一种用于盘卷自动酸洗生产线的磷化液自动加液系统的制作方法
1.本实用新型属于钢绞线生产技术领域,具体涉及一种用于盘卷自动酸洗生产线的磷化液自动加液系统。
背景技术:
2.在进行钢绞线生产时,首先需要对钢绞线的原材盘卷进行表面酸洗处理。目前采用 hfz—ⅲ型盘卷自动酸洗生产线来进行清洗处理,该生产线主要由环形轨道、悬挂移动装置、多个工艺槽体、控制系统及在线环保处理等多个装置组成。整个操作为程控封闭式循环操作。地面装料车将原料(盘条)送至悬挂移动装置,按照设定的程序,逐一输送到酸洗、浸洗、冲洗、磷化、涂层等工艺槽进行表面处理;同时设定工艺参数,自动控制洗线过程。新型自动化的酸洗生产线确保了原料(盘条)表面处理工艺质量稳定、产品合格率高,与传统的人工酸洗模式相比具有明显优势。
3.但随着产量的不断加大,也暴露出该自动生产线的配套辅助功能欠缺的不足,无法充分满足生产的要求。例如磷化液的添加补液环节,完全依靠人工操作。操作工从车间辅料库取出磷化液,放在地面升降台上,通过升降台将磷化液送至生产线二层磷化槽的加液口,再由操作工将磷化液倒入加液口中,完成磷化液的添加补液操作。
4.目前,每班的洗线量平均为350吨,为满足生产工艺的要求,每班至少添加磷化液80 桶,每桶的磷化液重量28.5公斤,因此人工加液,劳动强度相当大;加液过程中由于加液口无封闭措施,磷化液出现外溢,不仅造成磷化液的浪费,有时还出现飞溅,造成安全隐患;并且由于每班操作工人数有限,添加磷化液只能穿插于生产过程中,每班只能分20次加液,对于在线生产,加液的及时性和合理性都无法保证,影响洗线质量;同时加液过程中磷化液沿着槽壁流下,原液对槽壁、加热管造成防腐;加液口外露,常掉入一些杂物,对池子的出口及泵头造成堵塞,造成设备故障影响正常生产。
技术实现要素:
5.本实用新型的目的在于克服现有技术的不足之处,提供一种能够有效地完成磷化液自动添加的过程,通过合理的添加磷化液,能够保持磷化工艺参数的相对恒定,从而可提高磷化线的生产质量,同时可极大的减轻劳动强度,从而利于提高生产效率的用于盘卷自动酸洗生产线的磷化液自动加液系统。
6.本实用新型的上述目的通过如下技术方案来实现:
7.一种用于盘卷自动酸洗生产线的磷化液自动加液系统,其特征在于:包括两个磷化处理槽池、一个磷化液存储池、一个磷化液沉淀池、一个磷化液净化池和电控箱;两个磷化处理槽池一用一备集成于酸洗生产线上,磷化液存储池设置于酸洗生产线外并设置于生产车间内,磷化液沉淀池和磷化液净化池均设置于生产车间外;
8.所述磷化液存储池的池壁上设置有出液口并通过加液泵及加液管路与两个磷化处理槽池上的加液口连通;所述加液管路由与磷化液存储池连接的加液干管及分别与两个
磷化处理槽池连接的两个加液支管构成;两个磷化处理槽池均通过第一排液泵及第一排液管路与磷化液沉淀池的进液口连通;磷化液沉淀池通过第二排液泵及第二排液管路与磷化液净化池的进液口连通,磷化液净化池通过第三排液泵及回液管路与两个磷化处理槽池的回液口连通,所述回液管路由回液干管及分别连通两个磷化处理槽池的回液口的回液支管构成;
9.在加液干管上、两加液支管上、两排液管路上、回液干管及两个回液支管均设置有电控阀;
10.所述电控箱设置在生产现场,所述电控箱通过线路与酸洗生产线的主控室连接,所述电控箱用于控制各电控阀的开闭及通过其内部安装的时间继电器对加液泵进行定时启停控制。
11.进一步的:所述磷化液自动加液系统还包括液位传感器,所述液位传感器安装在磷化液存储池内的设定低液位位置,所述液位传感器用于将液位信号传输给酸洗生产线的主控室。
12.进一步的:所述加液泵采用耐酸碱泵,第一排液、第二排液泵及回液管路均采用玻璃钢液下泵。
13.本实用新型具有的优点和积极效果:
14.1、本实用新型通过在酸洗生产线外增加磷化液存储池,进行大容量磷化液的存储,通过加液管路实现定时定量的将磷化液输送至磷化处理槽池,保证了磷化处理槽池内的磷化液的持续性和稳定性,从而保持了磷化工艺参数的相对恒定,从而提高了磷化线的生产质量。
15.2、采用本磷化液自动加液系统,不需要在通过人工向磷化处理槽池内加液,从而大幅度降低了劳动强度,提高了生产的安全性。
16.3、本实用新型采用两个磷化处理槽池,起到一用一备的作用,在其中一个磷化处理槽池使用时,可对另一个磷化处理槽池进行生产废渣的清理作业,从而可保证生产的正常连续进行。
17.4、本实用新型通过在车间外设置磷化液沉淀池,可将待清理的磷化处理槽池中的磷化液排出暂存,并进行少梁携带磷化渣的自然沉淀处理,通过磷化液净化池可暂存沉淀净化后的磷化液,并实现将清洁的磷化液回流至磷化处理槽池。
18.5、本实用新型设计低液位报警装置,保证了能够及时添加磷化液,确保工艺参数满足要求;并避免对加液系统的泵体烧毁。
19.6、本实用新型采用数字时间继电器对加液泵进行控制,实现定时间隔工作,确保磷化液的添加及时、科学合理,提高了洗线质量。
附图说明
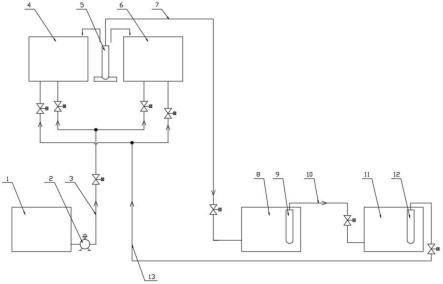
20.图1是本实用新型的结构示意图。
具体实施方式
21.以下结合附图并通过实施例对本实用新型的结构作进一步说明。需要说明的是本实施例是叙述性的,而不是限定性的。
22.一种用于盘卷自动酸洗生产线的磷化液自动加液系统,请参见图1,主要包括:磷化处理槽池、磷化液存储池1、磷化液沉淀池8、磷化液净化池11和内置时间继电器的电控箱 (在附图中未示意出)。电控箱设置在生产现场。
23.磷化液存储池通过加液管路3、加液泵2与生产线上的磷化处理槽池相连接,加液泵由装有时间继电器的控制箱控制,控制箱与自动酸洗生产线主控室的操作系统相连。
24.由于磷化液具有腐蚀性,因此,磷化液存储池考虑使用耐酸性、耐腐蚀的材料。通过技术咨询,选用了聚丙烯材料,其具有强度高、硬度大、耐磨、耐弯曲疲劳、耐热、耐湿和抗酸碱腐蚀等优点,且容易加工成型、价格低廉。
25.考虑到需要对磷化处理槽池内产生的磷化渣进行定期清理,上述磷化处理槽池为一备一用两个。在生产一定时间后,第一个磷化处理槽池4中的磷化液中产生沉渣,该磷化处理槽池中的磷化液通过第一排液泵5和第一排液管路7被抽到生产车间外的磷化液沉淀池,沉淀一定时间后,通过第二排液泵9及第二排液管路10被抽到磷化液净化池,然后在生产的过程中,根据实际的需要,通过第三排液泵12和回液管路13将净化池中的干净的磷化液回流至第一个磷化液处理池或第二磷化液处理池6中。本实用新型中,第一排液泵和第一排液管路为两个磷化处理槽池共用结构,在不进行排液时,第一排液泵放置在两个磷化处理槽池外的泵座位置,当需要排液时,起吊第一排液泵放入到需要进行磷化渣清理的磷化处理槽池内即可。上述加液泵采用耐酸碱泵、各排液泵优选采用玻璃钢液下泵,具有较好的抗腐蚀性能。
26.考虑到加液对磷化处理槽池的影响,上述与磷化处理槽池连接的加液管路由原有的直冲式改为垂直向下,并远离墙壁加液时新液直接进入槽池溶液中,减少对槽体的腐蚀,并避免了与盘条的直接性接触,提高了磷化线质量的同时减少了维修率。
27.本磷化液自动加液系统通过隔膜泵和输液管路将灌装的磷化液定期储存到磷化液存储池内,磷化液存储池内设有最低限位,低于最低限位时,自动报警,提示向磷化液存储池内添加磷化液。液位传感器安装在磷化液存储池内的设定低液位位置,其通过线路连接到主控室内,在工作过程中工作人员可以方便快捷的了解液位情况,及时补充液位。
28.本磷化液自动加液系统通过对数字时间继电器功能设定为间隔自动启动,间隔时间设定为25分钟,每次加液工作时间设定为5秒,当生产线开始运行时由主控人员操作启动按钮,继电器开始发挥功能,自动启动,加液5秒,间隔25分钟后继电器又重新启动,在存储池到达最低液位时主控室自动报警。
29.电器控制箱通过线路连接到主控室的电磁阀。在主控室内通过电脑上电磁阀的闭合轻松地完成加液过程,极大地减轻了劳动强度,实现自动控制。
30.本磷化液自动加液系统能够与生产工艺紧密结合,其设计科学、合理、适用且操作简单,操作工在主控室内轻松完成磷化液的添加,自该系统使用数月以来,洗线合格率平均达到了99.5%。
31.尽管为说明目的公开了本实用新型的实施例和附图,但是本领域的技术人员可以理解:在不脱离本实用新型及所附权利要求的精神范围内,各种替换、变化和修改都是可以的,因此,本实用新型的范围不局限于实施例和附图所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1