一种重型汽车用高强度骑马螺栓及其制作方法与流程
1.本发明涉及一种重型汽车用高强度骑马螺栓及其制作方法,属于汽车制造领域。
背景技术:
2.骑马螺栓由于其固定物件的方式像人骑在马上一样而得名,其两头有螺纹可与螺帽结合,主要用于固定管状物如水管或片状物如汽车的板簧。其形状为u形,故又称为u型螺栓。高强度骑马螺栓主要应用于中、重型载货车,用来连接前轴与前悬架板簧或者后桥与后悬架板簧,起到稳定汽车底盘与车架的作用。近年来,随着汽车轻量化的要求逐渐增加,高强度少片钢板弹簧的使用量越来越大,对其疲劳寿命的要求也逐年增加,然而,骑马螺栓作为板簧与桥的连接件,直接与板簧表面接触,表面质量、强度等级、尺寸精度等的要求也越来越高。同时,汽车零部件制造厂的环保压力骤增,可取消调质处理的绿色环保型非调质钢的开发,瞬间便成为了研究的热点和难点。通常10.9或者11.9级骑马螺栓采用合金结构圆钢40cr进行调质处理生产,但是调质处理会使螺栓产生变形甚至开裂,尤其对于螺纹的位置,在淬火之前就已经加工完成,热处理之后其尺寸精度便会大大降低,并且调质处理还需要消耗大量的能源,这与越来越严格的环保要求、能源压力是相违背的。开发一种高尺寸精度、高强度级别的绿色环保型非调质钢骑马螺栓及其制作方法,全面替代40cr钢调质处理生产,势在必行。
技术实现要素:
3.本发明所要解决的技术问题是针对现有技术存在的缺陷,提供一种重型汽车用高强度骑马螺栓及其制作方法,提高骑马螺栓的加工效率和尺寸精度。
4.为解决这一技术问题,本发明提供了一种重型汽车用高强度骑马螺栓,其化学成分的质量百分比为:c:0.36-0.46%、si:0.25-0.45%、mn:1.40-1.70%、p:0.005-0.020%、s:0.001-0.010%、cr:0.15-0.30%、v:0.04-0.08%、nb:0.020-0.040%、al:0.015-0.035%、ni:0.005-0.10%、cu:0.005-0.10%、mo:0.005-0.05%、o:0.0005-0.0015%、n:0.008-0.016%、h:0.00005-0.0002%,余量为fe及不可避免的杂质;制作方法步骤如下:
5.步骤s1,将铁水冶炼浇注成满足所述化学成分含量的连铸方坯:高炉铁水
→
kr脱硫处理
→
转炉吹炼
→
lf炉精炼
→
rh真空处理
→
浇注连铸方坯;
6.步骤s2,将连铸方坯轧制成非调质钢圆钢:连铸方坯
→
加热炉加热
→
高压水除鳞
→
轧制
→
冷床冷却
→
切分定尺
→
圆钢;
7.步骤s3,圆钢精整处理:矫直
→
倒棱
→
漏磁+超声波探伤
→
缺陷处理
→
合格圆钢,将质量不合格圆钢通过缺陷处理或者报废,形成合格圆钢;
8.步骤s4,将热轧圆钢冷加工制作骑马螺栓:圆钢
→
抛丸
→
冷拉
→
校直
→
断料
→
倒角
→
滚丝
→
(拍扁)
→
压型
→
涂覆
→
包装
→
骑马螺栓。
9.进一步地,所述骑马螺栓的化学成分的质量百分比为:c:0.41%、si:0.36%、mn:1.58%、p:0.010%、s:0.006%、cr:0.19%、v:0.062%、nb:0.031%、al:0.025%、ni:
0.017%、cu:0.013%、mo:0.017%、o:0.0008%、n:0.0131%、h:0.00011%,余量为fe及不可避免的杂质。
10.进一步地,所述骑马螺栓的化学成分的质量百分比为:c:0.40%、si:0.38%、mn:1.61%、p:0.009%、s:0.003%、cr:0.18%、v:0.059%、nb:0.035%、al:0.026%、ni:0.021%、cu:0.012%、mo:0.019%、o:0.0010%、n:0.0122%、h:0.00008%,余量为fe及不可避免的杂质。
11.进一步地,所述步骤s1中,(1)铁水经过kr脱硫处理之后,s含量≤0.010%,温度≥1300℃;(2)转炉吹炼之后,钢水c含量≥0.10%,钢水温度≥1600℃;(3)rh真空处理之后,n含量0.008-0.014%,h≤0.00015%;(4)浇注连铸方坯时,连铸坯断面为250mm
×
250mm,过热度≤30℃,二冷比水量为0.15-0.25l/kg,结晶器电磁搅拌参数为:电流200-350a,频率2-4hz,末端电磁搅拌参数为:电流300-400a,频率5-7hz,连铸轻压下总量为8-15mm,压下区间为2-7#辊;优选为3-6#辊。
12.进一步地,所述步骤s2中,(1)热轧圆钢的直径为φ15-φ35mm,优选为φ18-φ30mm;(2)连铸方坯在加热炉加热时,高温段温度1160-1220℃,时间≥150min;(3)在冷床冷却时,保温罩全盖;(4)圆钢金相组织为铁素体和珠光体,不允许出现贝氏体和马氏体。
13.进一步地,所述步骤s3中,漏磁探伤的标准为表面厚度≤0.20mm,超声波探伤的标准为≤4级。
14.进一步地,所述步骤s4中,进行冷拉时,拉拔量即直径减小值为1-4mm;优选拉拔量为1.2-3.5mm。
15.有益效果:本发明制作的非调质钢骑马螺栓,取消了传统40cr钢的调质处理,能耗大大降低、加工效率和尺寸精度显著提高,强度等级更是达到11.9级,同时生产成本较40cr钢调质降低10%,经济和社会效益显著。
具体实施方式
16.下面通过具体实施例对本发明作进一步详细说明。
17.在以下的实施方式中,很多细节的描述是为了使得本技术能被更好的理解;本领域技术人员可以毫不费力的认识到,其中部分特征在不同情况下是可以省略的,或者可以由其他材料、方法所替代。
18.本发明成分的质量百分比范围为c:0.36-0.46%、si:0.25-0.45%、mn:1.40-1.70%、p:0.005-0.020%、s:0.001-0.010%、cr:0.15-0.30%、v:0.04-0.08%、nb:0.020-0.040%、al:0.015-0.035%、ni:0.005-0.10%、cu:0.005-0.10%、mo:0.005-0.05%、o:0.0005-0.0015%、n:0.008-0.016%、h:0.00005-0.0002%,余量为fe及不可避免的杂质。
19.本发明骑马螺栓的制作方法包括如下步骤:
20.步骤s1:浇注连铸方坯,通过5个工序:按照所述化学成分配比炼制高炉铁水
→
kr脱硫处理
→
转炉吹炼
→
lf炉精炼
→
rh真空处理
→
浇注连铸方坯,将铁水转变成化学成分合格的连铸方坯。
21.步骤s2:热轧圆钢,通过5个工序:连铸方坯
→
加热炉加热
→
高压水除鳞
→
轧制
→
冷床冷却
→
切分定尺
→
圆钢,将连铸方坯轧制成为尺寸合格的非调质钢圆钢。
22.步骤s3:圆钢精整处理,通过4个工序:矫直
→
倒棱
→
漏磁+超声波探伤
→
缺陷处理
→
合格圆钢,将质量不合格圆钢通过缺陷处理或者报废,形成合格圆钢。
23.步骤s4:制作骑马螺栓,通过10个工序:圆钢
→
抛丸
→
冷拉
→
校直
→
断料
→
倒角
→
滚丝
→
(拍扁)
→
压型
→
涂覆
→
包装
→
骑马螺栓,将热轧圆钢冷加工成为质量合格的骑马螺栓。
24.实施例1-6:
25.各实施例制备方法工艺参数(如表1-表4)
26.对于浇注连铸方坯的步骤s1:
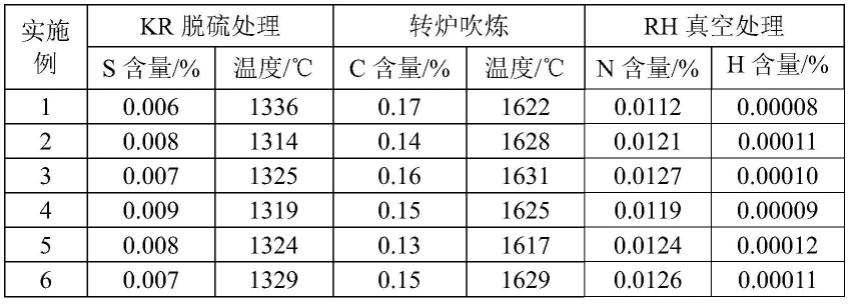
27.(1)铁水经过kr脱硫处理之后,s含量≤0.010%,温度≥1300℃;
28.(2)转炉吹炼之后,钢水c含量≥0.10%,钢水温度≥1600℃;
29.(3)rh真空处理之后,n含量0.008-0.014%,h≤0.00015%;
30.表1 各实施例在kr脱硫处理、转炉吹炼和rh真空处理工序的参数
[0031][0032]
(4)浇注连铸方坯时,连铸坯断面为250mm
×
250mm,过热度≤30℃,二冷比水量为0.15-0.25l/kg,结晶器电磁搅拌参数为:电流200-350a,频率2-4hz,末端电磁搅拌参数为:电流300-400a,频率5-7hz,连铸轻压下总量为8-15mm,压下区间为2-7#辊,优选为3-6#辊;
[0033]
表2 各实施例在浇注连铸方坯工序的参数
[0034][0035]
对于热轧圆钢的步骤s2:
[0036]
(1)热轧圆钢的直径为φ15-φ35mm,优选为φ18-φ30mm;
[0037]
(2)连铸方坯在加热炉加热时,高温段温度1160-1220℃,时间≥150min;
[0038]
(3)在冷床冷却时,保温罩全盖。
[0039]
(4)圆钢金相组织为铁素体和珠光体,不允许出现贝氏体和马氏体;
[0040]
表3 各实施例在热轧圆钢步骤的参数
40.0260.0210.0120.0190.00100.01220.00008 50.0220.0190.0160.0180.00090.01270.00010 60.0200.0210.0140.0220.00100.01320.00010 [0052]
实验例:将实施例1-6制作的非调质钢骑马螺栓与40cr调质钢骑马螺栓进行指标测试
[0053]
表6 相同规格非调质钢骑马螺栓与40cr调质钢的性能对比
[0054][0055]
注:40cr调质钢骑马螺栓为国内某汽车零部件厂生产,较非调质钢骑马螺栓,在滚丝之后增加了调质处理工序,并且不进行冷拉工序。
[0056]
通过表6可以看出,不论是m20还是m24的非调质钢骑马螺栓,较相同规格40cr钢调质相比,疲劳寿命大大提高,这主要就在于螺纹位置采用冷加工,尺寸精度大大提高,同时不进行调质处理,骑马螺栓表面的脱碳大大减轻。
[0057]
本发明通过化学成分设计、圆钢表面质量和内部组织控制、合适的冷拉工艺控制,实现骑马螺栓的强度级别稳定的达到11.9级,并且表面质量好、尺寸精度高,解决目前40cr钢调质处理带来的骑马螺栓尺寸精度差、加工流程复杂、能耗高等技术难题。
[0058]
本发明上述实施方案,只是举例说明,不是仅有的,所有在本发明范围内或等同本发明的范围内的改变均被本发明包围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1