迷你型精铸成套设备
1.本实用新型涉及各级各类学校学生工程实践、科创活动、劳动教育、工匠精神培育等领域,尤其是涉及迷你型精铸成套设备。
背景技术:
2.目前在我国人才培养领域,大力提倡工程素质培养、科创意识激发、劳动观念教育、工匠精神历练,为达到这一目的有多种形式、多种手段可以选择,但集现代技术、传统技术、手工参与于一体的迷你型精铸成套设备尚无可供选用,只能单一学习某一技术,再自己加以整合。不利于人才培养中系统化的学习精铸全过程。
3.因此就需要设计迷你型精铸成套设备,集成数字化三维造型设计、3d打印技术、熔模铸造(精铸)技术、抛光技术、电镀技术为一体,来解决目前精铸不具备的流程化教学、生产的问题。
技术实现要素:
4.本实用新型的目的在于提供迷你型精铸成套设备,解决了现有技术中存在的精铸不具备的流程化教学、生产的技术问题。本实用新型提供的诸多技术方案中的优选技术方案所能产生的诸多技术效果详见下文阐述。
5.为实现上述目的,本实用新型提供了以下技术方案:
6.本实用新型提供的迷你型精铸成套设备,包括依次排列设置在安装架上的用于制作模型的模型成型台、精密铸造装置、抛光装置以及电镀装置。
7.优选地,所述精密铸造装置包括石膏搅拌机、模腔烧结炉、二次燃烧炉、金属熔炼炉以及成型浇铸腔,所述石膏搅拌机用于将所述模型成型台制作的模型做成石膏模。
8.优选地,所述抛光装置包括依次设置的喷砂机与磁力抛光机,所述喷砂机用于将所述精密铸造装置铸造的铸造件进行抛光处理。
9.优选地,所述二次燃烧炉设置在所述模腔烧结炉的上方,所述二次燃烧炉用于燃烧所述模腔烧结炉内未完全燃烧的燃料。
10.优选地,所述模型成型台包括三维建模装置和3d打印装置,所述三维建模装置与所述3d打印装置通信连接。
11.优选地,还包括序号铭牌,所述序号铭牌为五个、且所述序号铭牌上的序号由一至五依次设置,序号由一至五排列的所述序号铭牌对应依次设置在所述三维建模装置、所述3d打印装置、所述精密铸造装置、所述抛光装置以及所述电镀装置上。
12.优选地,所述三维建模装置为计算机。
13.优选地,所述3d打印装置为3d打印机。
14.优选地,所述电镀装置为电镀设备,用于将所述抛光装置抛光的零件外表面电镀处理。
15.本实用新型提供的技术方案中,包括依次排列设置在安装架上的用于制作模型的
模型成型台、精密铸造装置、抛光装置以及电镀装置,通过多装置的依次设置可以形成流程式的迷你型精铸成套设备,在教学或者生产过程中系统化的完成精铸的整个过程,弥补了系统化培养精铸人才教具设备方面空白。
16.本实用新型优选技术方案至少还可以产生如下技术效果:所述精密铸造装置包括石膏搅拌机、模腔烧结炉、二次燃烧炉、金属熔炼炉以及成型浇铸腔,石膏搅拌机用于将所述3d打印装置制作的模型做成石膏模,采用石膏搅拌机制作模型的石膏模,经过模腔烧结炉烧制模坯,二次燃烧炉燃烧多余燃料,金属熔炼炉将金属熔炼,熔炼后的金属倒入到放置在成型浇铸腔内的模坯内进行浇铸,完成铸造;
17.所述抛光装置包括依次设置的喷砂机与磁力抛光机,所述喷砂机用于将所述精密铸造装置铸造的铸造件进行抛光处理,采用喷砂机与磁力抛光机进行电镀前的抛光,清楚铸件表面杂质;
18.还包括序号铭牌,所述序号铭牌为五个、且所述序号铭牌上的序号由一至五依次设置,序号由一至五排列的所述序号铭牌对应依次设置的所述三维建模装置、所述3d打印装置、所述精密铸造装置、所述抛光装置以及所述电镀装置上;通过序号铭牌标识工作顺序对使用者加以引导;
19.所述二次燃烧炉设置在所述模腔烧结炉的上方,所述二次燃烧炉用于燃烧所述模腔烧结炉内未完全燃烧的燃料,二次燃烧炉有效避免燃料排入室内空气中造成污染;
20.所述三维建模装置为计算机,计算机进行人工的三维建模;
21.所述3d打印装置为3d打印机,建模好的三维模型通过3d打印机进行3d 打印;
22.所述电镀装置为电镀设备,用于将所述抛光装置抛光的零件外表面电镀处理,对金属铸件表面电镀处理完成精铸工序。
附图说明
23.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
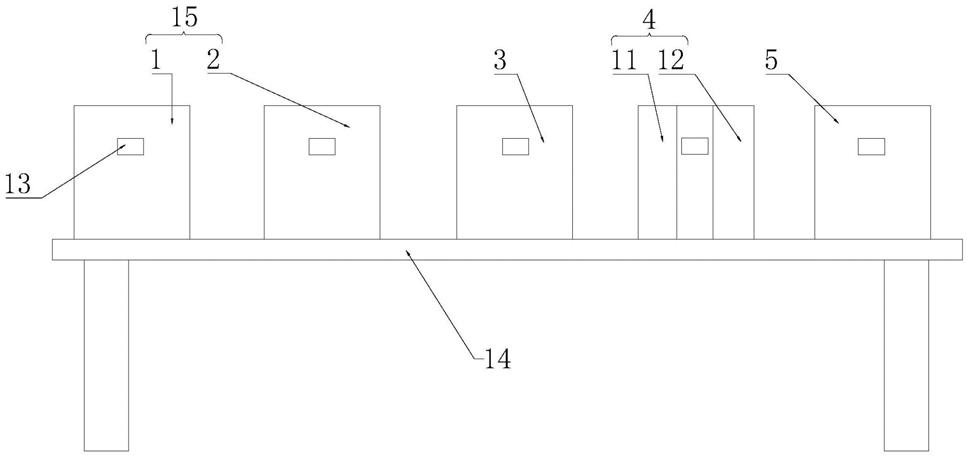
24.图1是本实用新型实施例提供的迷你型精铸成套设备整体结构示意图;
25.图2是本实用新型实施例提供的精密铸造装置结构示意图;
26.图3是本实用新型实施例提供的迷你型精铸成套设备操作流程图;
27.图4是本实用新型实施例提供的可批量生产的迷你型精铸成套设备操作流程图。
28.图中1、三维建模装置;2、3d打印装置;3、精密铸造装置;4、抛光装置;5、电镀装置;6、石膏搅拌机;7、模腔烧结炉;8、二次燃烧炉;9、金属熔炼炉;10、成型浇铸腔;11、喷砂机;12、磁力抛光机;13、序号铭牌;14、安装架;15、模型成型台。
具体实施方式
29.为使本实用新型的目的、技术方案和优点更加清楚,下面将对本实用新型的技术方案进行详细的描述。显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前
提下所得到的所有其它实施方式,都属于本实用新型所保护的范围。
30.本实用新型的具体实施例提供了迷你型精铸成套设备,结合附图1所示,其中主要包括模型成型台15、精密铸造装置3、抛光装置4以及电镀装置5五部分装置,此五部分装置分别对应着精铸教学中的数字化三维造型设计、3d打印技术、熔模铸造技术、抛光技术、电镀技术五部分教学内容,为了实现统一流程化的教学或者生产。
31.结合附图3所示,其中模型成型台15的模型制作可以为机制模型也可以为手工制作,例如模型成型台15设置三维建模装置1和3d打印装置2,通过人工建模然后通过3d打印装置2打印模型;
32.也可以将三维建模装置1采用数控加工的方式来进行模型的制作,此时模型成型台15包括三维建模装置1和数控加工机床;
33.同时模型成型台15为台面结构,台面上放置雕刻工具,可以让学生自己手工雕刻蜡摸;
34.值得说明的是模型成型台15可以包括台面结构、3d扫描机以及3d打印机,台面结构用于学生或用户手工捏塑模型,将学生手工制作的模型(捏塑模型) 通过3d扫描机扫描,然后将扫描信息发送给3d打印进行3d打印。
35.当采用三维建模装置1、3d打印装置2的方式时,三维建模装置1、3d打印装置2精密铸造装置3、抛光装置4以及电镀装置5依次排列设置在安装架 14上组成一个统一的迷你型精铸成套设备,此系统内顺序的排列各个装置与教学顺序和工作流程一致,有利于教学、生产,弥补了系统化培养精铸人才教具设备方面空白。
36.三维建模装置1用于对待加工零件的数字化建模,得到模型信息。
37.3d打印装置2用于将模型信息进行3d打印模型。
38.精密铸造装置3用于将模型进行零件的铸造,作出铸造件。
39.抛光装置4用于对铸造件进行抛光处理。
40.电镀装置5用于对抛光后的铸造件电镀处理,完成零件的精铸。
41.在整个过程中需要人工的操作来完成零件的精铸最终通过此迷你型精铸成套设备来实现对学习人员的系统化教学。
42.结合附图2所示,本实用新型的具体实施例提供的精密铸造装置3包括石膏搅拌机6、模腔烧结炉7、二次燃烧炉8、金属熔炼炉9以及成型浇铸腔10,石膏搅拌机6用于将3d打印装置2制作的模型做成石膏模,模腔烧结炉7用于对石膏模烧结成模坯,模坯放入成型浇铸腔10内待使用,二次燃烧炉8设置在模腔烧结炉7的上方,模腔烧结炉7未燃烧的燃料进入到上方的二次燃烧炉8 内进行燃烧避免污染;金属熔炼炉9熔融金属以备浇铸,熔融后的金属倒入成型浇铸腔10内的模坯内进行浇铸,得到浇铸件。
43.抛光装置4包括依次设置的喷砂机11与磁力抛光机12,喷砂机11用于将精密铸造装置3铸造的铸造件进行抛光处理,先通过喷砂机11进行初次抛光,再通过磁力抛光机12进行二次抛光。
44.为实现精铸流程的标识,还可以设置序号铭牌13,序号铭牌13为五个、且序号铭牌13上的序号由一至五依次设置,序号由一至五排列的序号铭牌13 对应依次设置的三维建模装置1、3d打印装置2、精密铸造装置3、抛光装置4 以及电镀装置5上,通过序号铭牌13来对各个装置进行需要排列以辅佐使用,同时还可以在各个装置上设置详情铭牌,用以记载
操作方式以及注意事项等。
45.本技术具体实施例中三维建模装置1采用计算机进行建模;3d打印装置2 为3d打印机;电镀装置5为电镀设备。
46.本技术提供的迷你型精铸成套设备的单件物件制作工艺流程如下(结合附图3所示):
47.进行模型的加工制作;
48.加工方法多种,可以采用进行三维建模,将所要加工的零件通过计算机进行三维建模;(机制模型通常以金属模型为主)
49.制作模型,3d打印方式,将建模后的信息发送至3d打印机中,3d打印机自动生产加工程序进行3d打印,打印出的零件模型;数控加工方式,将建模后的信息发送至数控加工机床中进行加工;
50.可以采用手工加雕刻蜡摸的形式完成模型之所,用户或者学生在在模型成型台15上手工雕刻或者捏塑模型;
51.捏塑的模型还可以通过3d扫描机的扫描然后将扫描信息传输给3d打印机进行3d打印。
52.最终完成模型的制作。
53.零件精铸,打印好的模型用石膏搅拌机6凝固成石膏模后,放入模腔烧结炉7烧结成模坯,模腔烧结炉烧7内存在未燃烧气体,未燃烧气体在二次燃烧炉8进行二次燃烧再排出,避免对室内环境造成影响;金属熔炼炉熔9内炼好金属保持在适当此金属熔融状态下的温度以备用,将在模腔烧结炉7结成的模坯放入成型浇铸腔10内以待浇铸,将在金属熔炼炉9 熔炼好的金属倒入成型浇铸腔10准备好的模坯里,完成铸造得到铸造件。
54.脱模,铸造件完成后,进行脱模,将铸造件外部石膏去除。
55.执模,对毛坯铸造件进行打磨修改。
56.铸造件的抛光,依次采用喷砂机11与磁力抛光机12进行抛光,去除铸造件表面上的杂质。
57.电镀处理,将抛光好的零件放入电镀设备内进行电镀处理(根据个人喜好或者用户选择进行电镀处理)。
58.激光打标,根据需要在设备末端设置激光打标机。
59.本技术提供的迷你型精铸成套设备的批量物件制作工艺流程如下(结合附图4所示):
60.进行模型的加工制作;
61.加工方法,可以采用进行三维建模,将所要加工的零件通过计算机进行三维建模;(机制模型通常以金属模型为主)
62.制作模型,3d打印方式,将建模后的信息发送至3d打印机中,3d打印机自动生产加工程序进行3d打印,打印出的零件模型;数控加工方式,将建模后的信息发送至数控加工机床中进行加工;
63.完成模金属模具的制作,
64.制硅胶模,在模型成型台15上手工采用工具以及硅胶等通过手工完成硅胶模制作;
65.将制作后的硅胶模进行注蜡操作,此时另需在模型成型台15上设置注蜡机用以完成注蜡操作,制作多个蜡模;
66.种蜡树,将多个蜡模按照一定的顺序用焊蜡器将蜡模焊接到一根蜡棒上。
67.浇石膏,然后用钢盅将蜡树罩上进行浇石膏,制作石膏模;
68.烧结脱蜡,通过烧结石膏模来脱出内部蜡摸;
69.最终便形成用于批量精铸产品的石膏模具。
70.零件精铸,打印好的模型用石膏搅拌机6凝固成石膏模后,放入模腔烧结炉7烧结成模坯,模腔烧结炉烧7内存在未燃烧气体,未燃烧气体在二次燃烧炉8进行二次燃烧再排出,避免对室内环境造成影响;金属熔炼炉熔9内炼好金属保持在适当此金属熔融状态下的温度以备用,将在模腔烧结炉7结成的模坯放入成型浇铸腔10内以待浇铸,将在金属熔炼炉9熔炼好的金属倒入成型浇铸腔10准备好的模坯里,完成铸造得到铸造件。
71.脱模,铸造件完成后,进行脱模,将铸造件外部石膏去除。
72.执模,将毛坯铸造件取下后,对毛坯铸造件进行打磨修改。
73.铸造件的抛光,依次采用喷砂机11与磁力抛光机12进行抛光,去除铸造件表面上的杂质。
74.电镀处理,将抛光好的零件放入电镀设备内进行电镀处理(根据个人喜好或者用户选择进行电镀处理)。
75.激光打标,还可以需要在设备末端设置激光打标机,根据用户需要进行打标。
76.值得说明的是,单件物品的加工的此迷你型精铸成套设备可用于学生对于流程的学习,并且其模型成型台15还可以根据需要用户或者学生的需要放置必备工具,例如制硅胶模时的尺子、模板、刀具等,浇注石膏时使用的钢盅、胶布等。
77.完成整个零件精铸的操作流程,迷你型精铸成套设备提供了一种系统化学习精铸的设备。
78.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1