一种提高排气效果的转子铁芯浇铸模具的制作方法
1.本实用新型涉及转子浇铸模具技术领域,具体是指一种提高排气效果的转子铁芯浇铸模具。
背景技术:
2.转子在制作过程中需要进行浇铸,在浇铸时一般都是将转子固定在浇铸上模和浇铸下模之间,通过浇铸上模和浇铸下模对其进行定位以及对转子进行浇铸,但现有的技术中,浇铸上模和浇铸下模上没有设置相应的排气装置,从而浇铸时影响了浇铸的质量,并且在浇铸过程中使用的进料口大小大都通过经验的方式进行选择,没有进行计算,从而不便于进料口大小的选择也降低了浇铸的质量。为此,提出一种提高排气效果的转子铁芯浇铸模具。
技术实现要素:
3.本实用新型的目的是为了解决现有的技术中,浇铸上模和浇铸下模上没有设置相应的排气装置,从而浇铸时影响了浇铸的质量,并且在浇铸过程中使用的进料口大小大都通过经验的方式进行选择,没有进行计算,从而不便于进料口大小的选择也降低了浇铸的质量等问题而提出一种提高排气效果的转子铁芯浇铸模具。
4.为了达到上述目的,本实用新型提供了如下技术方案:一种提高排气效果的转子铁芯浇铸模具,包括与转子相适配的浇铸上模以及浇铸下模;所述浇铸上模上设有进料孔和浇铸口,所述进料孔和浇铸口与转子的转子槽对应;其特征是所述浇铸下模上设有若干排气结构;所述排气结构上设有排气网片;所述浇铸下模上还设有端环槽;所述浇铸上模上设有转子限位台阶;所述转子的直径尺寸为d;所述转子限位台阶的直径尺寸大于或等于转子的直径;所述浇铸口的直径为y。
5.作为优选,所述转子的外壁到转子的转子槽的浇筑尺寸为l/x,所述l/x=l1, l1等于转子的外壁的一端到浇铸口水平位置的尺寸。
6.作为优选,所述排气结构包括设置在浇铸下模上的若干个外侧排气孔、上下排气孔和内侧排气槽;所述排气网片设置在外侧排气孔和上下排气孔上。
7.作为优选,所述浇铸口的直径为y=d-(l/x)
·
2;所述x为倍数=1.1~40。
8.作为优选,所述浇铸口(202)垂直于转子;所述转子槽的浇筑尺寸为t/z, t为转子槽的尺寸,所述z为系数=1.1~3;所述浇铸口(202)直径为y;所述y=d-(t/z)。
9.本实用新型的有益效果:
10.通过排气结构的设置,转子浇铸是时产生的气体通过排气结构向模具外排放,从而可以提高浇铸的质量;
11.通过排气结构上排气网片的设置,气体通过排气网片向外侧排气孔排放,排气网片对浇铸的铝液起到阻挡的作用,从而便于浇铸。
附图说明
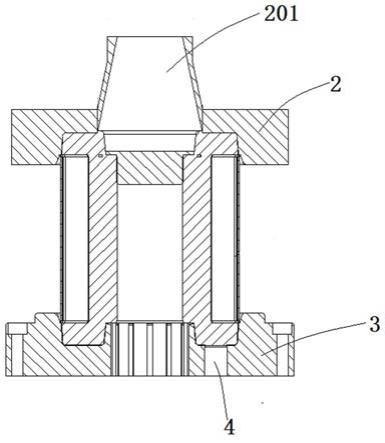
12.图1是本实用新型的结构示意图。
13.图2是本实用新型浇铸下模的结构示意图。
14.图3是本实用新型浇铸下模的俯视图。
15.图4是本实用新型浇铸上模的结构示意图。
16.图5是本实用新型转子铁芯浇铸前与浇铸上模装配的结构示意图
17.图6是本实用新型转子铁芯的结构示意图。
18.图7是本实用新型实施例2的示意图。
19.图8是本实用新型转子铁芯的局部放大图。
20.图例说明:1.转子限位台阶;2浇铸上模;201进料孔;202浇铸口;3浇铸下模;301端环槽;4排气结构;401外侧排气孔;402上下排气孔;403内侧排气槽;5排气网片。
具体实施方式
21.下面我们结合附图对本实用新型所述的一种提高排气效果的转子铁芯浇铸模具做进一步的说明。
22.实施例1:
23.参阅附图1-6所示,本实施例中一种提高排气效果的转子铁芯浇铸模具,包括与转子相适配的浇铸上模2以及浇铸下模3;所述浇铸上模2上设有进料孔201和浇铸口202,所述进料孔201和浇铸口(202)与转子的转子槽对应;其特征是所述浇铸下模3上设有若干排气结构4;所述排气结构4上设有排气网片5;所述浇铸下模3上还设有端环槽301;所述浇铸上模2上设有转子限位台阶1;所述转子的直径尺寸为d;所述转子限位台阶1的直径尺寸大于或等于转子的直径;所述浇铸口202的直径为y;所述转子的外壁到转子的转子槽的浇筑尺寸为l/x,l/x=l1, l1为转子的外壁的一端到浇铸口202水平位置的尺寸;所述排气结构4包括设置在浇铸下模3上的若干个外侧排气孔401、上下排气孔402和内侧排气槽403;所述排气网片5设置在外侧排气孔401和上下排气孔402上;通过排气结构4的设置,转子浇铸时产生的气体通过排气结构4向模具外排放,从而可以提高浇铸的质量;通过排气结构4上排气网片5的设置,气体通过排气网片5向外侧排气孔401排放,排气网片5对浇铸的铝液起到阻挡的作用,从而便于浇铸;通过浇铸下模3上外侧排气孔401、上下排气孔402以及内侧排气槽403的设置,浇铸时产生的气体通过外侧排气孔401、上下排气孔402以及内侧排气槽403排出,从而提高浇铸的质量。
24.本实用新型中,首先在将转子放置在浇铸上模2和浇铸下模3之间并进行固定,铝液通过浇铸上模2上的进料口201进入,随着铝液的进入,铝液对转子1的槽型内的气体起到排挤的作用,经铝液排挤的气体通过浇铸下模上的上下排气孔402以及内侧排气槽403排放,并经过侧面的排气网片5通过外侧排气孔401排出,从而可以降低气体对浇铸质量的影响;
25.参阅附图1-6所示,转子在浇铸时需要选择不同大小的进料口,在进料口201的浇铸口202直径选择时,利用公式y=d-(l/x)
·
2, d为转子铁芯的外径、l为转子铁芯外壁到转子槽最长的距离,(l/x)为转子的外壁的一端到浇铸口202水平位置的尺寸l1,(l/x)
·
2为两个l1的长度;例:转子铁芯外径d为283mm、转子铁芯外径到转子槽最长的距离l为
43.49mm、带入公式后y=283-(43.49/2.63)
·
2,得到浇铸口202直径y=250mm,或是转子铁芯外径d为283mm、转子铁芯外径到转子槽最长的距离l为43.49mm、带入公式后y=283-(43.49/1.1)
·
2,得到浇铸口202直径y=204mm。
26.实施例2:
27.参阅附图7-8所示,本实施例与实施例1相比,本实施例所述浇筑202垂直于转子,所述转子槽的浇筑尺寸为t/z, t为转子槽的尺寸;所述浇铸口202直径为y;所述y=d-(t/z);例:转子铁芯外径d为100mm、转子铁芯转子槽长度t为10mm,带入公式后y=100-(10/1.1), 得到进料口201的浇铸口202直径y=91mm或是转子铁芯外径d为100mm、转子铁芯转子槽长度t为10mm,带入公式后y=100-(10/1.5), 得到进料口201的浇铸口202直径y=93.3mm。
28.上述实施例是对本实用新型的说明,不是对本实用新型的限定,任何对本实用新型简单变换后的方案均属于本实用新型的保护范围。
技术特征:
1.一种提高排气效果的转子铁芯浇铸模具,包括与转子相适配的浇铸上模(2)以及浇铸下模(3);所述浇铸上模(2)上设有进料孔(201)和浇铸口(202),所述进料孔(201)和浇铸口(202)与转子的转子槽对应;其特征是所述浇铸下模(3)上设有若干排气结构(4);所述排气结构(4)上设有排气网片(5);所述浇铸下模(3)上还设有端环槽(301);所述浇铸上模(2)上设有转子限位台阶(1);所述转子的直径尺寸为d;所述转子限位台阶(1)的直径尺寸大于或等于转子的直径;所述浇铸口(202)的直径为y。2.根据权利要求1所述的一种提高排气效果的转子铁芯浇铸模具,其特征在于:所述转子的外壁到转子的转子槽的浇筑尺寸为l/x,所述l/x=l1, l1等于转子的外壁的一端到浇铸口(202)水平位置的尺寸。3.根据权利要求1所述的一种提高排气效果的转子铁芯浇铸模具,其特征在于:所述排气结构(4)包括设置在浇铸下模(3)上的若干个外侧排气孔(401)、上下排气孔(402)和内侧排气槽(403);所述排气网片(5)设置在外侧排气孔(401)和上下排气孔(402)上。4.根据权利要求2所述的一种提高排气效果的转子铁芯浇铸模具,其特征在于:所述浇铸口(202)的直径为y=d-(l/x)
·
2。5.根据权利要求2所述的一种提高排气效果的转子铁芯浇铸模具,其特征在于:所述浇铸口(202)垂直于转子,所述转子槽的浇筑尺寸为t/z, t为转子槽的尺寸,所述浇铸口(202)直径为y;所述y=d-(t/z)。
技术总结
本实用新型公开了一种提高排气效果的转子铁芯浇铸模具,包括与转子相适配的浇铸上模以及浇铸下模;所述浇铸上模上设有进料孔和浇筑口,所述进料孔和浇筑口与转子的转子槽对应;其特征是所述浇铸下模上设有若干排气结构;所述排气结构上设有排气网片;所述浇铸下模上还设有端环槽;所述浇铸上模上设有转子限位台阶;所述转子的直径尺寸为D;所述转子限位台阶的直径尺寸大于或等于转子的直径;所述浇铸口的直径为Y。本实用新型通过排气结构的设置,转子浇铸时产生的气体通过排气结构向模具外排放,从而可以提高浇铸的质量;通过排气结构上排气网片的设置,气体通过排气网片向外侧排气孔排放,排气网片对浇铸的铝液起到阻挡的作用,从而便于浇铸。从而便于浇铸。从而便于浇铸。
技术研发人员:黄棕杭 汪卫刚 张航进 朱宇凯
受保护的技术使用者:杭州富生电器有限公司
技术研发日:2021.11.24
技术公布日:2022/4/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1