提高模具自动配合精度的浮动套及其与顶芯板的安装结构的制作方法
1.本发明涉及铸造技术领域,具体涉及一种提高模具自动配合精度的浮动套及其与顶芯板的安装结构。
背景技术:
2.铸造是将液态金属浇入铸型,经冷却凝固获得所需形状和性能的零件的制作过程。此过程形成的零件叫做铸件,铸件的内腔或者孔洞需要砂芯来形成。砂芯的制作需要芯盒模具和制芯设备来完成,芯盒由上芯盒、下芯盒、射砂板和顶芯板等组成。
3.制芯时,将砂芯芯盒安装到制芯机上,通过一定的制芯工艺完成砂芯的制作。砂芯取出前需要通过顶芯板和上芯盒的配合,利用顶芯杆将砂芯从上芯盒中顶出,这个过程要求顶芯板和上芯盒有足够的配合精度。
4.当前的技术中,芯盒的各部分通过螺栓把紧的方式安装到制芯机上,通过销子销套的配合来保证合模的配合精度。
5.但其存在如下问题:当长时间使用后,由于设备精度降低或者芯盒加热变形等原因,导致设备上的销子与顶芯板的销套中心不再对齐,合模时就会造成销子销套磕碰破损,严重时造成顶芯杆破损或者芯盒模具损坏,砂芯无法完整成型,影响生产。
6.其主要原因是:顶芯板与制芯机通过螺杆和螺母连接装配后紧固卡死,没有间隙可以调整。
技术实现要素:
7.本发明的目的就是针对上述技术的不足,提供一种提高模具自动配合精度的浮动套及其与顶芯板的安装结构,解决芯盒模具和制芯机之间配合不到位的问题,且避免了模具因磨损严重产生的报废问题。
8.为实现上述目的,本发明所设计的提高模具自动配合精度的浮动套,包括浮动套本体,所述浮动套本体内设有竖向贯穿的螺杆孔,所述浮动套本体的底部沿水平面向外延伸形成第一凸环,所述浮动套本体的顶部边缘内凹形成第一台阶,所述第一台阶上套置有浮动套盖板,所述浮动套盖板的顶部沿水平面向外延伸形成第二凸环。
9.优选地,所述浮动套本体的外径与所述浮动套盖板的外径相同。
10.一种所述提高模具自动配合精度的浮动套与顶芯板的安装结构,顶芯板上设有竖向的套孔,所述顶芯板位于所述套孔的上表面设有第二台阶,所述顶芯板位于所述套孔的下表面设有第三台阶,所述浮动套本体从所述套孔的下端插入,所述第一凸环抵住所述第三台阶,所述浮动套盖板从所述套孔的上端插入,套置在所述浮动套本体的第一台阶上,且所述第二凸环抵住所述第二台阶,设置在顶芯机下方的螺杆穿过所述浮动套本体上的螺杆孔,所述螺杆的下端部旋有螺母,所述螺母抵在所述浮动套本体的下表面。
11.优选地,所述浮动套本体的外壁与所述顶芯板上套孔的内壁之间设有0.5~1.5mm的间隙。
12.本发明与现有技术相比,具有以下优点:
13.1、通过浮动套的调节作用,解决芯盒模具和制芯机之间的配合不到位的问题;
14.2、浮动套设计为单独的模块,在其磨损失效后可快速的更换,避免了模具因磨损严重产生的报废问题,操作方便,成本低廉。
附图说明
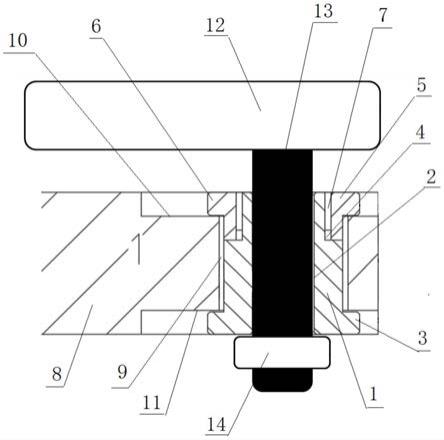
15.图1为本发明提高模具自动配合精度的浮动套与顶芯板的安装结构的结构示意图。
16.图中各部件标号如下:
17.浮动套本体1、螺杆孔2、第一凸环3、第一台阶4、浮动套盖板5、第二凸环6、本体孔7、顶芯板8、套孔9、第二台阶10、第三台阶11、顶芯机12、螺杆13、螺母14。
具体实施方式
18.下面结合附图和具体实施例对本发明作进一步的详细说明。
19.如图1所示,本发明一种提高模具自动配合精度的浮动套,包括浮动套本体1,浮动套本体1内设有竖向贯穿的螺杆孔2,浮动套本体1的底部沿水平面向外延伸形成第一凸环3,浮动套本体1的顶部边缘内凹形成第一台阶4,第一台阶4上套置有浮动套盖板5,浮动套盖板5的顶部沿水平面向外延伸形成第二凸环6,浮动套盖板5的中部设有供浮动套本体1穿过的本体孔7。
20.本实施例中,浮动套本体1的外径与浮动套盖板5的外径相同。
21.本实施例提高模具自动配合精度的浮动套使用时,其安装在顶芯板8上,顶芯板8上设有竖向的套孔9,顶芯板8位于套孔9的上表面设有第二台阶10,顶芯板8位于套孔9的下表面设有第三台阶11,浮动套本体1从套孔9的下端插入,第一凸环3抵住第三台阶11,浮动套盖板5从套孔9的上端插入,套置在浮动套本体1的第一台阶4上,且第二凸环6抵住第二台阶10,设置在顶芯机12下方的螺杆13穿过浮动套本体1上的螺杆孔2,螺杆13的下端部旋有螺母14,螺母14抵在浮动套本体1的下表面。
22.其中,浮动套本体1的外壁与顶芯板8上套孔9的内壁之间设有0.5~1.5mm的间隙,本实施例中,该间隙为1mm,通过该间隙,可以调整顶芯板8的位置度,使顶芯板8上的顶芯杆和上芯盒的顶芯杆衬套可以顺利的配合,避免出现对不齐发生磕碰破损的问题。
23.本发明提高模具自动配合精度的浮动套及其与顶芯板的安装结构,通过浮动套的调节作用,解决芯盒模具和制芯机之间的配合不到位的问题;且浮动套设计为单独的模块,在其磨损失效后可快速的更换,避免了模具因磨损严重产生的报废问题,操作方便,成本低廉。
技术特征:
1.一种提高模具自动配合精度的浮动套,包括浮动套本体(1),其特征在于:所述浮动套本体(1)内设有竖向贯穿的螺杆孔(2),所述浮动套本体(1)的底部沿水平面向外延伸形成第一凸环(3),所述浮动套本体(1)的顶部边缘内凹形成第一台阶(4),所述第一台阶(4)上套置有浮动套盖板(5),所述浮动套盖板(5)的顶部沿水平面向外延伸形成第二凸环(6),所述浮动套盖板(5)的中部设有供所述浮动套本体(1)穿过的本体孔(7)。2.根据权利要求1所述提高模具自动配合精度的浮动套,其特征在于:所述浮动套本体(1)的外径与所述浮动套盖板(5)的外径相同。3.一种如权利要求1或2所述提高模具自动配合精度的浮动套与顶芯板的安装结构,其特征在于:顶芯板(8)上设有竖向的套孔(9),所述顶芯板(8)位于所述套孔(9)的上表面设有第二台阶(10),所述顶芯板(8)位于所述套孔(9)的下表面设有第三台阶(11),所述浮动套本体(1)从所述套孔(9)的下端插入,所述第一凸环(3)抵住所述第三台阶(11),所述浮动套盖板(5)从所述套孔(9)的上端插入,套置在所述浮动套本体(1)的第一台阶(4)上,且所述第二凸环(6)抵住所述第二台阶(10),设置在顶芯机(12)下方的螺杆(13)穿过所述浮动套本体(1)上的螺杆孔(2),所述螺杆(13)的下端部旋有螺母(14),所述螺母(14)抵在所述浮动套本体(1)的下表面。4.根据权利要求3所述提高模具自动配合精度的浮动套与顶芯板的安装结构,其特征在于:所述浮动套本体(1)的外壁与所述顶芯板(8)上套孔(9)的内壁之间设有0.5~1.5mm的间隙。
技术总结
本发明涉及铸造技术领域,公开了一种提高模具自动配合精度的浮动套,包括浮动套本体,浮动套本体内设有竖向贯穿的螺杆孔,浮动套本体的底部沿水平面向外延伸形成第一凸环,浮动套本体的顶部边缘内凹形成第一台阶,第一台阶上套置有浮动套盖板,浮动套盖板的顶部沿水平面向外延伸形成第二凸环。本发明还公开了一种提高模具自动配合精度的浮动套与顶芯板的安装结构。本发明提高模具自动配合精度的浮动套及其与顶芯板的安装结构,解决芯盒模具和制芯机之间配合不到位的问题,且避免了模具因磨损严重产生的报废问题。严重产生的报废问题。严重产生的报废问题。
技术研发人员:梁雷 林浩 张鹏
受保护的技术使用者:东风汽车股份有限公司
技术研发日:2022.01.21
技术公布日:2022/5/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1