网5绕着光轴22转动,从而达到自动连续送网的效果。
43.参见图6所示,送粉盒16优选材料为304不锈钢板材,其斜板161和第一竖直板162之间的角度为15度,斜板161和第一竖直板162的底部保留有2mm的间隙。当活动板15沿着斜板161的板面移动到底的时候,刚好抵到第一竖直板162的底部,使得第一竖直板162与活动板15最底部的间隙为零,达到封闭送粉盒16底部间隙的目的。当底部间隙被封闭,尽管超声波振子头13发生振动,金属粉末7也不会漏出。当需要送粉的时候,依据金属粉末7的粒径以及需要轧制的带材厚度,调整活动板15底部与第一竖直板162之间的间隙,从而达到连续送粉的目的。
44.优选地,调整活动板15底部与第一竖直板162之间的间隙为0.1mm,并用塞尺片来检验是否达到间隙要求。首先用0.11mm塞尺片插入预调的间隙,发现0.11mm塞尺片插入不进,转用0.1mm塞尺片插入预调的间隙,发现刚好能够插入,说明调整间隙到位。
45.优选地,把330g的200目304不锈钢粉末倒入送粉盒16里,预先调好超声波控制盒11上的频率为10hz,打开超声波控制盒11开关,超声波振子头13开始按频率振动,振动传到送粉盒16再传递给304不锈钢粉末,304不锈钢粉末受到振动后,通过送料盒16底部的出料口均匀连续地出粉,直到送粉盒16里的粉全部掉完,此时记录时间为185s。
46.同样的,把330g的200目304不锈钢粉末倒入送粉盒16里,控制活动板15底部与第一竖直板162之间的间隙为0.1mm,分别计算超声波频率为20hz到90hz这8个频率工作时的掉粉时间,具体见表1所示。
47.实施例2
48.与实施例1不同的是调整活动板15底部与第一竖直板162之间的间隙为0.08mm,并
用塞尺片来检验是否达到间隙要求。首先用0.09mm塞尺片插入预调的间隙,发现0.09mm塞尺片插入不进,转用0.08mm塞尺片插入预调的间隙,发现刚好能够插入,说明调整间隙到位。
49.把330g的200目304不锈钢粉末倒入送粉盒16里,预先调好超声波控制盒11上的频率为10hz,打开超声波控制盒11开关,超声波振子头13开始按频率振动,振动传到送粉盒16再传递给304不锈钢粉末,304不锈钢粉末受到振动后,通过送料盒16底部的出料口均匀连续地出粉,直至送粉盒16里的粉全部掉完,此时记录时间。
50.同样的,把330g的200目304不锈钢粉末倒入送粉盒16里,控制活动板15底部与第一竖直板162之间的间隙为0.08mm,分别计算超声波频率为20hz到90hz这8个频率工作时的掉粉时间,具体见表1所示。
51.表1实施例1、2的掉粉时间统计
52.[0053][0054]
参见图7所示,为金属丝网与金属粉末的轧制原理图。金属丝网5沿着丝网通道6走过送粉盒16的第一竖直板162后,穿过两个轧辊41之间的缝隙,当调整两轧辊41的间隙为零时,金属丝网5的自由端被两轧辊41夹紧。调整好送粉盒16底部的预期间隙,同时把金属粉末7预装填在送粉盒16内部。当轧制机和超声波控制盒11同步开启电源后,两轧辊41转动时,金属丝网5被带动向下,同步地,超声波振子头13的振动引起了送粉盒16的振动,使得金属粉末7通过送粉盒16底部的出料口掉落到两轧辊41之间的缝隙中,并随着金属丝网5的向下移动,与金属丝网5同步轧制,最终形成粉网复合薄带带材8,实物照请见图8所示。
[0055]
实施例3
[0056]
与实施例1不同的是本实施例选定90mm宽的80目304不锈钢金属丝网,调整活动板15底部与第一竖直板162之间的间隙为0.1mm,并用塞尺片来检验是否达到间隙要求,首先用0.11mm塞尺片插入预调的间隙,发现0.11mm塞尺片插入不进,转用0.1mm塞尺片插入预调的间隙,发现刚好能够插入,说明调整间隙到位。往送粉盒16内装填200目304不锈钢粉末,调整超声波控制盒11的工作频率为30hz,使得超声波振子头13的工作频率为30hz。同步开启超声波控制盒11的开关和轧制机的开关,轧制工作开始,最后轧制的带材厚度为0.3mm。
[0057]
实施例4
[0058]
与实施例3不同的是超声波控制盒11的工作频率调整为50hz,最后轧制的带材厚
度为0.38mm。
[0059]
实施例5
[0060]
与实施例3不同的是超声波控制盒11的工作频率调整为90hz,最后轧制的带材厚度为0.47mm。
[0061]
实施例6
[0062]
与实施例5不同的是往送粉盒16装填混合粉,混分粉的成分为30%的200目碳化钨粉和80%的200目304不锈钢粉末,最后轧制的带材厚度为0.5mm。
[0063]
实施例7
[0064]
与实施例1不同的是本实施例选定90mm宽的80目304不锈钢金属丝网,调整活动板15底部与第一竖直板162之间的间隙为0.08mm,并用塞尺片来检验是否达到间隙要求,首先用0.09mm塞尺片插入预调的间隙,发现0.09mm塞尺片插入不进,转用0.08mm塞尺片插入预调的间隙,发现刚好能够插入,说明调整间隙到位。往送粉盒16装填200目304不锈钢粉末,调整超声波控制盒11的工作频率为30hz,使得超声波振子头13的工作频率为30hz。同步开启超声波控制盒11的开关和轧制机的开关,轧制工作开始,最后轧制的带材厚度为0.26mm。
[0065]
实施例8
[0066]
与实施例7不同的是超声波控制盒11的工作频率调整为50hz,最后轧制的带材厚度为0.32mm。
[0067]
实施例9
[0068]
与实施例7不同的是超声波控制盒11的工作频率调整为90hz,最后轧制的带材厚度为0.42mm。
[0069]
实施例10
[0070]
与实施例9不同的是往送粉盒16装填混合粉,混分粉的成分为30%的200目碳化钨粉和80%的200目304不锈钢粉末,最后轧制的带材厚度为0.45mm。
[0071]
表2实施例3-10轧制的粉网复合薄带带材厚度统计
[0072]
[0073][0074]
实施例11
[0075]
与上述所有实施例的区别在于,送粉盒16的第一竖直板162和斜板161之间的角度为30度。
[0076]
实施例12
[0077]
与上述所有实施例的区别在于,送粉盒16的第一竖直板162和斜板161之间的角度为45度。
[0078]
上述实施例为本实用新型较佳的实施方式,但本实用新型的实施方式并不受上述实施例的限制,其他的任何未背离本实用新型的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1