一种刀具组件的制作方法
1.本实用新型涉及机加工领域,尤其涉及一种刀具组件。
背景技术:
2.滚压法是机加工领域无切屑加工的一种方法,它不仅可以使被加工工件表面达到很高的光洁度,而且可提高被加工零件的机械性能。滚压法的实质是利用高硬度的无刃工具——钢珠或滚子,对被加工表面造成局部高压。由于工具沿被加工表面滚动,形成了表面材料的弹性-塑性变形,使工件表面的微观凸峰被碾平,表面形成了一定厚度的强化层。由于表面平滑,硬度提高,零件的耐磨性和疲劳强度就大为改善。
3.发动机内有一个零部件叫喷油器套,在喷油器套安装的时候需要对喷油器套的锥面进行滚压,目前的滚压方式是将刀具的衬套固定在喷油器套口,对刀具进行定位,使其在喷油器套孔内不摆动,利用刀具旋转,对喷油器套的锥面进行滚压。存在以下问题:
4.第一是人工操作效率低,目前我们使用的设备是摇臂钻加工,存在的问题就是频繁换刀,全靠人工操作,因为人工操作的原因,需要对工件100%的全检,效率难以提升;
5.第二力度不好控制,喷油器套滚压区域的组织薄弱,在滚压过程,要控制滚压力量,力量大了零件表面局部应力加大,会导致本体破裂;力量小了,粗糙度达不到理想的情况,喷油器套和本体贴合不到位,密封不佳;
6.第三在标准不好把握,滚压过程中,因为是刚性加工,需要工人利用经验法判断滚压是否到位,反复调整,延长了加工时间,而且对于工人的技能要求很高。
技术实现要素:
7.本实用新型所要解决的技术问题是:提供一种刀具组件。
8.为解决上述技术问题,本实用新型所采用的技术方案是:
9.一种刀具组件,包括刀具,还包括刀柄;
10.所述刀柄包括连接端和动力端,所述连接端用于连接外部动力源,所述动力端包括液压油腔,所述动力端远离所述连接端的端部设有所述液压油腔的开口;以及
11.活塞杆,所述活塞杆的一端通过所述开口与所述液压油腔连接,所述活塞杆的另一端连接所述刀具。
12.与现有技术相比,本实用新型具有如下技术效果:
13.采用向刀具内液压腔输送恒压液压油,利用液压油的恒压性实现了压力补偿的效果,保证刀具工作端始终工作在恒定的压力下。
14.在上述技术方案的基础上,本实用新型还可以做如下改进。
15.进一步地,所述动力端的端部连接有端盖,所述端盖用于限制所述活塞杆的行程,所述端盖包括盖板和圆筒,所述圆筒穿过所述盖板,且与所述盖板固定连接,所述圆筒构成所述端盖的通孔,用于供刀具通过,所述圆筒的内壁上设有花键,所述刀具适配的位置设有键槽或者所述圆筒的内壁上设有键槽,所述刀具适配的位置设有花键,所述花键与键槽滑
动连接。
16.进一步地,还包括外壳,所述外壳套设在所述刀柄的外部,通过轴承与所述刀柄连接;所述刀柄上设有连通所述液压油腔的液压油输送孔,所述外壳内设有供油环槽,所述供油环槽的位置与所述刀柄上的液压油输送孔的位置相适配;所述外壳内设有与所述供油环槽连通的供油通道,所述供油通道的末端设有供油接口。
17.采用滚动轴承放置在外壳和刀柄中间的结构实现了在数控机床上加工的功能;
18.进一步地,所述外壳上还设有止动块,所述止动块用于与基础设备设施固定连接,所谓基础设备设施,是指固定所述刀具组件的机床或者其他动力源的外壳或者是工作台的支架等。
19.进一步地,还包括压力控制阀,所述压力控制阀的输出端经油管连接所述供油接口,所述压力控制阀的输入端经油管连接恒压液压源。
20.采用压力控制阀控制油压的方法进一步确保了恒定压力的效果;
21.优选地,所述供油环槽内、位于所述液压油输送孔两侧设有旋转轴唇形密封圈,确保密封效果,避免液压油泄漏。
22.优选地,所述活塞杆上设有密封圈槽,所述密封圈槽内套设有o型密封圈。
23.优选地,所述外壳的供油接口连接有第一自动开关阀。在第一自动开关阀外部施加一定压力,第一自动开关阀的内部的阀体将产生位移,阀被开启,撤掉外部的压力,则第一自动开关阀受内部弹性装置的作用,阀体将恢复原状,将阀关闭。如此将外部液压管件设置在合适的位置,当实现刀柄的安装的同时,液压管件即可同步挤压第一自动开关阀,实现液压管路的自动连接。实现了刀具从主轴拔出后油路自锁的效果。
24.优选地,所述压力控制阀的输出端连接第二自动开关阀,第一自动开关阀与第二自动开关阀对冲实现供油管路的连通。连通关闭液压管路变得非常简单方便。
25.优选地,所述第一自动开关阀与所述第二自动开关阀之间设有o型密封圈。
26.优选地,所述第一自动开关阀设于所述止动块内。减少了零部件的占用空间。
27.优选地,所述刀柄上还设有定向环,所述定向环上设有定位槽,所述外壳上还设有与定位槽适配的定位键,所述定位键固定在定位柱的端部,所述定位柱经弹簧设于外壳上的柱槽内。在定位柱上采用了定位键的结构实现了刀柄与外壳的自锁的效果。
28.优选地,所述供油通道设于柱槽、定位柱内,所述第一自动开关阀设置在所述定位柱的端部。减少了设备占用的空间,第一自动开关阀的开启需要一定的行程,定位键的与定位槽的分离也需要一定的行程,将这两个行程合二为一,简化了安装时间。
29.优选地,所述液压输送孔为4个,沿圆周方向均匀布置。
附图说明
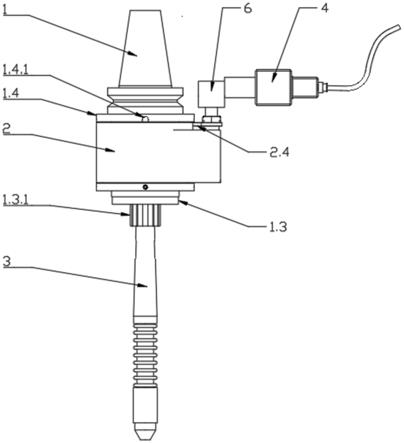
30.图1为本实用新型的刀具组件的结构示意图;
31.图2为本实用新型的刀具组件的局部剖视结构示意图。
32.在附图中,各标号所表示的部件名称列表如下:
33.1、刀柄;1.1、液压油腔;1.2、液压油输送孔;1.3、端盖;1.3.1、花键; 1.4、定向环;1.4.1、定位槽;
34.2、外壳;2.1、供油环槽;2.2、供油通道;2.3、供油接口;2.4、定位键; 2.5、定位柱;
2.6、柱槽;
35.3、滚压刀;3.1、活塞杆;
36.4、压力控制阀;5、轴承;6、止动块;7、唇形密封圈;8、o型密封圈; 9、第一自动开关阀;10、第二自动开关阀;11、弹簧。
具体实施方式
37.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
38.请参照图1、图2所示,其为本实用新型的刀具组件的结构示意图。包括刀柄1、外壳2、滚压刀3(即刀具)、压力控制阀4;
39.所述刀柄1用于连接机床主轴,所述刀柄1内设有液压油腔1.1及连通液压油腔1.1的液压油输送孔1.2;所述液压油输送孔1.2沿圆周方向均匀布置4个。
40.所述滚压刀3包括连接端和工作端,所述连接端与活塞杆3.1连接,所述滚压刀3与所述活塞杆固定连接或者为一体结构,固定连接的方式包括但不限于:螺纹连接、螺钉连接、焊接等方式,所述活塞杆3.1远离所述连接端的一端设于所述液压油腔1.1内;所述活塞杆3.1与所述液压油腔配合的外周面上设有密封圈槽,所述密封圈槽内套设有o型密封圈8。
41.所述刀柄1的动力端还连接有端盖1.3,固定在所述刀柄1的端部,所述端盖1.3中间的通孔用于供滚压刀3通过,所述端盖1.3的通孔内壁与所述滚压刀 3接触的位置设有配对的、滑动连接的花键1.3.1与键槽,花键1.3.1既可以设置在端盖1.3上,也可以设置在滚压刀3上,只要能使端盖1.3和刀具3在周向方向不产生相对旋转运行,在轴向方向可以自由滑动即可。
42.所述外壳2套设在所述刀柄1的外部,通过轴承5与所述刀柄1连接;所述外壳2内设有供油环槽2.1,所述供油环槽2.1的位置与所述刀柄1上的液压油输送孔1.2的位置相适配;所述供油环槽2.1内、位于所述液压油输送孔1.2两侧设有旋转轴唇形密封圈7。所述外壳2内设有与所述共有环槽连通的供油通道2.2,所述供油通道2.2的末端设有供油接口2.3。
43.所述外壳2的供油接口2.3上设有第一自动开关阀9。在第一自动开关阀9 外部施加一定压力,第一自动开关阀9的内部的阀体将产生位移,阀被开启,撤掉外部的压力,则第一自动开关阀9受内部弹性装置的作用,阀体将恢复原状,将阀关闭。
44.所述压力控制阀4的输出端设有第二自动开关阀10,第一自动开关阀9与第二自动开关阀10对冲实现供油管路的连通,所述第一自动开关阀9与所述第二自动开关阀10之间设有o型密封圈8。所述压力控制阀4的输入端经油管连接液压源。
45.所述外壳2上还设有止动块6,所述止动块6用于与基础设备设施固定连接。所述第一自动开关阀9设于所述止动块6内。
46.所述刀柄1上还设有定向环1.4,所述定向环1.4上设有定位槽1.4.1,所述外壳2上还设有与定位槽1.4.1适配的定位键2.4,所述定位键2.4固定在定位柱2.5的端部,所述定位柱2.5经弹簧11设于外壳2上的柱槽2.6内。
47.所述供油通道2.2设于柱槽2.6、定位柱2.5内,所述第一自动开关阀9设置在所述定位柱2.5的端部。
48.使用时止动块6安装在机床主轴端面,和端面螺丝孔对接,限制外壳2的转动。
49.压力控制阀4连接在止动块6上,控制液压油的压力,油管一端接在液压站上,另一端与压力控制阀4连接,输送液压油。
50.刀柄1装入机床主轴上,止动块6和定位柱2.5内的自动开关阀体对顶,保证油路畅通,液压油通过压力控制阀4恒压进入内腔,提供恒定压力。
51.刀柄1上有4个液压油输送孔1.2,通过旋转轴唇形密封圈7密封,防止液压油泄漏,同时起到防尘的作用。
52.刀柄1和外壳2中间通过滚动轴承5连接,保证外壳2在不动的情况下,刀柄1正常随主轴旋转。
53.定位柱2.5与止动块6对顶后,使得定位键2.4低于定向环1.4,主轴带动刀柄1旋转,活塞杆3.1与刀柄1的端盖通过花键1.3.1连接,驱动刀具旋转。
54.滚压刀3一开始是用液压顶到最长的状态,当我们接触到喷油器套时,缸内的部分液压油会被压缩回恒压液压源处,使得滚压刀3与喷油器套的接触压力保持恒定,在机床程序中设置一个z轴深度,保证滚压刀3和喷油器套接触,然后再通过进给量走需要的深度。
55.滚压完成后通过机床“主轴定位”代码可以使主轴精确停止在指定的角度位置,就能保证定向环1.4上的键槽正对定位键2.4,刀具拔出后,定位键2.4弹进键槽内,实现自锁。
56.刀具拔出后,止动块6和定位柱2.5内的自动开关阀体就会弹出,封住油路,使得缸内的液压油不流出,保证缸内不进入空气。
57.本方案采用向刀内输送液压油,利用液压油的可压缩性实现了压力补偿的效果;
58.采用压力控制阀4控制油压的方法实现了恒定压力的效果;
59.采用滚动轴承5放置在外壳2和刀柄1中间的结构实现了在数控机床上加工的功能;
60.在定位柱2.5上采用了定位键2.4的结构实现了刀柄1与外壳2的自锁的效果;
61.在定位柱2.5和止动块6内部设计了自动开关阀体的结构实现了刀具从主轴拔出后油路自锁的效果。以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1