埋弧焊用焊丝和使用了该埋弧焊用焊丝的焊接接头部的制造方法与流程
本发明涉及埋弧焊用焊丝,特别是涉及在极低温环境下使用的高含mn钢材焊接用途且焊接时抑制了高温裂纹的产生的耐高温裂纹性优良的埋弧焊用焊丝和使用了该埋弧焊用焊丝的焊接接头部的制造方法。
背景技术:
1、埋弧焊(以下也称为“saw”)是向预先散布在母材上的粉粒状的焊剂中连续地供给电极焊丝而在该电极焊丝的前端与母材之间产生电弧从而连续地进行焊接的焊接法。根据该saw,能够高效地得到具有稳定的焊接作业性和优良的机械性能的焊接金属,因此被应用于造船、建筑、桥梁等比较大型的各种结构物。
2、近年来,针对环境的规定变得严格。并且液化天然气(以下也称为lng)由于不含硫,因此被称为不产生硫氧化物等大气污染物质的清洁燃料,其需求增加。此外,为了运输或保管该lng,对于运输或储存lng的容器(罐),需要在lng的液化温度即-162℃以下的温度下保持优良的极低温冲击韧性。
3、从保持优良的极低温冲击韧性的必要性出发,作为用于容器(罐)等的材料,以往使用铝合金、9%ni钢、奥氏体系不锈钢等。
4、但是,铝合金的拉伸强度低,因此需要将结构物的板厚设计得较大,并且存在焊接性差的问题。另外,9%ni钢需要使用价格昂贵的ni基材料作为焊接材料,因此经济上变得不利。另外,奥氏体系不锈钢存在价格昂贵、母材强度也低的问题。
5、从这样的问题出发,作为运输或储存lng的容器(罐)用材料,最近对含有约10质量%~约35质量%的mn的高mn含有钢(以下也称为“高mn钢”)的应用进行了研究。高mn钢具有如下特征:即使在极低温下也是奥氏体相,不发生脆性断裂,并且与奥氏体系不锈钢相比具有高强度。因此,期望开发出能够稳定地焊接这样的高含mn钢材的焊接方法和焊接材料。
6、针对这样的期望,例如专利文献1中提出了“极低温冲击韧性优良的高强度焊接接头部以及用于其的药芯电弧焊用焊丝”。专利文献1中记载的药芯电弧焊用焊丝是具有以重量%计含有c:0.15~0.8%、si:0.2~1.2%、mn:15~34%、cr:6%以下、mo:1.5~4%、s:0.02%以下、p:0.02%以下、b:0.01%以下、ti:0.09~0.5%、n:0.001~0.3%、tio2:4~15%、选自sio2、zro2和al2o3中的一种以上的合计:0.01~9%、选自k、na和li中的一种以上的合计:0.5~1.7%、f和ca中的一种以上:0.2~1.5%、余量为fe和其它不可避免的杂质的组成的焊丝。使用专利文献1中记载的药芯电弧焊用焊丝进行焊接时,能够有效地得到具有试验温度为-196℃时的夏比冲击试验吸收能为28j以上的优良的低温韧性和常温拉伸强度为400mpa以上的高强度的焊接接头部,另外,将焊丝组成调整为mo:1.5%以上,能够确保具有优良的耐高温裂纹性的焊接接头部。
7、另外,在专利文献2中提出了“熔化极气体保护电弧焊用实心焊丝”。专利文献2中记载的熔化极气体保护电弧焊用实心焊丝是具有以质量%计含有c:0.2~0.8%、si:0.15~0.90%、mn:17.0~28.0%、p:0.03%以下、s:0.03%以下、ni:0.01~10.00%、cr:0.4~4.0%、mo:0.01~3.50%、b:小于0.0010%、n:0.12%以下、余量由fe和不可避免的杂质构成的组成的焊丝。需要说明的是,根据需要,可以含有选自v、ti和nb中的一种或两种以上、选自cu、al、ca和rem中的一种或两种以上。如果使用专利文献2中记载的熔化极气体保护电弧焊用实心焊丝进行焊接,则能够制造烟尘产生量少、而且常温屈服强度(0.2%屈服强度)为400mpa以上的高强度、试验温度为-196℃时的夏比冲击试验的吸收能ve-196为28j以上的高强度且极低温冲击韧性优良的焊接接头部。
8、现有技术文献
9、专利文献
10、专利文献1:日本特表2017-502842号公报
11、专利文献2:国际公开wo2020/039643号公报
技术实现思路
1、发明所要解决的问题
2、但是,根据本发明人的研究,专利文献1和专利文献2记载的技术存在在焊接时产生高温裂纹的问题。
3、本发明的目的在于解决上述现有技术的问题,提供在焊接时能够抑制高温裂纹的产生、并且适合作为在极低温环境下使用的高含mn钢材用焊接材料的、适合于能够稳定地制造兼具高强度和优良的极低温韧性的焊接接头部的埋弧焊的焊接用焊丝。
4、需要说明的是,此处所谓的“高强度”是指依据jis z 3111的规定制作的熔敷金属的常温屈服强度(0.2%屈服强度)为400mpa以上的情况,另外,“优良的极低温韧性”是指依据jis z 3111的规定制作的熔敷金属的试验温度为-196℃时的夏比冲击试验的吸收能ve-196为28j以上的情况。
5、用于解决问题的方法
6、本发明人为了实现上述目的,首先对影响高mn钢的埋弧焊时的高温裂纹的因素进行了深入研究。结果发现,作为高温裂纹产生的因素,可以列举p向焊接金属的最终凝固部的偏析。此外发现,如果在焊接用焊丝的组成中含有6.0质量%以上的cr,则通过在焊接金属的液相中形成cr磷化物,具有抑制p向焊接金属的最终凝固部的偏析、而且还抑制高温裂纹的产生的作用。
7、另外,对为了使依据jis z 3111的规定制作的熔敷金属为兼具期望的高强度和期望的优良的极低温韧性的熔敷金属所需的埋弧焊用焊丝组成进行了研究。结果发现,需要制成具有使焊丝的组成为以质量%计将c调整为0.20~0.80%以及将si调整为0.15~0.90%的范围、进一步将mn调整为15.0~30.0%以及将cr调整为6.0~15.0%的特定范围、并且将p减少到0.030%以下、将s减少到0.030%以下以及将n减少到0.120%以下的组成的焊接用焊丝和使用了该焊接用焊丝的焊接接头部。
8、本发明是基于上述见解进一步加以研究而完成的,本发明的主旨如下所述。
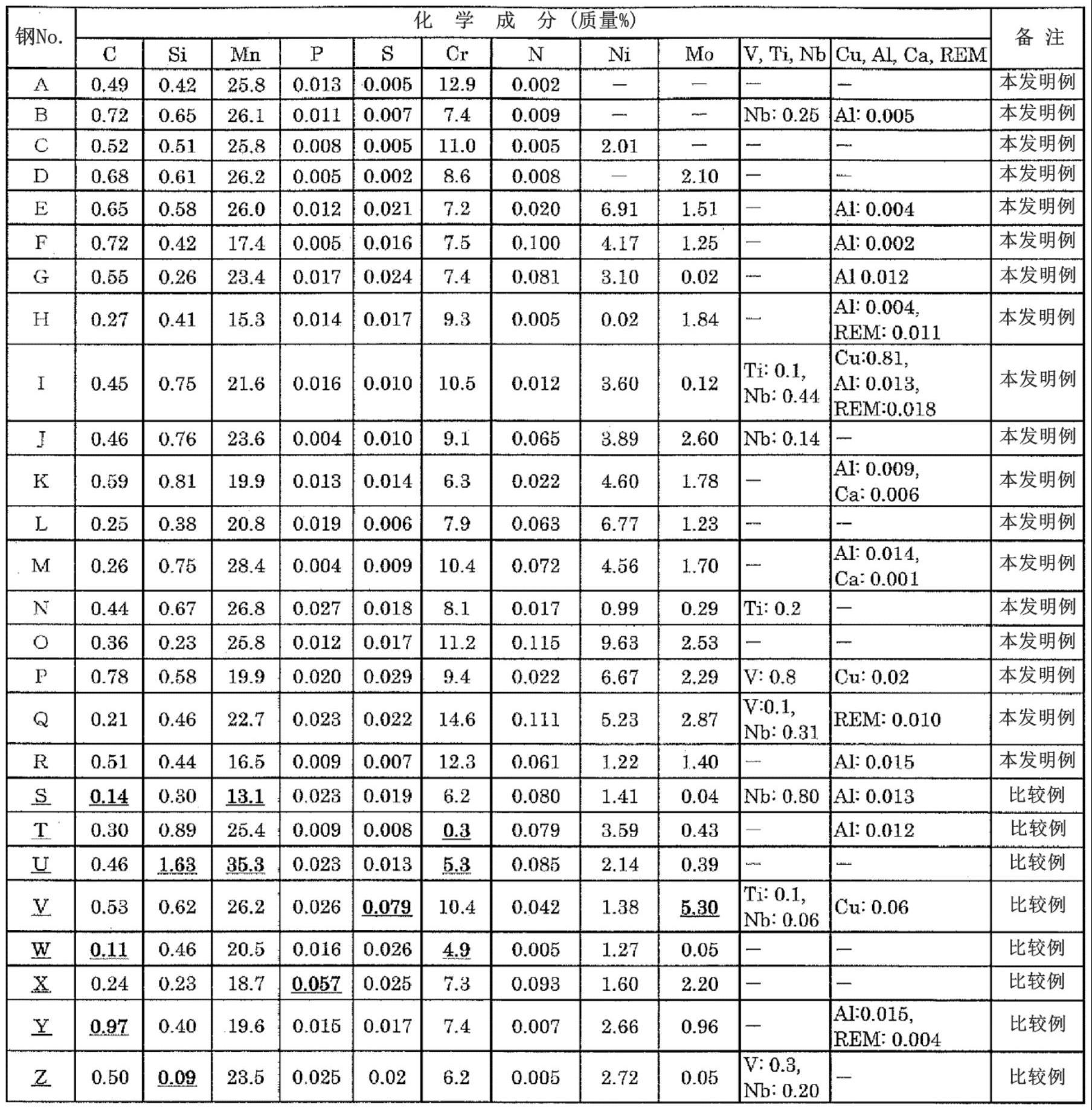
9、[1]一种埋弧焊用焊丝,其具有如下组成:以质量%计,含有c:0.20~0.80%、si:0.15~0.90%、mn:15.0~30.0%、p:0.030%以下、s:0.030%以下、cr:6.0~15.0%、n:0.120%以下,余量由fe和不可避免的杂质构成。
10、[2]根据[1]所述埋弧焊用焊丝,其中,在所述组成的基础上,以质量%计,还含有选自ni:10.00%以下和mo:3.50%以下中的一种或两种。
11、[3]根据[1]或[2]所述的埋弧焊用焊丝,其中,在所述组成的基础上,以质量%计,还含有选自v:1.0%以下、ti:1.0%以下和nb:1.00%以下中的一种或两种以上。
12、[4]根据[1]~[3]中任一项所述的埋弧焊用焊丝,其特征在于,在所述组成的基础上,以质量%计,还含有选自cu:1.00%以下、al:0.100%以下、ca:0.010%以下和rem:0.020%以下中的一种或两种以上。
13、[5]根据[1]~[4]中任一项所述的埋弧焊用焊丝,其特征在于,上述焊丝为实心焊丝或药芯焊丝。
14、[6]一种焊接接头部的制造方法,其中,使用[1]~[5]中任一项所述的埋弧焊用焊丝对高含mn钢材进行埋弧焊。
15、[7]根据[6]所述的焊接接头部的制造方法,其中,上述高含mn钢材的mn含量以质量%计为15.0~30.0%。
16、[8]根据[7]所述的焊接接头部的制造方法,其中,上述高含mn钢材具有如下组成:以质量%计,含有c:0.10~0.80%、si:0.05~1.00%、mn:15.0~30.0%、p:0.030%以下、s:0.030%以下、cr:2.5~15.0%、n:0.120%以下,余量由fe和不可避免的杂质构成。
17、[9]根据[7]~[8]中任一项所述的焊接接头部的制造方法,其中,在所述组成的基础上,以质量%计,还含有选自ni:10.00%以下和mo:3.50%以下中的一种或两种。
18、[10]根据[7]~[9]中任一项所述的焊接接头部的制造方法,其中,在所述组成的基础上,以质量%计,还含有选自v:2.0%以下、ti:1.0%以下和nb:1.00%以下中的一种或两种以上。
19、[11]根据[7]~[10]中任一项所述的焊接接头部的制造方法,其中,在所述组成的基础上,以质量%计,含有选自cu:1.00%以下、al:0.100%以下、ca:0.010%以下和rem:0.020%以下中的一种或两种以上。
20、发明效果
21、根据本发明的埋弧焊用焊丝,作为高含mn钢材的焊接材料,能够抑制saw时的高温裂纹,而且能够容易地制造高强度且极低温韧性优良的焊接接头部,在产业上具有显著的效果。
- 还没有人留言评论。精彩留言会获得点赞!