无取向电工钢板及其制造方法与流程
本发明的一个实施例涉及无取向电工钢板及其制造方法。具体地,本发明的一个实施例,通过在钢板中适量加入cr元素,调整冷轧和最终退火工艺条件,并在钢板内部形成cr富集层,具有与频率无关的优良磁性的无取向电工钢板。
背景技术:
1、节能、减少细尘、减少温室气体排放等有效利用电能,正在成为改善地球环境的热点问题。由于目前产生的总电能中超过50%被电动机消耗,因此电动机的高效率对于高效利用电力至关重要。最近,随着环保汽车(混合动力、插电式混合动力、电动汽车、燃料电池汽车)的快速发展,人们对高效驱动电机的兴趣正在迅速增加。此外,随着家用电器的高效电机和重型电机的超优质电机等高效率意识的不断加强以及政府法规,对电能高效利用的需求比以往任何时候都高。
2、另一方面,为提高电机的效率,优化从选材到设计、组装和控制的所有领域都非常重要。特别是在材料方面,电工钢板的磁性最为重要,对低铁损和高磁通密度的要求很高。高频低铁损特性对于汽车驱动电机或空调压缩机电机非常重要,不仅要在商用频率范围内驱动,还要在高频范围内驱动。为了获得这种高频低铁损特性,重要的是提高磁导率,这是获得高频低铁损的必要特性,因为,即使在较小的磁化力下磁化也很快。特别是,即使频率增加,磁导率的磁化力也要降低。良好的磁导率是指磁化力下磁化速度快,是获得高频低铁损的必要特性。磁导率的高频率依赖性低,意味着即使电机以更高的速度旋转,电机效率也不会迅速下降。
3、一般来说,电工钢板通过在制造过程中加入大量的si、al、mn等非电阻元素,减少晶粒粒径来降低涡流损耗。另一方面,由于涡流随着频率的增加只通过钢板的表层,如果增加表层的非电阻元素或控制表层的晶粒粒径,则降低了磁导率的频率依赖性,可以改善高频铁损。然而,由于在通常的制造方法中可以获得厚度均匀的钢板,磁导率的频率依赖性不可避免地会大,并且使用cvd在表面扩散非电阻元素的方法成本太高,存在其难以在商业上使用的局限性。
技术实现思路
1、(一)要解决的技术问题
2、本发明的一个实施例涉及无取向电工钢板及其制造方法。具体地,本发明的一个实施例,通过在钢板中适量加入cr元素,调整冷轧和最终退火工艺条件,并在钢板内部形成cr富集层,具有与频率无关的优良磁性的无取向电工钢板。
3、(二)技术方案
4、根据本发明的一个实施例的无取向电工钢板,以重量%计,所述钢板包含si:2.5至3.8%、al:0.1至1.5%、mn:0.1至2.0%、cr:0.01至0.15%、余量包含fe和不可避免的杂质,满足下述式1。
5、[式1]
6、[cr]>([al]+[mn])/[si]/10
7、式1中,[cr]、[al]、[mn]和[si],各表示cr、al、mn和si的含量(重量%)。
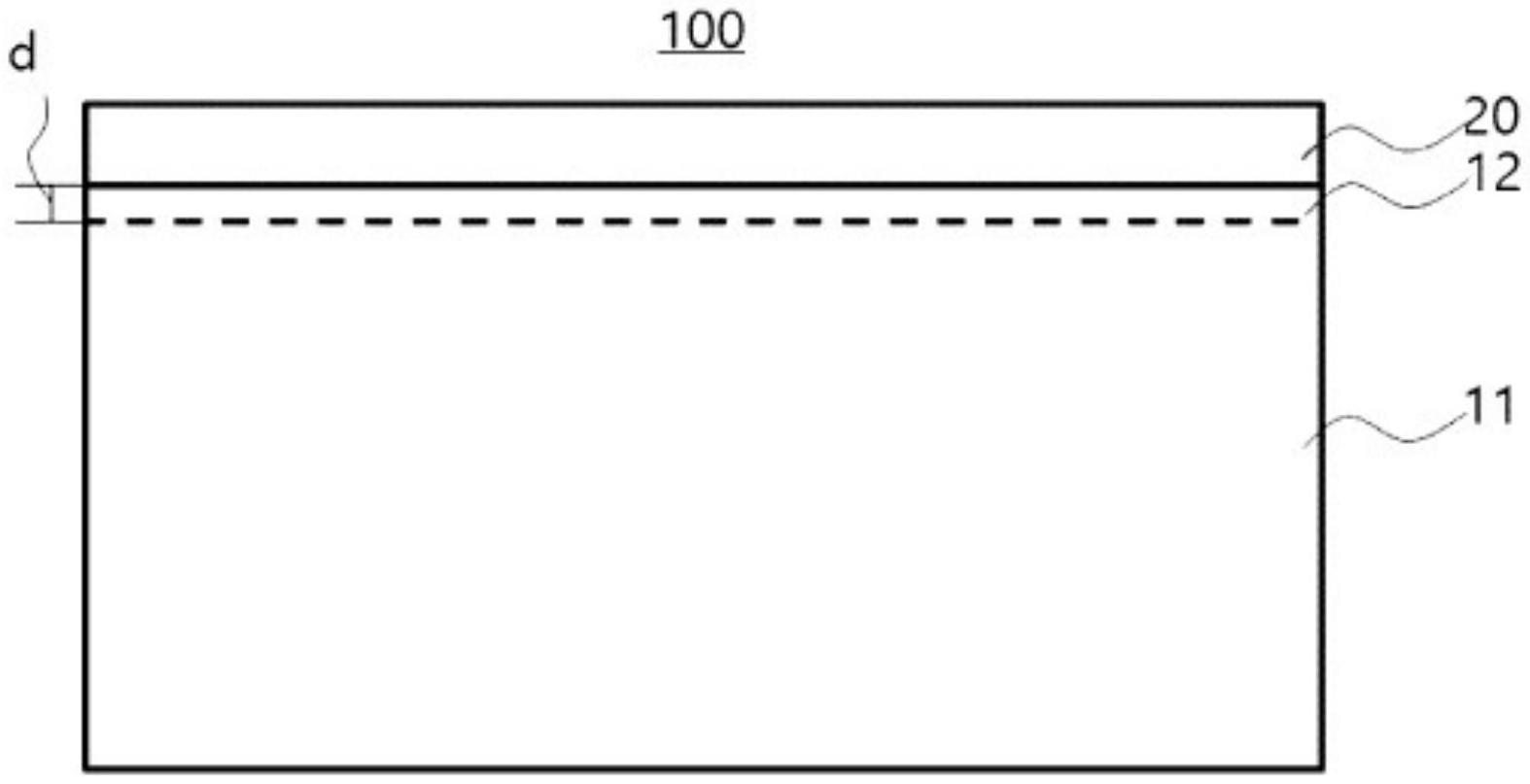
8、根据本发明的一个实施例的无取向电工钢板,包含从钢板表面到钢板内部方向以钢板总厚度1/50以下厚度形成的cr富集层和基体,所述钢板的所述cr富集层内部平均晶粒粒径是基体内部平均晶粒粒径的50至95%。
9、根据本发明的一个实施例的无取向电工钢板,还可以包含p:0.005至0.08重量%、sn:0.01至0.08重量%和sb:0.005至0.05重量%中的一种以上。
10、根据本发明的一个实施例的无取向电工钢板,还可以包含c:0.0040重量%以下、s:0.0040重量%以下、n:0.0040重量%以下和ti:0.0040重量%以下中的一种以上。
11、根据本发明的一个实施例的无取向电工钢板,还可以包含mo:0.03重量%以下、b:0.0050重量%以下、v:0.0050重量%以下、ca:0.0050重量%以下、nb:0.0050重量%以下和mg:0.0050重量%以下中的一种以上。
12、根据本发明的一个实施例的无取向电工钢板,还可以包含钢板表面上的绝缘层。
13、根据本发明的一个实施例的无取向电工钢板,在200hz至800hz范围内磁导率的频率依赖性(α)为-5以上。
14、然而,磁导率的频率依赖性(α)是根据在1t的磁通密度下,是在200hz、400hz、600hz和800hz测量中,获取磁导率的平均斜率(h/m/hz)。
15、根据本发明的一个实施例的无取向电工钢板,电阻率为45μω·cm以上。
16、根据本发明的一个实施例的无取向电工钢板的制造方法,其包含,通过热轧板坯制造热轧板的步骤,以重量%计,所述板坯包含si:2.5至3.8%、al:0.1至1.5%、mn:0.1至2.0%、cr:0.01至0.15%,余量包含fe和不可避免的杂质,并满足下式1,对板坯进行热轧来制造热轧板的步骤,对热轧板进行冷轧来制造冷轧板的步骤;以及对冷轧板进行最终退火的步骤。
17、[式1]
18、[cr]>([al]+[mn])/[si]/10
19、式1中,[cr]、[al]、[mn]和[si],各表示cr、al、mn和si的含量(重量%)。
20、在制造冷轧板步骤中,最大轧制速度为10m/s以上,钢板表面温度达到150℃以上,维持3分钟以上。
21、最终退火工艺步骤中,达到均热温度以后,以10至40℃/s的冷却速度冷却,冷却至700℃的制造方法。
22、在制造热轧板步骤之前,可包含将板坯加热到1100至1250℃温度加热的步骤。
23、在制造热轧板的步骤之后,还可以包含在850至1150℃的温度下,对热轧板进行退火的步骤。
24、在冷轧步骤中,压下率可达70-95%以上。
25、在最终退火的步骤中,均热温度可达到800至1070℃。
26、(三)有益效果
27、根据本发明的一个实施例的无取向电工钢板,在钢板中适量加入cr元素,形成cr富集层,显著减少磁导率的频率依赖性。
28、根据本发明的一个实施例的无取向电工钢板,在制造电机时,即使在高速旋转时,也可用小电流驱动电机,因此电机效率优异。
29、最后,根据本发明的一个实施例的无取向电工钢板,有助于制造环保汽车电机、高效家电电机和超高端电机。
技术特征:
1.一种无取向电工钢板,其中,
2.根据权利要求1所述的无取向电工钢板,其中,
3.根据权利要求1所述的无取向电工钢板,其中,
4.根据权利要求1所述的无取向电工钢板,其中,
5.根据权利要求1所述的无取向电工钢板,其中,
6.根据权利要求1所述的无取向电工钢板,其中,
7.根据权利要求1所述的无取向电工钢板,其中,
8.一种无取向电工钢板的制造方法,其包含,
9.根据权利要求8所述的无取向电工钢板制造方法,其中,
10.根据权利要求8所述的无取向电工钢板制造方法,其中,
11.根据权利要求8所述的无取向电工钢板制造方法,其中,
12.根据权利要求8所述的无取向电工钢板制造方法,其中
技术总结
根据本发明的一个实施例的无取向电工钢板,以重量%计,所述钢板包含Si:2.5至3.8%、Al:0.1至1.5%、Mn:0.1至2.0%和Cr:0.01至0.15%,余量包含Fe和不可避免的杂质,满足下述式1。[式1][Cr]>([Al]+[Mn])/[Si]/10,式1中,[Cr]、[Al]、[Mn]和[Si],各表示Cr、Al、Mn和Si的含量(重量%)。
技术研发人员:金载勋,申洙容,具周泳,金承日
受保护的技术使用者:浦项股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!