一种全自动输送的板材打磨装置的制作方法
1.本实用新型设计加工设备领域,尤其是一种全自动输送的板材打磨装置。
背景技术:
2.人们对木质家具的需求越来越偏向于外观和材质,木材的打磨工艺决定木材外形的美观度,且决定家具的品质,板材在生活和建筑领域中应用非常广泛,板材在使用过程中需要进行打孔或者进行开榫槽,现榫槽的加工方式,是通过手持钻机对板材进行开榫槽,对于多批量的板材采用此种方式经常会出错且工作效率低,且对于板材需要多部位打孔时效率更低。
技术实现要素:
3.本实用新型的目的在于提供一种全自动加工、生产效率高且可调式的全自动输送的板材打磨装置。
4.为达到发明目的本实用新型采用的技术方案是:一种全自动输送的板材打磨装置,包括板材送料组件与打磨机,所述的板材送料组件内放置有待加工的板材,板材送料组件侧面设有压紧板材的压紧气缸,所述板材送料组件两侧通过支撑架固定在移动架顶部,所述移动架上设有移动块,移动块端部设有夹具,所述板材送料组件一侧设有压紧架,板材送料组件下方设有轨道架,所述压紧架的两侧设有打磨机;
5.所述夹具包括缓冲块与压紧块,压紧块安装在气缸的伸缩杆端部,气缸安装在移动块底部;
6.两压紧架平行对称设置,压紧架设有推送气缸、推送气缸端部的推送块与推送块配合的横杆。通过板材送料组件进行板材的逐步卸料,在通过移动架将板材输送到压紧架上进行压紧后,打磨机对板材进行打磨工作。
7.作为优选,所述的板材送料组件顶部向外倾斜设置有斜口,所述板材送料组件的两组件单独通过支撑架固定在移动架顶部,支撑架通过螺栓可调式固定在移动架上,移动架内通过滚珠丝杆连接移动块。板材送料组件的两部分可根据板材的宽度调整距离,斜口用于方便放置板材。
8.作为优选,所述的轨道架设置在气缸的伸缩杆上,轨道架倾斜设置并位于移动架下方。轨道架设置在移动架下方,在移动架将板材输送并打磨之后,轨道架升起将板材提升进入到轨道架上,再利用自身重力进行输送,
9.作为优选,所述的推送块上设有防滑纹路,横杆通过延伸块安装在压紧架一侧上。防滑纹路有助于防止板材打滑。
10.作为优选,所述的打磨机上设有打磨轮,打磨机侧面安装有滚珠丝杆副,并安装在架体的竖向导轨上,所述架体底部安装有滚珠丝杆副,架体底部安装在横向导轨上。打磨机多方位移动,用于打磨机可环绕式打磨板材,
11.作为优选,所述的打磨机上设有环绕打磨轮的阻隔架。阻隔架用于防止打磨产生
的木屑飞溅。
附图说明
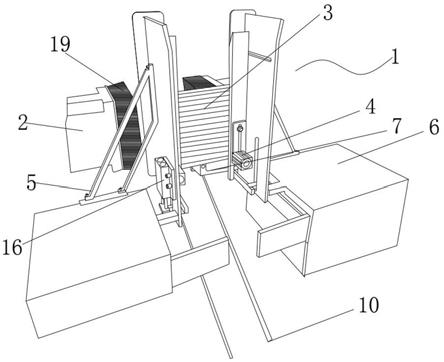
12.图1是本实用新型的板材送料组件结构示意图。
13.图2是本实用新型的压紧架连接关系示意图图。
14.图3本实用新型的打磨机连接示意图。
15.图中: 1、板材送料组件;2、打磨机;3、板材;4、压紧气缸;5、支撑架;6、移动架;7、移动块;8、夹具;9、压紧架;10、轨道架;11、缓冲块;12、压紧块;13、推送气缸;14、推送块;15、横杆;16、气缸;17、打磨轮;18、架体;19、阻隔架。
具体实施方式
16.下面结合具体实施例来对本实用新型进行进一步说明,但并不将本实用新型局限于这些具体实施方式。本领域技术人员应该认识到,本实用新型涵盖了权利要求书范围内所可能包括的所有备选方案、改进方案和等效方案。
17.参照图1-3,所示的一种全自动输送的板材打磨装置,包括板材送料组件1与打磨机2,所述的板材送料组件1内放置有待加工的板材3,板材送料组件1侧面设有压紧板材3的压紧气缸4,所述板材送料组件1两侧通过支撑架5固定在移动架6顶部,所述移动架6上设有移动块7,移动块7端部设有夹具8,所述板材送料组件1一侧设有压紧架9,板材送料组件 1下方设有轨道架10,所述压紧架9的两侧设有打磨机2;
18.所述夹具8包括缓冲块11与压紧块12,压紧块12安装在气缸的伸缩杆端部,气缸安装在移动块7底部;
19.两压紧架9平行设置,压紧架9设有推送气缸13、推送气缸13端部的推送块14与推送块14配合的横杆15;
20.具体的板材送料组件1的两组件通过支撑架5安装在移动架6顶部,不仅可根据调整两组件之间的距离,而且有助于板材送料组件1的稳定安装,板材3通过 4压紧两端,控制板材3逐个掉落,板材3掉落在移动块7的夹具8上,移动块7移动将板材3输送到压紧架9上,推送气缸13将板材3向上推送并与横杆15配合将板材3夹紧,再通过打磨机2对板材3两端进行环绕打磨,上述的用于移动的移动架7、夹具8、压紧架9、轨道架10与推送气缸13自动完成相应的操作,其控制通过现有的控制器控制技术进行操控,而上述结构均为申请人设计有助于板材3打磨的结构,上述相互配合实现板材3的输送,而打磨机2可多方位环绕板材3进行打磨,将板材3两端打磨成榫头;
21.上述移动块7端部设有夹具,夹具8包括缓冲块11与压紧块12,板材3从板材送料组件1掉落在夹具8上,移动块7底部的气缸控制压紧块12运动,压紧块12与缓冲块11配合将板材3夹紧,而缓冲块11设有弹簧防止将板材表面破坏,板材3达到压紧块9位置时气缸控制压紧块12伸长,使板材3放置在推送块14上。
22.进一步优选,所述的板材送料组件1顶部向外倾斜设置有斜口,所述板材送料组件1的两组件单独通过支撑架5固定在移动架6顶部,支撑架5通过螺栓可调式固定在移动架6上,移动架6内通过滚珠丝杆连接移动块7;
23.具体的板材送料组件1顶部设有斜口,通过斜口有助于板材3放入,板材送料组件1
的两组件可根据板材3的宽度调整宽度,而移动块7通过滚珠丝杆与移动块7连接,这样移动块7可通过电机带动滚珠丝杆转动,而往返运动,进而带动板材3的输送。
24.进一步优选,所述的轨道架10设置在气缸16的伸缩杆上,轨道架10倾斜设置并位于移动架6下方;
25.具体的轨道架11通过气缸16带动升降,在板材3开榫头之后,轨道架11升起后接住板材3,轨道架11倾斜设置而使板材3在轨道架11上滑动,两根轨道架11上均连接有气缸16,由于气缸16通过延伸块与轨道架11连接,从而板材11在轨道架11上滑动不会与气缸16触碰。
26.进一步优选,所述的推送块14上设有防滑纹路,横杆15通过延伸块安装在压紧架9一侧上;
27.具体的推送块14上设有防滑纹路,防止板材3在推送块14推送是滑动造成掉落,而横杆15与推送块14配合用于板材3的夹紧,有助于打磨机2对板材3打磨。
28.进一步优选,所述的打磨机2上设有打磨轮17,打磨机2侧面安装有滚珠丝杆副,并安装在架体18的竖向导轨上,所述架体18底部安装有滚珠丝杆副,架体18底部安装在横向导轨上;
29.具体的打磨机2设有用于开榫头的打磨轮17,打磨机2侧面安装在架体18的竖向导轨上,架体18底部安装在横向导轨上,可实现打磨机2多方位移动,从而环绕打磨板材3。
30.进一步优选,所述的打磨机2上设有环绕打磨轮17的阻隔架19。阻隔架19为若干个硬质塑胶毛结构,有助于阻挡飞溅的木屑,打磨机2后侧设有吸木屑的吸灰机,有助于车间环境的清洁。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1