一种喷房自动落粉搪瓷生产线的制作方法
1.本实用新型涉及搪瓷生产设备技术领域,具体为一种喷房自动落粉搪瓷生产线。
背景技术:
2.搪瓷,是将无机玻璃质材料通过熔融凝于基体金属上并与金属牢固结合在一起的一种复合材料,是涂烧在金属底坯表面上的无机玻璃瓷釉。在搪瓷工艺中,需要对金属表面进行喷粉,然后再将喷好粉的金属件放入到烧成炉中进行加热。
3.现有的喷房自动落粉搪瓷生产线在对金属成品进行喷粉后,不便自动将成品进行下料传送,需要人工操作,人工操作时力度难以保障,会对喷粉后的成品外壁进行破坏,降低了喷粉搪瓷生产线的工作效率。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本实用新型提供了一种喷房自动落粉搪瓷生产线,解决了现有的喷房自动落粉搪瓷生产线在对金属成品进行喷粉后,不便自动将成品进行下料传送的问题。
6.(二)技术方案
7.为实现以上目的,本实用新型通过以下技术方案予以实现:一种喷房自动落粉搪瓷生产线,包括喷箱,所述喷箱的上端面安装有喷粉机构,所述喷箱的内腔顶固定连接有电动伸缩杆,所述电动伸缩杆的下端面固定连接有u形框,所述u形框的内侧壁均匀连通有喷头,所述喷粉机构的喷口通过软管与u形框相连通,所述喷箱的下端面固定连接有l形板,所述l形板的下端面固定连接有驱动电机,所述喷箱的下端面安装有推料机构,所述喷箱的后端面固定连接有支撑板,所述驱动电机的输出轴贯穿喷箱内腔底的一端固定连接有海绵转板。
8.所述驱动电机的输出轴外壁通过皮带配合皮带轮传动连接有转动套,所述转动套与支撑板的上端面贯穿转动连接,所述喷箱的前端面固定连接有导向板。
9.所述推料机构包括第一齿轮、六棱柱套、第二齿轮、曲柄、连杆、滑块、六棱柱、支撑杆、滑动杆与推板,所述喷箱的下端面分别转动连接有第一齿轮与第二齿轮,所述第一齿轮与第二齿轮相啮合,所述转动套的内腔滑动连接有六棱柱。
10.所述第一齿轮的下端面固定连接有六棱柱套,所述第二齿轮的下端面固定连接有曲柄,所述曲柄远离第二齿轮的一端转动连接有连杆,所述喷箱的腔底通过滑槽滑动连接有滑块。
11.所述滑块的下端面与连杆转动连接,所述六棱柱与六棱柱套相插接,所述u形框的后端面固定连接有滑动杆,所述滑动杆与喷箱的腔底贯穿滑动连接。
12.所述滑动杆的下端面固定连接有支撑杆,所述支撑杆远离滑动杆的一端与六棱柱底部转动连接,所述滑块的上端面通过安装杆固定连接有推板,所述推板的前端面粘附有
光滑膜片。
13.(三)有益效果
14.本实用新型提供了一种喷房自动落粉搪瓷生产线。具备以下有益效果:
15.(1)、该喷房自动落粉搪瓷生产线,通过u形框、喷头、软管、 l形板、驱动电机与海绵转板的配合,首先在使用时将需要喷涂的粉末散落一些在海绵转板的上部,之后将需要喷涂的成品放置在海绵转板上部,电动伸缩杆下降带动u形框下降使得喷头位于成品的左右两侧,之后开启喷粉机构与驱动电机,驱动电机转动时会带动成品转动从而有利于喷头将粉末均匀的喷在成品外壁,以及由于海绵转板底部撒有粉末,也可保证成品均匀全方位的喷涂粉末,提高了喷涂粉末的效果。
16.(2)、该喷房自动落粉搪瓷生产线,通过推料机构、支撑板、转动套、皮带、第一齿轮、六棱柱套、第二齿轮、曲柄、连杆、滑块、六棱柱、支撑杆、滑动杆与推板的配合,当对需要的成品喷完漆粉后,电动伸缩杆自动收回便会带动滑动杆与支撑杆上升,使支撑杆顶动六棱柱在转动套内腔向上滑动并且插入六棱柱套内,由于驱动电机转动会通过皮带配合皮带轮传动转动套,进而带动六棱柱与六棱柱套转动,使得第一齿轮啮合第二齿轮,第二齿轮转动时会带动曲柄转动传动连杆,使得连杆向前顶动滑块在喷箱的腔底进行滑动,从而带动推板向前滑动,便会推动喷粉后的成品从海绵转板上移动进而滑动在导向板上部,能够完成自动下料的过程,且由于推板表面粘附有光滑膜片,能够避免沾染成品表面的粉末,以及当推板重新归位至后部时,电动伸缩杆下降归位便能够将六棱柱从六棱柱套内取出,便不会传动推板进行移动,方便下一个成品进行喷粉,其自动化程度高,能够连续进行,省去人工拿取产成品进行下一道工序的麻烦性,进而提高了喷粉后进行下一步的工作效率。
附图说明
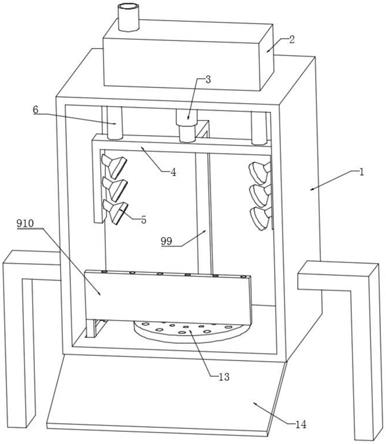
17.图1为本实用新型立体结构示意图;
18.图2为本实用新型仰视整体安装结构示意图;
19.图3为本实用新型图2中a区域放大结构示意图;
20.图4为本实用新型曲柄与连杆安装结构示意图。
21.图中:1、喷箱;2、喷粉机构;3、电动伸缩杆;4、u形框;5、喷头;6、软管;7、l形板;8、驱动电机;9、推料机构;91、第一齿轮;92、六棱柱套;93、第二齿轮;94、曲柄;95、连杆;96、滑块;97、六棱柱;98、支撑杆;99、滑动杆;910、推板;10、皮带; 11、转动套;12、支撑板;13、海绵转板;14、导向板。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
23.请参阅图1-4,本实用新型提供一种技术方案:
24.实施例一:一种喷房自动落粉搪瓷生产线,包括喷箱1,喷箱1 的上端面安装有喷粉机构2,喷箱1的内腔顶固定连接有电动伸缩杆 3,电动伸缩杆3的下端面固定连接有u形框4,u形框4的内侧壁均匀连通有喷头5,喷粉机构2的喷口通过软管6与u形框4相连通,喷箱1的下端面固定连接有l形板7,l形板7的下端面固定连接有驱动电机8,喷箱1的下端面安装
有推料机构9,喷箱1的后端面固定连接有支撑板12,驱动电机8的输出轴贯穿喷箱1内腔底的一端固定连接有海绵转板13,驱动电机8的输出轴外壁通过皮带10配合皮带轮传动连接有转动套11,转动套11与支撑板12的上端面贯穿转动连接,喷箱1的前端面固定连接有导向板14。通过u形框4、喷头5、软管6、l形板7、驱动电机8与海绵转板13的配合,首先在使用时将需要喷涂的粉末散落一些在海绵转板13的上部,之后将需要喷涂的成品放置在海绵转板13上部,电动伸缩杆3下降带动u形框4下降使得喷头5位于成品的左右两侧,之后开启喷粉机构2与驱动电机8,驱动电机8转动时会带动成品转动从而有利于喷头5将粉末均匀的喷在成品外壁,以及由于海绵转板13底部撒有粉末,也可保证成品均匀全方位的喷涂粉末,提高了喷涂粉末的效果。
25.实施例二:本实施例与实施例一的区别在于:推料机构9包括第一齿轮91、六棱柱套92、第二齿轮93、曲柄94、连杆95、滑块96、六棱柱97、支撑杆98、滑动杆99与推板910,喷箱1的下端面分别转动连接有第一齿轮91与第二齿轮93,第一齿轮91与第二齿轮93 相啮合,转动套11的内腔滑动连接有六棱柱97,第一齿轮91的下端面固定连接有六棱柱套92,第二齿轮93的下端面固定连接有曲柄 94,曲柄94远离第二齿轮93的一端转动连接有连杆95,喷箱1的腔底通过滑槽滑动连接有滑块96,滑块96的下端面与连杆95转动连接,六棱柱97与六棱柱套92相插接,u形框4的后端面固定连接有滑动杆99,滑动杆99与喷箱1的腔底贯穿滑动连接,滑动杆99 的下端面固定连接有支撑杆98,支撑杆98远离滑动杆99的一端与六棱柱97底部转动连接,滑块96的上端面通过安装杆固定连接有推板910,推板910的前端面粘附有光滑膜片。通过推料机构9、支撑板12、转动套11、皮带10、第一齿轮91、六棱柱套92、第二齿轮 93、曲柄94、连杆95、滑块96、六棱柱97、支撑杆98、滑动杆99 与推板910的配合,当对需要的成品喷完漆粉后,电动伸缩杆3自动收回便会带动滑动杆99与支撑杆98上升,使支撑杆98顶动六棱柱 97在转动套11内腔向上滑动并且插入六棱柱套92内,由于驱动电机8转动会通过皮带10配合皮带轮传动转动套11,进而带动六棱柱 97与六棱柱套92转动,使得第一齿轮91啮合第二齿轮93,第二齿轮93转动时会带动曲柄94转动传动连杆95,使得连杆95向前顶动滑块96在喷箱1的腔底进行滑动,从而带动推板910向前滑动,便会推动喷粉后的成品从海绵转板13上移动进而滑动在导向板14上部,能够完成自动下料的过程,且由于推板910表面粘附有光滑膜片,能够避免沾染成品表面的粉末,以及当推板910重新归位至后部时,电动伸缩杆3下降归位便能够将六棱柱97从六棱柱套92内取出,便不会传动推板910进行移动,方便下一个成品进行喷粉,其自动化程度高,能够连续进行,省去人工拿取产成品进行下一道工序的麻烦性,进而提高了喷粉后进行下一步的工作效率。
26.工作时,首先在使用时将需要喷涂的粉末散落一些在海绵转板 13的上部,之后将需要喷涂的成品放置在海绵转板13上部,电动伸缩杆3下降带动u形框4下降使得喷头5位于成品的左右两侧,之后开启喷粉机构2与驱动电机8,驱动电机8转动时会带动成品转动从而有利于喷头5将粉末均匀的喷在成品外壁,以及由于海绵转板13 底部撒有粉末,也可保证成品均匀全方位的喷涂粉末,提高了喷涂粉末的效果,当对需要的成品喷完漆粉后,电动伸缩杆3自动收回便会带动滑动杆99与支撑杆98上升,使支撑杆98顶动六棱柱97在转动套11内腔向上滑动并且插入六棱柱套92内,由于驱动电机8转动会通过皮带10配合皮带轮传动转动套11,进而带动六棱柱97与六棱柱套92转动,使得第一齿轮91啮合第二齿轮93,第二齿轮93转动时会带动曲柄94转动传动连杆95,使得连杆95向前顶动滑块96在喷箱1的腔底进
行滑动,从而带动推板910向前滑动,便会推动喷粉后的成品从海绵转板13上移动进而滑动在导向板14上部,能够完成自动下料的过程,且由于推板910表面粘附有光滑膜片,能够避免沾染成品表面的粉末,以及当推板910重新归位至后部时,电动伸缩杆 3下降归位便能够将六棱柱97从六棱柱套92内取出,便不会传动推板910进行移动,方便下一个成品进行喷粉,其自动化程度高,能够连续进行,省去人工拿取产成品进行下一道工序的麻烦性,进而提高了喷粉后进行下一步的工作效率。
27.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1