一种高强度高硬度塑性材料的磨料水射流抛光装置
1.本发明涉及材料表面抛光技术领域,更具体的说是涉及一种高强度高硬度塑性材料的磨料水射流抛光装置。
背景技术:
2.磨料水射流抛光是利用由喷嘴小孔高速喷出的混有细小磨料粒子的抛光液作用于工件表面,通过磨料粒子的高速碰撞剪切作用达到磨削去除材料,通过控制抛光液喷射时的压力、角度及喷射时间等工艺参数来定量修正工件表面粗糙度的抛光加工工艺。
3.磨料水射流加工根据水与磨料的混合方式不同,分为前混合式磨料水射流加工和后混合式磨料水射流加工。前混合式磨料水射流加工是先将磨料与水混合成磨料溶液,再将磨料溶液加压通过喷嘴形成磨料水射流;后混合式磨料水射流加工是400mpa-600mpa高压纯水通过宝石喷嘴与固体磨料在混合腔内混合然后从砂管中喷射出来,由于纯水需要较高压力才能在混合腔内形成局部真空进而把磨料吸入到混合腔与纯水混合,实现磨料的有效加速,从而实现高压磨料水射流的贯穿式加工并且加工速度快。
4.但是,前混合式磨料水射流加工具有液压元件、喷嘴、管路等工作部件磨损严重、磨料在传输过程中的沉淀与堵塞以及压力、磨料浓度和流量的调节不方便等缺点,由于压力低、磨料细,目前主要应用于硬脆材料的抛光,对于高强度高硬度塑性材料,由于其材料强度高、硬度高,磨料压力低、动能小,难以有效去除,导致对高强度高硬度塑性材料的加工速度低、效率低,即前混合式低压磨料水射流难以对高强度高硬度塑性材料进行有效抛光;而后混合式磨料水射流加工由于射流压力超高,在射流加工贯穿前,容易引起磨料和水向四周发散,因此后混合式磨料水射流加工主要应用于切割、打孔等贯穿式加工,但不适用于材料表面抛光。
5.因此,提供一种适用于高强度高硬度塑性材料表面的磨料水射流抛光装置是本领域技术人员亟需解决的问题。
技术实现要素:
6.有鉴于此,本发明提供了一种高强度高硬度塑性材料的磨料水射流抛光装置,解决了前混合式低压磨料水射流难以对高强度高硬度塑性材料进行有效抛光、后混合式超高压磨料水射流难以用于材料抛光的技术难题,使得磨料水射流加工能够广泛用于各种材料的抛光,尤其是对高强度高硬度塑性材料以及复杂表面、曲面零件的抛光。
7.为了实现上述目的,本发明采用如下技术方案:
8.一种高强度高硬度塑性材料的磨料水射流抛光装置,包括:
9.供压系统,所述供压系统包括供水子系统和增压子系统,所述增压子系统安装在所述供水子系统的纯水管路上;
10.水射流系统,所述水射流系统包括稳压调压子系统和纯水喷射子系统,所述稳压调压子系统安装在所述纯水管路上,且位于所述增压子系统的后方;所述纯水喷射子系统
的纯水宝石喷嘴安装在所述纯水管路末端;
11.磨料水射流喷射系统,所述磨料水射流喷射系统包括磨料溶液喷射子系统和喷射混合子系统,所述磨料溶液喷射子系统与所述喷射混合子系统的喷头混合腔连接相通;所述纯水宝石喷嘴与所述喷头混合腔连接相通。
12.通过采取以上方案,本发明的有益效果是:
13.通过增压子系统、稳压调压子系统调节供水子系统和纯水喷射子系统压力,以及通过磨料溶液喷射子系统调节磨料水流量,实现喷射混合子系统的射流压力稳定、射流流量稳定,且射流磨料浓度可调、射流压力值可调,从而提高高强度高硬度塑性材料表面抛光速度、抛光质量以及实现复杂表面、曲面的抛光。
14.进一步的,还包括机床平台,所述机床平台包括机床床身、x轴导轨、y 轴导轨、v轴转台、工件工作台、工件夹具、z轴导轨、u轴转台和控制系统,所述x轴导轨安装在所述机床床身的底座上;所述y轴导轨安装在所述x轴导轨顶部;所述v轴转台安装在所述y轴导轨顶部;所述工件工作台固定在所述 v轴转台的顶部;所述工件夹具安装在所述工件工作台上;所述z轴导轨安装在所述机床床身的立座上;所述u轴转台安装在所述z轴导轨上;所述控制系统用于控制所述x轴导轨、所述y轴导轨、所述v轴转台、所述z轴导轨和所述 u轴转台的运动。
15.进一步的,所述供水子系统包括水箱、过滤器、第一单向阀和第一截止阀,所述纯水管路包括第一管路、第二管路和第三管路,所述水箱一侧通过所述第一管路与所述第二管路连接相通,所述水箱另一侧通过所述第三管路与所述第一管路及所述第二管路连接相通;所述过滤器和所述第一单向阀依次安装在所述第一管路上;所述第一截止阀安装在所述第三管路上;所述纯水宝石喷嘴安装在所述第二管路的延伸末端。
16.进一步的,所述增压子系统包括第二单向阀、第一压力表、第二截止阀以及通过气体管路依次连接的空气压缩机、空气过滤器、减压阀、第二压力表、油雾器或二联体、电磁换向阀和增压缸,所述第二单向阀和所述第一压力表依次安装在所述第一管路上,所述第二截止阀安装在所述第二管路上;所述增压缸安装在所述第一管路上,且位于所述第一单向阀和所述第二单向阀之间。
17.进一步的,所述稳压调压子系统包括蓄能器、第三压力表、调压阀和第四压力表,所述蓄能器、所述第三压力表、所述调压阀和所述第四压力表依次安装在所述第二管路上,且所述蓄能器位于所述第二截止阀后方。
18.进一步的,所述纯水喷射子系统还包括支架和喷头座,所述支架固定在所述u轴转台上;所述喷头座固定在所述支架上;所述纯水宝石喷嘴装夹在所述喷头座上。
19.进一步的,所述磨料溶液喷射子系统包括磨料溶液仓、磨料溶液管路、伺服电机、搅拌设备、变频器及调节开关、泵和流量阀,所述磨料溶液仓通过所述磨料溶液管路与所述喷头混合腔连接相通;所述搅拌设备安装在所述磨料溶液仓内;所述伺服电机的输出轴与所述搅拌设备连接;所述变频器及调节开关与所述伺服电机电性连接;所述泵和所述流量阀依次安装在所述磨料溶液管路上。
20.进一步的,所述喷射混合子系统还包括砂管喷嘴,所述砂管喷嘴安装在所述喷头混合腔的底部,且对准所述工件工作台。
21.由此可知,本发明提供了一种高强度高硬度塑性材料的磨料水射流抛光装置,与
现有技术相较而言,本发明:
22.1)射流压力任意可调,射流压力在2mpa-100mpa范围内可调,根据材料实际情况,调整射流压力,采用中低压磨料水射流加工,从而降低贯穿式超高压磨料水射流加工的干涉,规避射流柱过冲蚀,提高抛光精度、表面质量、表面性能,同时发挥以点区域去除的射流加工技术与计算机控制技术(控制系统)相结合的优势,实现零件的复杂表面抛光;
23.2)磨料水浓度任意可调,采用磨料水主动供给,而不是依靠高压水射流在混合腔内形成局部真空把磨料吸入到混合腔内,从而避免难以形成稳定的负压区,采用纯水射流与高浓度磨料水在混合腔内混合,通过改变高浓度磨料水浓度、磨料水流量,从而实现砂管喷嘴喷射出的水磨料浓度调整;
24.3)射流稳定、可控,采用纯水与高浓度磨料水混合,即液体与液体相混合,而不是采用传统的液体与固体相混合,从而避免尤其是在低压、小流量射流时,微细磨料容易起拱、团聚,进而引起供料中断、产生堵塞、射流不稳定的现象,具有射流稳定、磨料浓度可调、射流压力可调、系统可控的优点,提高磨料水射流抛光的稳定性、加工速度、加工质量。
附图说明
25.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
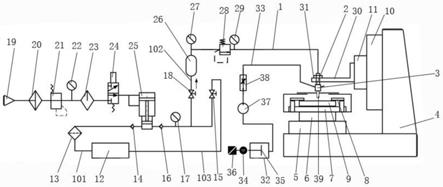
26.图1为本发明提供的一种高强度高硬度塑性材料的磨料水射流抛光装置的结构示意图。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.如图1所示,本发明实施例公开了一种高强度高硬度塑性材料的磨料水射流抛光装置,包括:
29.供压系统,供压系统包括供水子系统和增压子系统,增压子系统安装在供水子系统的纯水管路1上;
30.水射流系统,水射流系统包括稳压调压子系统和纯水喷射子系统,稳压调压子系统安装在纯水管路1上,且位于增压子系统的后方;纯水喷射子系统的纯水宝石喷嘴2安装在纯水管路1末端;
31.磨料水射流喷射系统,磨料水射流喷射系统包括磨料溶液喷射子系统和喷射混合子系统,磨料溶液喷射子系统与喷射混合子系统的喷头混合腔3连接相通;纯水宝石喷嘴2与喷头混合腔3连接相通。
32.本发明通过调节供压系统压力和磨料水流量,实现磨料水射流抛光系统的射流压力稳定、射流流量稳定、射流磨料浓度可调、射流压力值可调,提高高强度高硬度塑性材料
表面抛光速度、抛光质量以及实现复杂表面、曲面的抛光。
33.具体的,还包括机床平台,机床平台包括机床床身4、x轴导轨5、y轴导轨6、v轴转台7、工件工作台8、工件夹具9、z轴导轨10、u轴转台11和控制系统,x轴导轨5安装在机床床身4的底座上;y轴导轨6安装在x轴导轨5顶部; v轴转台7安装在y轴导轨6顶部;工件工作台8固定在v轴转台7的顶部;工件夹具9安装在工件工作台8上;z轴导轨10安装在机床床身4的立座上;u轴转台 11安装在z轴导轨10上;控制系统用于控制x轴导轨5、y轴导轨6、v轴转台7、 z轴导轨10和u轴转台11的运动。在本实施例中,机床平台形成五轴加工系统。
34.具体的,供水子系统包括水箱12、过滤器13、第一单向阀14和第一截止阀15,纯水管路1包括第一管路101、第二管路102和第三管路103,水箱12一侧通过第一管路101与第二管路102连接相通,水箱12另一侧通过第三管路103 与第一管路101及第二管路102连接相通;过滤器13和第一单向阀14依次安装在第一管路101上;第一截止阀15安装在第三管路103上;纯水宝石喷嘴2安装在第二管路102的延伸末端。本实施例中,第一管路101、第二管路102为进水管路,第三管路103是多余的水流回水管路。
35.具体的,增压子系统包括第二单向阀16、第一压力表17、第二截止阀18 以及通过气体管路依次连接的空气压缩机19、空气过滤器20、减压阀21、第二压力表22、油雾器23或二联体、电磁换向阀24和增压缸25,第二单向阀16 和第一压力表17依次安装在第一管路101上,第二截止阀18安装在第二管路 102上;增压缸25安装在第一管路101上,且位于第一单向阀14和第二单向阀 16之间。
36.在本实施例中,增压子系统和供水子系统一起为高压喷射提供能量,采用空气压缩机19提供动力源,同时配合增压缸25,增大纯水供压压力,通过调压阀21对纯水射流进行调压,达到所需要的射流压力。
37.具体的,稳压调压子系统包括蓄能器26、第三压力表27、调压阀28和第四压力表29,蓄能器26、第三压力表27、调压阀28和第四压力表29依次安装在第二管路102上,且蓄能器26位于第二截止阀18后方。在本实施例中,稳压调压子系统为喷射系统提供压力稳定、流量稳定、压力可调的高压射流。
38.具体的,纯水喷射子系统还包括支架30和喷头座31,支架30固定在u轴转台11上;喷头座31固定在支架30上;纯水宝石喷嘴2装夹在喷头座31上。
39.具体的,磨料溶液喷射子系统包括磨料溶液仓32、磨料溶液管路33、伺服电机34、搅拌设备35、变频器及调节开关36、泵37和流量阀38,磨料溶液仓32通过磨料溶液管路33与喷头混合腔3连接相通;搅拌设备35安装在磨料溶液仓32内;伺服电机34的输出轴与搅拌设备35连接;变频器及调节开关36与伺服电机34电性连接;泵37和流量阀38依次安装在磨料溶液管路33上。在本实施例中,纯水射流与低压高浓度磨料溶液在喷头混合腔3内充分混合,形成稳定、可调的磨料水射流抛光系统,是磨料水射流抛光系统的核心。
40.具体的,喷射混合子系统还包括砂管喷嘴39,砂管喷嘴39安装在喷头混合腔3的底部,且对准工件工作台8。
41.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
42.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1