手持式共挤压加工砂磨块的制作方法
本公开大体上涉及砂磨块和用于制造砂磨块的方法。
背景技术:
1、砂磨块是用于保持砂纸的块。最简单的形式是,砂磨块由具有一个光滑平坦侧的原木或软木制成,砂纸抵着所述光滑平坦侧保持。砂磨块有助于减少或防止使用普通砂纸进行砂磨时可能出现的砂磨表面不平整(即“波痕”)。通常,砂纸被包裹在块的平坦侧上,并通过任何合适的构件保持在适当的位置,例如通过最简单版本的较适配的纸板,或通过夹子、轮齿或夹板,或其它更复杂的设计。商用砂磨块是由各种材料制成的。用于例如汽车车身行业之类的一些应用的砂磨块已由树脂玻璃、丙烯腈丁二烯苯乙烯(abs)和其它材料制成。例如,这个行业的持续挑战是,如何设计具有舒适手柄的砂磨块,同时提供足够光滑的砂磨表面以避免“波痕”,同时在使用期间当砂磨块符合各种曲线(例如,波状车身表面)时,会降低砂磨块分层的风险。用于这些类型的应用的现有砂磨块的另一挑战是难以产生满足上述需求但也适合与真空单元同时使用的砂磨块,这是出于健康和安全原因所期望的。因此,砂磨块的设计者和制造商继续寻求改进。
技术实现思路
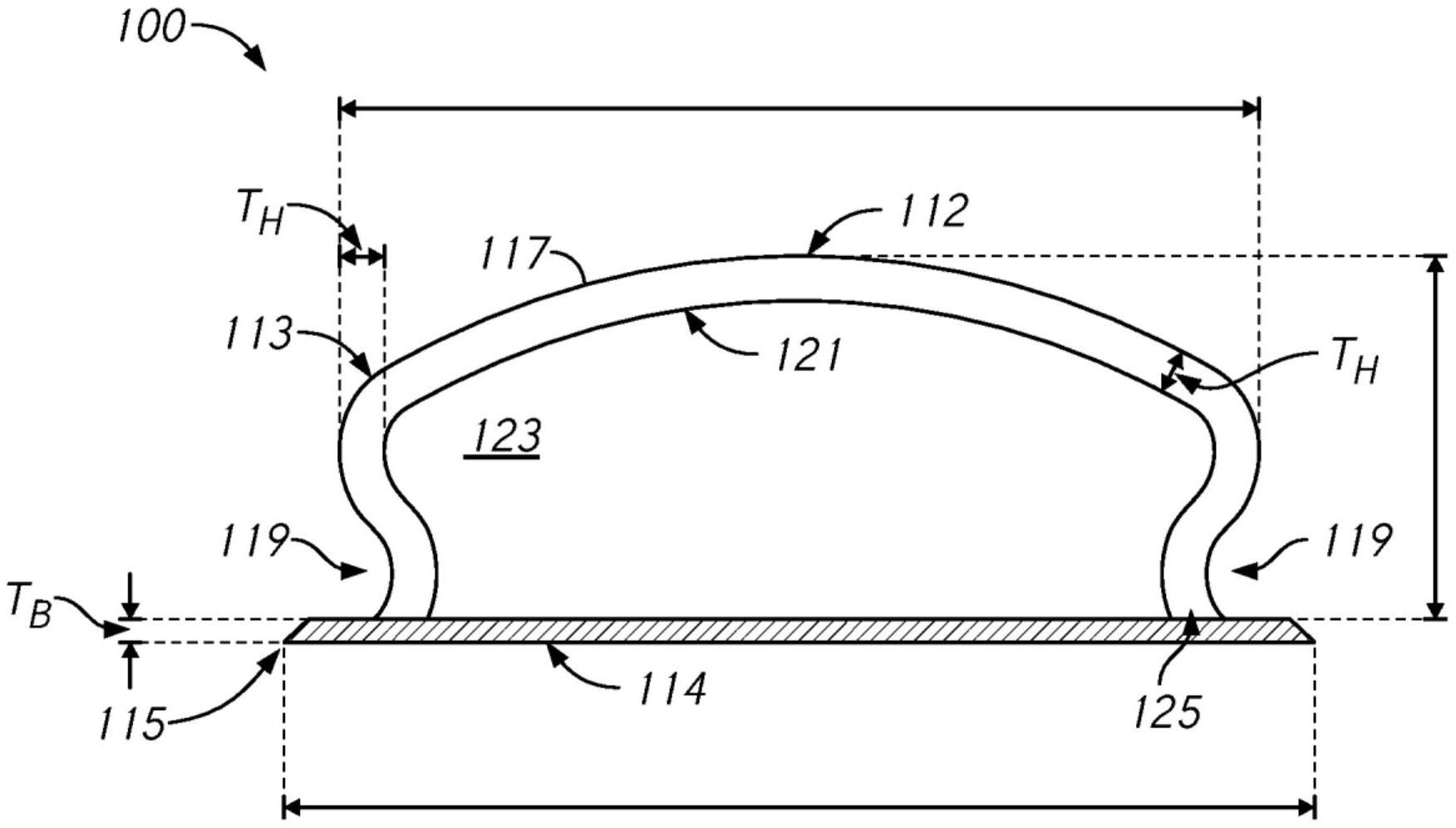
1、一种根据本公开的实施例的砂磨块包含中空手柄主体,所述中空手柄主体被配置成用于在用户手中进行人体工学适配,中空手柄主体沿着手柄主体的整个长度具有基本上恒定的横截面。在一些实施例中,手柄主体是一体式主体,其限定了由所述砂磨块限定的内部空腔的多个周向壁中的除一个周向壁外的所有周向壁。在一些实施例中,所述手柄主体由第一聚合材料制成。所述砂磨块进一步包含基底,所述基底提供包封所述内部空腔的所述多个周向壁中的所述一个周向壁。在一些实施例中,所述基底由不同于所述第一聚合材料的第二聚合材料制成,并且所述基底具有提供所述砂磨块的光滑砂磨表面的朝外表面。在优选实施例中,所述中空手柄主体和所述基底经由共挤压工艺成形并且接合在一起。
2、在一些实施例中,所述中空手柄主体的所述横截面由外挤压表面和内挤压表面限定,所述外挤压表面部分地限定所述砂磨块的外部,所述内挤压表面部分地限定所述内部空腔,所述内挤压表面在轮廓上基本上对应于所述外挤压表面。在一些实施例中,所述手柄主体具有如所述外挤压表面与所述内挤压表面之间限定的基本上恒定的厚度。在一些实施例中,所述手柄主体的所述厚度大于所述基底的厚度。在一些实施例中,所述第一聚合材料比所述第二聚合材料更软。在一些实施例中,所述第一聚合材料为热塑性弹性体。在一些实施例中,所述第二聚合材料为丙烯酸。在一些实施例中,除设置在所述基底中的一或多个入口开口和设置在至少部分地由所述手柄主体形成的手柄中的一或多个出口开口以外,内部空腔基本上密封,使得抽吸可以施加于所述砂磨块上以通过所述砂磨块将空气从所述入口开口抽吸到所述出口开口。在一些实施例中,所述砂磨块进一步包含第一插塞和第二插塞,所述第一插塞固定到所述手柄主体和所述基底,接近且密封所述砂磨块的第一纵向侧面,所述第二插塞固定到所述手柄主体和所述基底,接近且密封所述砂磨块的第二纵向侧面,从而使所述内部空腔基本上完全被包封。
3、一种制造根据本公开的一些实施例的砂磨块的方法包含通过共挤压不同聚合物以产生基本上中空的砂磨块,整体地形成各自由具有不同硬度的所述不同聚合物形成的手柄和基底。在一些实施例中,所述方法进一步包含将第一端壁固定到所述砂磨块的第一开放纵向端,由此密封所述第一开放纵向端,并且将第二端壁固定到所述砂磨块的第二开放纵向端,由此密封所述中空砂磨块的内部空腔。在一些实施例中,所述方法进一步包含钻出穿过所述砂磨表面的一或多个入口开口以及穿过所述砂磨块的所述手柄的壁钻出一或多个出口开口,从而提供与环境空气连通的所述内部空腔。在一些实施例中,所述方法进一步包含将相应的一或多个软管配件紧固到所述手柄中的所述一或多个出口开口,以及将磨料层固定(例如,粘附)到所述砂磨表面。在一些实施例中,产生所述基本上中空的砂磨块包含:将热塑性弹性体供应到挤压机的第一料斗中;将比所述热塑性弹性体更硬的第二聚合物供应到所述挤压机的第二料斗中;将热塑性弹性体材料馈送到所述挤压机的裸片的波状(例如弯曲)部分中,同时将第二材料馈送到所述裸片的基本上平坦的部分中以产生包括所述热塑性弹性体和所述第二聚合物的挤压件。在一些实施例中,所述方法进一步包含基本上将挤压件切割成片段以产生砂磨块的中空主体。在一些实施例中,将挤压件切割成片段,所述片段各自具有在4英寸与20英寸之间的范围内的长度。
4、根据本公开的一些实施例的砂磨块包含通过本文所描述的任何方法产生的砂磨块,例如通过将两种不同的聚合物共挤压成挤压件的方法,其中所述挤压件的一侧由第一聚合物形成,而所述挤压件的第二侧与所述第一侧由空腔间隔开且由第二聚合物形成,所述第二聚合物在固化时比所述第一聚合物更硬,并且随后将所述挤压件切割成期望长度的片段,以提供用于单独砂磨块的多个中空主体。一种根据本公开的进一步实施例的砂磨块,其包含通过在共挤压工艺中同时挤压第一聚合物和第二聚合物产生的砂磨块,所述第二聚合物在固化时比所述第一聚合物更硬,以产生具有由所述第一聚合物形成的第一壁和与所述第一壁相对且由所述第二聚合物形成的第二壁的挤压件,所述第一壁和所述第二壁在所述共挤压工艺期间由限定在它们之间的空腔间隔开,所述砂磨块还通过从所述挤压件切割片段并且将磨料层固定到所述第二壁的外表面来产生。
5、提供此
技术实现要素:
是为了帮助理解本公开。本公开的各个方面和特征中的每一个在一些情况下可以有利地单独使用,或者在其它情况下与本公开的其它方面和特征组合使用。因此,尽管作为实例呈现公开内容,但是任何实例的单独方面可以单独地要求或与所述实例或任何其它实例的方面和特征组合。此发明内容既不意图也不应被解释为表示本公开的全部延伸和范围。本公开在本申请中以各种级别的细节进行了阐述,并且通过在此发明内容中包含或不包含元件、组件等来不限制所要求的主题的范围。
技术特征:
1.一种砂磨块,其包括:
2.根据权利要求1所述的砂磨块,其中所述中空手柄主体的所述横截面由外挤压表面和内挤压表面限定,所述外挤压表面部分地限定所述砂磨块的外部,所述内挤压表面部分地限定所述内部空腔,所述内挤压表面在轮廓上基本上对应于所述外挤压表面。
3.根据权利要求2所述的砂磨块,其中所述手柄主体具有如所述外挤压表面与所述内挤压表面之间限定的基本上恒定的厚度。
4.根据权利要求2所述的砂磨块,其中所述手柄主体的所述厚度大于所述基底的厚度。
5.根据权利要求1至4中任一项所述的砂磨块,其中所述第一聚合材料比所述第二聚合材料更软。
6.根据权利要求5所述的砂磨块,其中所述第一聚合材料为热塑性弹性体。
7.根据权利要求6所述的砂磨块,其中所述第二聚合材料为丙烯酸。
8.根据权利要求1所述的砂磨块,其中除设置在所述基底中的一或多个入口开口和设置在至少部分地由所述手柄主体形成的手柄中的一或多个出口开口以外,内部空腔基本上密封,使得抽吸能够施加于所述砂磨块上以通过所述砂磨块将空气从所述入口开口抽吸到所述出口开口。
9.根据权利要求1所述的砂磨块,其进一步包括第一插塞和第二插塞,所述第一插塞固定到所述手柄主体和所述基底,接近且密封所述砂磨块的第一纵向侧面,所述第二插塞固定到所述手柄主体和所述基底,接近且密封所述砂磨块的第二纵向侧面,从而使所述内部空腔基本上完全被包封。
10.一种制造砂磨块的方法,其包括:
11.根据权利要求10所述的方法,其中产生所述基本上中空的砂磨块包括:
12.一种砂磨块,其通过根据权利要求10或11所述的方法产生。
13.一种砂磨块,其通过在共挤压工艺中同时挤压第一聚合物和第二聚合物产生,所述第二聚合物在固化时比所述第一聚合物更硬,以产生具有由所述第一聚合物形成的第一壁和与所述第一壁相对且由所述第二聚合物形成的第二壁的挤压件,所述第一壁和所述第二壁在所述共挤压工艺期间由限定在它们之间的空腔间隔开,所述砂磨块还通过从所述挤压件切割片段并且将磨料层固定到所述第二壁的外表面来产生。
技术总结
描述了一种通过共挤压基本上较软的聚合材料和基本上较硬的聚合材料产生的砂磨块。所述砂磨块的共挤压主体的基本上中空的内部可由第一插塞和第二插塞密封,所述第一插塞和所述第二插塞密封中空砂磨块区段的相对纵向端以使得能够通过所述砂磨块抽吸,例如与真空装置一起使用。
技术研发人员:W·N·特恩布尔,P·J·兰姆
受保护的技术使用者:贸易联合公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!