一种板材毛刺打磨装置的制作方法
1.本技术涉及板材加工装置的技术领域,尤其是涉及一种板材毛刺打磨装置。
背景技术:
2.在现代的板材加工中,需要将大型板材切割成多个板材,在板材切割完成后,板材的边缘会存在较多的毛刺,需要人工对板材边缘的毛刺进行打磨,使板材边缘平整。
3.但是,在相关技术中,工人需要一手压紧板材后,再手持打磨机对板材的边缘进行打磨,当需要打磨的板材数量较多时,工人需要长时间手持打磨机,工人劳动强度较大,不方便工人打磨板材毛刺毛刺。
技术实现要素:
4.为了方便工人打磨板材毛刺,本技术提供一种板材毛刺打磨装置。
5.本技术提供的一种板材毛刺打磨装置,采用如下的技术方案:一种板材毛刺打磨装置,包括工作台,所述工作台上设有机架,所述机架上设有呈竖直设置的支撑杆,所述支撑杆的下端设有抵触板,所述工作台上开设有容纳槽,所述容纳槽的槽壁上设有气缸,所述气缸的活塞杆呈竖直设置,且气缸的活塞杆上设有将板材压紧在抵触板上的压紧板,所述工作台上沿水平方向滑移连接有第一板,所述第一板上设有第一电机,所述第一电机的输出轴上同轴设有用于打磨板材侧边的磨盘,所述工作台上设有驱动第一板沿水平方向滑动的第一驱动组件。
6.通过采用上述技术方案,当工人需要打磨板材侧边时,工人先将板材放置在压紧板上,并将板材的侧壁对准磨盘的打磨路线,工人再启动气缸,气缸的活塞杆带动压紧板朝抵触板移动,使得压紧板将板材压紧在抵触板上,工人再启动第一电机,第一电机的输出轴带动磨盘绕其轴线旋转,工人再启动第一驱动组件,使得第一板沿水平方向滑动,从而带动第一电机和磨盘沿水平方向滑动,此时磨盘对板材的侧边毛刺进行打磨,从而方便了工人打磨板材毛刺。
7.可选的,所述第一驱动组件包括第二电机和第一丝杆,所述第一丝杆的轴向呈水平设置,且所述第一板与所述第一丝杆螺纹连接,所述第二电机设于工作台上,所述第二电机的输出轴与第一丝杆同轴设置。
8.通过采用上述技术方案,当工人需要移动第一板时,工人启动第二电机,第二电机的输出轴带动第一丝杆绕第一丝杆的轴线旋转,第一丝杆与第一板螺纹连接,从而带动第一板沿第一丝杆的轴向在工作台上移动。
9.可选的,所述支撑杆转动连接于机架,所述容纳槽的槽壁上转动连接有转动台,所述气缸设于转动台上,所述转动台的轴线与支撑杆的轴线共线。
10.通过采用上述技术方案,当板材的一侧打磨完成后,工人转动板材,使得支撑杆、抵触板、压紧板、气缸和转动台均绕支撑杆的轴线旋转,从而带动板材转动,工人再启动气缸带动压紧板向下移动,方便工人将板材的侧边与磨盘对应,再启动气缸,使得压紧板将板
材压紧在抵触板上,重复毛刺打磨步骤,进一步方便了工人打磨板材毛刺。
11.可选的,所述机架上设有限制支撑杆旋转的限制组件,所述限制组件包括滑移连接于机架的第一限制杆,所述支撑杆的侧壁上开设有若干个供第一限制杆滑动插接的第一限制槽,所述第一限制槽绕支撑杆的轴线为圆心周向排布。
12.通过采用上述技术方案,当工人不需要转动板材时,工人拉动第一限制杆,使得第一限制杆滑动插接在第一限制槽内,从而使支撑杆不易绕自身轴线旋转,此时板材、抵触板、压紧板均不易绕支撑杆的轴线发生旋转,提高了板材打磨时的稳定性。
13.可选的,所述机架上设有促使第一限制杆插入第一限制槽的第一弹簧,所述第一弹簧的一端与机架相连,所述第一弹簧的另一端与第一限制杆相连。
14.通过采用上述技术方案,当工人转动支撑杆时,工人拉动第一限制杆使其与第一限制槽分离,第一弹簧发生形变,工人转动板材,使得支撑杆发生旋转,直至板材的位置确定后,工人松开第一限制杆,第一弹簧回复至自然状态并推动第一限制杆滑动插接在第一限制槽内,从而方便了工人使用第一限制杆,提高了支撑杆的稳定性。
15.可选的,所述第一板上滑移连接有第二板,所述第二板的滑移方向垂直于第一板的滑移方向,所述第一板上设有带动第二板移动的第二驱动组件,所述第二驱动组件包括第三电机和第二丝杆,所述第二丝杆的轴向与第二板的滑移方向相同,所述第二丝杆与第二板螺纹连接,所述第三电机设于第一板上,所述第三电机的输出轴与第二丝杆同轴设置。
16.通过采用上述技术方案,当工人转动板材时,工人将板材的另一侧壁对准磨盘移动路线,然后工人启动第三电机,第三电机的输出轴带动第二丝杆绕第二丝杆的轴线旋转,第二丝杆与第二杆螺纹连接,第二板沿第二丝杆的轴向移动,使得磨盘对准板材侧壁,减少了工人将板材重新对准再夹持的步骤,进一步方便了工人打磨板材毛刺。
17.可选的,所述抵触板朝向压紧板的一侧设有第一橡胶层,所述压紧板朝向抵触板的一侧设有第二橡胶层。
18.通过采用上述技术方案,当抵触板与压紧板相互靠近时,第一橡胶层和第二橡胶层共同抵紧于板材,提高了板材的稳定性,同时减少板材表面出现压痕的情况。
19.可选的,所述工作台上设有校准块,所述校准块上设有供板件侧壁抵触的校准面,当板件的侧壁抵触于校准面时,板件远离校准面的一侧侧壁延伸方向与第一板的滑移方向相同,当压紧板将板材压紧在抵触板上时,板材与校准块分离。
20.通过采用上述技术方案,当板材的一侧抵触于校准面时,板材远离校准面的一侧侧壁延伸方向与第一板的移动方向相同,方便了工人对准板材,进一步方便了工人打磨板材毛刺。
21.综上所述,本技术包括以下有益技术效果:
22.1.通过工作台、机架、支撑杆、抵触板、容纳槽、气缸、压紧板、第一板、第一电机、磨盘和第一驱动组件的设置,方便了工人打磨板材毛刺;
23.2.通过支撑杆的转动连接和转动台的设置,方便了工人转动板材对板材的其他侧壁进行打磨,进一步方便了工人打磨板材毛刺;
24.3.通过限制组件的设置,方便了工人限制支撑杆和板材的旋转,提高了板材打磨时的稳定性;
25.4.通过第一弹簧的设置,方便了工人使用第一限制杆,提高了支撑杆的稳定性;
26.5.通过第二板、第二驱动组件的设置,使得板材转动后,方便工人将磨盘对准板材的侧壁,进一步方便了工人打磨板材毛刺;
27.6.通过第一橡胶层和第二橡胶层的设置,提高了对板材的夹持效果,同时减少了压紧板和抵触板将板材表面压出压痕的情况;
28.7.通过校准块的设置,方便了工人校准板材,进一步方便了工人打磨板材毛刺。
附图说明
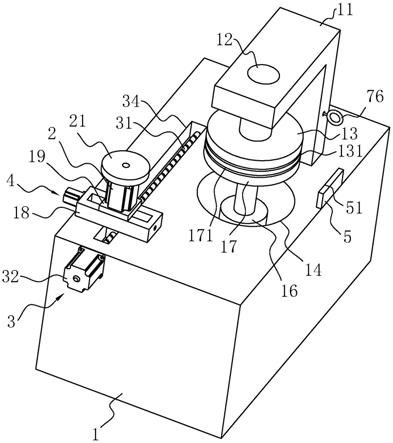
29.图1是本技术实施例中整体结构示意图;
30.图2是本技术实施例中用于表示整体的剖视结构示意图;
31.图3是本技术实施例中用于表示第一驱动组件的结构示意图;
32.图4是本技术实施例中用于表示第二驱动组件的结构示意图;
33.图5是本技术实施例中用于表示限制组件中第一限制杆、第一限制槽和第一锁定槽的剖视结构示意图;
34.图6是本技术实施例中用于表示限制组件中第二限制杆、第二限制槽和第二锁定槽的剖视结构示意图;
35.图7是本技术实施例中用于表示拉动绳、驱动槽和拉动环的剖视结构示意图。
36.附图标记:1、工作台;11、机架;12、支撑杆;13、抵触板;131、第一橡胶层;14、容纳槽;15、转动台;16、气缸;17、压紧板;171、第二橡胶层;18、第一板;19、第二板;2、第一电机;21、磨盘;3、第一驱动组件;31、第一丝杆;32、第二电机;33、第一块;34、第一滑动槽;4、第二驱动组件;41、第二丝杆;42、第三电机;43、第二块;44、第二滑动槽;5、校准块;51、校准面;6、限制组件;61、第一限制杆;62、第一限制槽;63、第一锁定槽;64、第二限制杆;65、第二限制槽;66、第二锁定槽;7、第一弹簧;71、第二弹簧;72、施力槽;73、施力绳;74、拉动绳;75、驱动槽;76、拉动环。
具体实施方式
37.以下结合附图1
‑
7对本技术作进一步详细说明。
38.本技术实施例公开一种板材毛刺打磨装置。如图1和图2所示,一种板材毛刺打磨装置,包括工作台1,工作台1的上表面呈水平设置,工作台1上固定连接有机架11,机架11上转动连接有支撑杆12,支撑杆12呈竖直设置,支撑杆12的下端面固定连接有呈水平设置的抵触板13。工作台1的上表面沿水平方向滑移连接有第一板18,第一板18的上表面沿水平方向滑移连接有第二板19,第二板19的滑移方向垂直于第一板18的滑移方向,第二板19上固定连接有第一电机2,第一电机2的输出轴呈竖直设置,第一电机2的输出轴上同轴固定连接有磨盘21。工作台1上设置有驱动第一板18移动的第一驱动组件3,第一板18上设置有驱动第二板19移动的第二驱动组件4。工作台1的上表面开设有容纳槽14,容纳槽14内转动连接有转动台15,转动台15的轴线与支撑杆12的轴线共线,转动台15上表面固定连接有气缸16,气缸16的活塞杆呈竖直设置,气缸16的活塞杆轴线与支撑杆12的轴线共线,气缸16的活塞杆上固定连接有压紧板17,机架11上设置有用于限制支撑杆12和转动台15旋转的限制组件6。
39.如图1和图2所示,压紧板17与抵触板13均呈圆形,且压紧板17的轴线与抵触板13
的轴线共线,压紧板17的轴线与支撑杆12的轴线共线,压紧板17的上表面固定连接有第二橡胶层171,抵触板13的下表面固定连接有第一橡胶层131,当板材放置在第二橡胶层171上时,工人启动气缸16,气缸16的活塞杆带动压紧板17、第二橡胶层171和板材朝第一橡胶层131移动,直至第二橡胶层171与第一橡胶层131共同将板材夹紧,提高了板材在加工时的稳定性,并减少了板材表面出现压痕的情况,当气缸16的活塞杆收缩时,压紧板17沉入容纳槽14内,第二橡胶层171的上表面与工作台1的上表面相平齐,方便了工人将板材放置在第二橡胶层171上。
40.当工人需要打磨板材的侧壁毛刺时,工人将板材放置在第二橡胶层171上,使得板材待加工的侧壁与磨盘21对准,此时板材待加工的侧壁延伸方向与第一板18的移动方向相同,工人启动气缸16,使得气缸16带动压紧板17沿竖直方向向上移动,直至第二橡胶层171将板材压紧在第一橡胶层131上,工人启动第二驱动组件4,使得第二板19带动第一电机2和磨盘21朝板材方向移动,直至磨盘21与板材的侧壁相抵触,工人启动第一电机2,第一电机2的输出轴带动磨盘21绕自身轴线旋转,工人再启动第一驱动组件3,带动第一板18沿水平方向移动,第一板18带动磨盘21沿板材待加工的侧壁延伸方向移动,从而完成对板材一侧的打磨。
41.然后,工人打开限制组件6,再转动板材,使得支撑杆12、抵触板13、压紧板17、气缸16和转动台15均绕支撑杆12的轴线旋转,直至板材另一待加工侧壁的延伸方向与第一板18的移动方向相同后,工人关闭限制组件6,工人再启动第二驱动组件4,使得磨盘21与板材的侧壁相抵触,工人重复上述打磨过程,从而完成对板材侧壁毛刺的打磨过程,方便了工人打磨板材毛刺。
42.如图1所示,工作台1的上表面固定连接有校准块5,校准块5呈竖直设置,校准块5上设有校准面51,校准面51的延伸方向与第一板18的移动方向相同,当工人放置板材时,工人将板材放置在第二橡胶层171上,然后工人将板材的一侧抵触于校准面51,使得板材远离校准面51的一侧侧壁的延伸方向与第一板18的移动方向相同,从而使磨盘21的打磨路径与板材的侧壁延伸方向相同,方便了工人校准板材,从而方便了工人打磨板材毛刺。当压紧板17向上移动时,压紧板17带动第二橡胶层171与板材向上一定,此时板材与校准块5分离,从而使板材旋转时,不易碰触到校准块5。
43.如图3所示,第一驱动组件3包括第一丝杆31和第二电机32,第一板18的下表面固定连接有第一块33,工作台1的上表面开设有供第一块33滑动嵌设的第一滑动槽34,第一滑动槽34的延伸方向与校准面51相平行,第一丝杆31转动连接于第一滑动槽34的槽壁上,第二电机32固定连接于工作台1,第二电机32的输出轴与第一丝杆31同轴固定连接,第一丝杆31与第一块33螺纹连接,当工人需要移动第一板18时,工人启动第二电机32,第二电机32的输出轴旋转,第二电机32的输出轴带动第一丝杆31绕自身轴线旋转,第一丝杆31带动第一块33在第一滑动槽34内滑动,第一块33带动第一板18沿第一丝杆31的轴向移动。
44.如图4所示,第二驱动组件4包括第三电机42和第二丝杆41,第二板19的下表面固定连接有第二块43,第一板18的上表面开设有供第二块43滑动嵌设的第二滑动槽44,第二滑动槽44的延伸方向垂直于第一滑动槽34的延伸方向,第二丝杆41转动连接于第二滑动槽44的槽壁,第三电机42固定连接于第一板18上,当工人启动第三电机42时,第三电机42的输出轴旋转,第三电机42的输出轴带动第二丝杆41绕自身轴线旋转,第二丝杆41带动第二块
43在第二滑动槽44内滑动,第二块43带动第二板19沿第二丝杆41的轴向移动,第二板19带动磨盘21侧壁贴合于板材侧壁,从而方便了工人移动第二板19,进一步方便了工人打磨板材毛刺。
45.如图2所示,限制组件6包括第一限制杆61、第二限制杆64和施力绳73。
46.如图2和图5所示,机架11上开设有供第一限制杆61滑动嵌设的第一锁定槽63,第一限制杆61沿支撑杆12的径向延伸,支撑杆12的侧壁上开设有若干个第一限制槽62,所有的第一限制槽62绕支撑杆12的轴线周向排布,第一锁定槽63内设置有第一弹簧7,第一弹簧7的一端固定连接于第一锁定槽63的槽壁,第一弹簧7的另一端固定连接于第一限制杆61。
47.如图2和图6所示,容纳槽14的槽壁上开设有第二锁定槽66,第二锁定槽66内滑动插接有第二限制杆64,第二限制杆64沿转动台15的径向延伸,第二限制杆64与第一限制杆61相互平行,转动台15的侧壁上开设有若干个第二限制槽65,所有的第二限制槽65绕转动台15的轴线周向排布,第二锁定槽66内设置有第二弹簧71,第二弹簧71的一端固定连接于第二锁定槽66的槽壁,第二弹簧71的另一端固定连接于第二限制杆64。
48.如图2和图7所示,第一锁定槽63的槽壁上开设有贯穿至第二锁定槽66槽壁的施力槽72,施力槽72内滑动嵌设有施力绳73,施力绳73的一端固定连接于第一限制杆61远离支撑杆12的一端,施力绳73的另一端固定连接于第二限制杆64远离转动台15的一端,施力绳73的中部固定连接有拉动绳74,机架11外壁上开设有贯穿于施力槽72槽壁的驱动槽75,拉动绳74远离施力绳73的一端穿设于驱动槽75至机架11外,拉动绳74远离施力绳73的一端固定连接有拉动环76。
49.当工人需要转动支撑杆12和转动台15时,工人拉动拉动环76,拉动环76带动施力绳73收缩,使得第一限制杆61在第一锁定槽63内滑动,第二限制杆64在第二锁定槽66内滑动,第一限制杆61与第一限制槽62分离,第二限制杆64与第二限制槽65分离,第一弹簧7和第二弹簧71同时发生形变,工人再转动板材,使得支撑杆12和转动台15均绕转动杆的轴线旋转,直至板材的位置确定后,工人松开拉动环76,第一弹簧7回复至自然状态并推动第一限制杆61插接在第一限制槽62内,第二弹簧71回复至自然状态并推动第二限制杆64滑动插接在第二限制槽65内,此时支撑杆12与转动台15均不易发生旋转,从而方便了工人转动板材后锁定板材的位置,提高了板材的稳定性。
50.本技术实施例一种板材毛刺打磨装置的实施原理为:当工人需要打磨板材侧边的毛刺时,首先,工人将板材放置到第二橡胶层171上,使得板材的一侧抵触于校准面51,工人再启动气缸16,气缸16的活塞杆推动压紧板17向上移动,直至第二橡胶层171将板材压紧在第一橡胶层131上。
51.然后,工人启动第三电机42,第三电机42的输出轴带动第二丝杆41绕其自身轴线旋转,第二丝杆41推动第二板19在第一板18上移动,第二板19带动磨盘21的侧壁抵触于板材远离校准块5的侧壁,工人再启动第一电机2,第一电机2的输出轴带动磨盘21绕自身轴线旋转,工人启动第二电机32,第二电机32的输出轴带动第一丝杆31绕其自身轴线旋转,第一丝杆31推动第一板18在工作台1上移动,第一板18带动磨盘21沿板材的侧壁延伸方向移动,使得磨盘21对板材侧壁毛刺进行打磨。
52.接着,工人拉动拉动环76,使得施力绳73收缩,第一限制杆61与第一限制槽62分离,第二限制杆64与第二限制槽65分离,第一弹簧7和第二弹簧71均发生形变,工人转动板
材,使得板材新的待加工面延伸方向对准第一板18的移动方向,工人松开拉动环76,第一弹簧7回复至自然状态推动第一限制杆61插接在第一限制槽62内,第二弹簧71回复至自然状态推动第二限制杆64滑动插接在第二限制槽65内。工人再启动第三电机42,重新将磨盘21的侧壁抵触于板材的侧壁,工人重复上述打磨过程,完成对板材侧壁毛刺的打磨。
53.重复上述动作,对板材的侧壁一一打磨,进而方便了工人打磨板材毛刺。
54.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1