一种铸造-轧制高强高韧铝硅合金及其制备方法与流程
1.本发明属于金属材料加工领域,具体涉及一种铸造-轧制高强高韧铝硅合金及其制备方法。
背景技术:
2.由于铝硅合金具有良好的铸造性能,较小的密度,优秀的耐腐蚀性以及良好力学性能,已经在汽车、通讯及航空航天领域得到了广泛应用。随着汽车行业的飞速发展,我国车辆保有量逐年提高,在汽车的使用过程中对转向节的力学性能提出了较高要求;且复杂零件难以铸造一次成型,需要多次使用铸造和锻压联合工艺进行制备,因而亟需开发一种适用于铸锻联合工艺的新型铝合金以满足产品高强高韧的性能要求;铝硅合金因其突出的综合性能,是当前可以选择的最佳材料之一。
3.目前,铸造铝硅合金通过合金化和热处理可以将强度提高到一个较高水平,但经过合金化提高强度后其断裂延伸率一般会有较大的下降,添加稀土元素虽然可以同时提高强度和断裂延伸率,但由于其成本较高,不适合大批量工业生产使用,因此,如何开发一种低成本的高强度、高韧性的铝硅合金是目前亟需解决的技术难题。
技术实现要素:
4.为了克服现有技术中存在的上述问题,本发明的目的是提供一种铸造-轧制高强高韧铝硅合金及其制备方法,选用常规的元素,对元素配方进行了优化,结合双辊轧制工艺大幅度提升铝硅合金的力学性能。
5.本发明通过如下技术方案实现:
6.一种铸造-轧制高强高韧铝硅合金,按照质量百分计,由以下成分组成:si:6-9%、cu:0.3-0.5%、mg:0.4-0.6%、mn:0.1-0.4%、sr:0.01-0.05%、ti:0.01-0.05%、b:0.002-0.004%,不可避免的杂质含量≤0.2%,余量为al。
7.进一步地,所述的高强高韧铝硅合金组分为:si:6.8-8.5%、cu:0.4-0.5%、mg:0.5-0.55%、mn:0.3-0.4%、sr:0.01-0.03%、ti:0.012-0.014%、b:0.0024-0.0028%,不可避免的杂质含量≤0.2%,余量为al。
8.另一方面,本发明还提供了一种铸造-轧制高强高韧铝硅合金的制备方法,具体包括如下步骤:
9.步骤一:熔炼:
10.按照合金组分进行称取原料,向石墨坩埚中加入纯al、al-si合金、al-cu合金和al-mn合金,将石墨坩埚放入电阻炉中,升温至750-850℃进行熔炼,获得合金熔炼液,再将电阻炉内温度降至700-760℃,向合金熔炼液中加入纯mg获得合金熔体;
11.步骤二:变质、细化处理:
12.将al-sr合金和al-5ti-b放入步骤一获得的合金熔体中,匀速搅拌至合金充分熔化后保温5-20分钟,进行除渣除气处理,再向合金熔体中通入高纯ar气进行精炼,除去合金
液中的杂质及氢气等,撇渣后静置2-10分钟后获得合金液;
13.步骤三:浇注:
14.将步骤二获得的合金液倒入100-200℃的模具中,自然冷却,获得铸件;
15.步骤四:均质化处理:
16.将步骤三获得的铸件切割成合金板并在上下表面喷涂氮化硼润滑剂,置于热处理炉450-550℃均质化处理2-5h获得均质化处理后的合金板;
17.步骤五:轧制:
18.将步骤四获得的合金板在双辊轧机进行轧制,轧制后试样自然冷却,通过调节辊隙,进行单道次45-55%压下量的轧制,轧制变形获得合金薄板,其中轧辊直径150mm,辊温200℃,辊速为15rpm;
19.步骤六:热处理:
20.将步骤五获得的合金薄板采用t6热处理,固溶450-550℃30-150min后再经水淬,再经150-180℃2-6h后时效处理获得铸造-轧制高强高韧铝硅合金。
21.进一步地,步骤一所述的合金组分,按照质量百分计,由以下成分组成:si:6-9%、cu:0.3-0.5%、mg:0.4-0.6%、mn:0.1-0.4%、sr:0.01-0.05%、ti:0.01-0.05%、b:0.002-0.004%,不可避免的杂质含量≤0.2%,余量为al。
22.进一步地,步骤一所述的al-si合金为al-22.4si、al-15si或al-30si中的任意一种;所述的al-cu合金为al-50cu合金、al-40cu或al-30cu中的任意一种;所述的al-mn合金为al-10mn合金、al-20mn或al-30mn中的任意一种。
23.进一步地,步骤二所述的al-sr合金为al-10sr或al-20sr中的任意一种。
24.进一步地,步骤一所述的是升温至750-800℃进行熔炼。
25.进一步地,步骤四所述的置于热处理炉530-550℃均质化处理2-3h获得均质化处理后的合金板。
26.进一步地,步骤六所述的热处理:将合金薄板采用t6热处理,固溶500-540℃30-120min后再经水淬,再经160-170℃3-6h后时效处理获得铸造-轧制铝硅合金。
27.与现有技术相比,本发明的优点如下:
28.本发明的一种铸造-轧制高强高韧铝硅合金,基于al-si合金系,通过添加常见的合金元素,优化轧制工艺和热处理工艺使获得的铸造-轧制高强高韧铝硅合金,具备较高的强度和延伸率,获得了高强、高韧al-si合金,并在铝合金铸造和锻压领域具有较强的应用。
29.使用本工艺可以细化α-al晶粒和均匀化共晶si分布,明显提高各项力学性能,相比于8%-12%压下量的材料屈服强度从285.25mpa提升至311.84mpa,抗拉强度可从366.11mpa提升至377.00mpa,断裂延伸率可大幅提高,从7.72提升至15.82。本专利中的亚共晶铝硅合金材料类似的成分、热处理方法已经公开,但在该合金系应用轧制工艺具有独创性,未在公开专利文献中出现。本专利核心部分为轧制结合热处理可以得到高于其他专利的屈服、抗拉强度,远高于其他专利的断后延伸率,对车用转向节的开发具有一定的指导意义。
附图说明
30.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体
实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
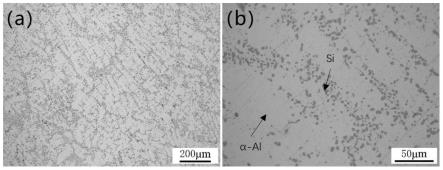
31.图1为实施例1的铝硅合金的光镜照片;
32.其中,(a)是放大100倍下实施例1最终获得的铸造-轧制高强高韧铝硅合金的光镜照片,(b)是放大500倍下实施例1最终获得合金的光镜照片;
33.图2为实施例2的铝硅合金的光镜照片;
34.其中,(a)是放大100倍下实施例2最终获得的铸造-轧制高强高韧铝硅合金的光镜照片,(b)是放大500倍下实施例2最终获得合金的光镜照片;
35.图3为实施例3的铝硅合金的光镜照片;
36.其中,(a)是放大100倍下实施例3最终获得的铸造-轧制高强高韧铝硅合金的光镜照片,(b)是放大500倍下实施例3最终获得合金的光镜照片;
37.图4为对比例1的铝硅合金的光镜照片;
38.其中,(a)是放大100倍下对比例1最终获得的铸造-轧制高强高韧铝硅合金的光镜照片,(b)是放大500倍下对比例1最终获得的合金光镜照片;
39.图5为对比例2的铝硅合金的光镜照片;
40.其中,(a)是放大100倍下对比例2最终获得的铸造-轧制高强高韧铝硅合金的光镜照片,(b)是放大500倍下对比例2最终获得合金的光镜照片;
41.图6为对比例3的铝硅合金的光镜照片;
42.其中,(a)是放大100倍下对比例3最终获得的铸造-轧制高强高韧铝硅合金的光镜照片,(b)是放大500倍下对比例3最终获得合金的光镜照片;
43.图7为对比例4的铝硅合金的光镜照片;
44.其中,(a)是放大100倍下对比例4最终获得的铸造-轧制高强高韧铝硅合金的光镜照片,(b)是放大500倍下对比例4最终获得合金的光镜照片。
具体实施方式
45.为清楚、完整地描述本发明所述技术方案及其具体工作过程,结合说明书附图,本发明的具体实施方式如下:
46.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
47.在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
48.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特
点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
49.实施例1
50.本实施例提供了一种铸造-轧制高强高韧铝硅合金,按照质量百分计,由以下成分组成:7.2%si、0.40%cu、0.57%mg、0.22%mn、0.01%sr、0.01%ti、0.002%b,不可避免的杂质含量≤0.2%,余量为al;
51.其制备方法包括如下步骤:
52.(1)熔炼:按照合金组分进行称取原料,向石墨坩埚中加入纯al、al-22.4si合金、al-50cu合金和al-20mn合金,将石墨坩埚放入电阻炉中,升温至800℃进行熔炼,获得合金熔炼液,再将电阻炉内温度降至760℃,向合金熔炼液中加入纯mg获得合金熔体;
53.(2)变质、细化处理:将al-10sr合金和al-5ti-b放入步骤(1)获得的合金熔体中,缓慢匀速搅拌至合金充分熔化后保温10分钟,进行除渣除气处理,再向合金熔体中通入高纯ar气进行精炼,除去合金液中的杂质及氢气等,撇渣后静置2分钟后获得合金液;
54.(3)浇注:将步骤(2)获得的合金液倒入200℃的模具中,自然冷却,获得铸件;
55.(4)均质化处理:将步骤(3)获得的铸件切割成合金板并在上下表面喷涂氮化硼润滑剂,置于热处理炉530℃均质化处理3h获得均质化处理后的合金板;
56.(5)轧制:将步骤(4)获得的合金板在双辊轧机进行轧制,轧制后试样自然冷却,通过调节辊隙,进行单道次轧制48.7%压下量轧制变形获得合金薄板(轧辊直径150mm,辊温200℃,辊速为15rpm);
57.(6)热处理:将步骤(5)获得的合金薄板采用t6热处理,固溶540℃30min后再经水淬,再经170℃6h后时效处理获得铸造-轧制铝硅合金。
58.实施例2
59.本实施例提供了一种铸造-轧制高强高韧铝硅合金,按照质量百分计,由以下成分组成:7.2%si、0.37%cu、0.58%mg、0.16%mn、0.01%sr,、0.013%ti、0.0026%b,不可避免的杂质含量≤0.2%,余量为al;
60.其制备方法包括如下步骤:
61.(1)熔炼:按照合金组分进行称取原料,向石墨坩埚中加入纯al、al-22.4si合金、al-50cu合金和al-20mn合金,将石墨坩埚放入电阻炉中,升温至800℃进行熔炼,获得合金熔炼液,再将电阻炉内温度降至760℃,向合金熔炼液中加入纯mg获得合金熔体;
62.(2)变质、细化处理:将al-10sr合金和al-5ti-b放入步骤(1)获得的合金熔体中,缓慢匀速搅拌至合金充分熔化后保温10分钟,进行除渣除气处理,再向合金熔体中通入高纯ar气进行精炼,除去合金液中的杂质及氢气等,撇渣后静置2分钟后获得合金液;
63.(3)浇注:将步骤(2)获得的合金液倒入200℃的模具中,自然冷却,获得铸件;
64.(4)均质化处理:将步骤(3)获得的铸件切割成合金板并在上下表面喷涂氮化硼润滑剂,置于热处理炉530℃均质化处理3h获得均质化处理后的合金板;
65.(5)轧制:将步骤(4)获得的合金板在双辊轧机进行轧制,轧制后试样自然冷却,通
过调节辊隙,进行单道次轧制50.9%压下量轧制变形获得合金薄板(轧辊直径150mm,辊温200℃,辊速为15rpm);
66.(6)热处理:将步骤(5)获得的合金薄板采用t6热处理,固溶540℃30min后再经水淬,再经170℃6h后时效处理获得铸造-轧制铝硅合金。
67.实施例3
68.本实施例提供了一种铸造-轧制高强高韧铝硅合金,按照质量百分计,由以下成分组成:7.2%si、0.40%cu、0.57%mg、0.22%mn、0.01%sr、0.01%ti、0.002%b,不可避免的杂质含量≤0.2%,余量为al;
69.其制备方法包括如下步骤:
70.(1)熔炼:按照合金组分进行称取原料,向石墨坩埚中加入纯al、al-22.4si合金、al-50cu合金和al-20mn合金,将石墨坩埚放入电阻炉中,升温至800℃进行熔炼,获得合金熔炼液,再将电阻炉内温度降至760℃,向合金熔炼液中加入纯mg获得合金熔体;
71.(2)变质、细化处理:将al-10sr合金和al-5ti-b放入步骤(1)获得的合金熔体中,缓慢匀速搅拌至合金充分熔化后保温10分钟,进行除渣除气处理,再向合金熔体中通入高纯ar气进行精炼,除去合金液中的杂质及氢气等,撇渣后静置2分钟后获得合金液;
72.(3)浇注:将步骤(2)获得的合金液倒入200℃的模具中,自然冷却,获得铸件;
73.(4)均质化处理:将步骤(3)获得的铸件切割成合金板并在上下表面喷涂氮化硼润滑剂,置于热处理炉530℃均质化处理3h获得均质化处理后的合金板;
74.(5)轧制:将步骤(4)获得的合金板在双辊轧机进行轧制,轧制后试样自然冷却,通过调节辊隙,进行单道次轧制48.9%压下量的轧制变形获得合金薄板(轧辊直径150mm,辊温200℃,辊速为15rpm);
75.(6)热处理:将步骤(5)获得的合金薄板采用t6热处理,固溶540℃2h后再经水淬,再经170℃6h后时效处理获得铸造-轧制铝硅合金。
76.对比例1
77.一种铸造-轧制高强高韧铝硅合金,按照质量百分计,由以下成分组成:7.2%si、0.37%cu、0.58%mg、0.16%mn、0.01%sr,0.013%ti、0.0026%b,不可避免的杂质含量≤0.2%,余量为al;
78.其制备方法包括如下步骤:
79.(1)熔炼:按照合金组分进行称取原料,向石墨坩埚中加入纯al、al-22.4si合金、al-50cu合金和al-20mn合金,将石墨坩埚放入电阻炉中,升温至800℃进行熔炼,获得合金熔炼液,再将电阻炉内温度降至760℃,向合金熔炼液中加入纯mg获得合金熔体;
80.(2)变质、细化处理:将al-10sr合金和al-5ti-b放入步骤(1)获得的合金熔体中,缓慢匀速搅拌至合金充分熔化后保温10分钟,进行除渣除气处理,再向合金熔体中通入高纯ar气进行精炼,除去合金液中的杂质及氢气等,撇渣后静置2分钟后获得合金液;
81.(3)浇注:将步骤(2)获得的合金液倒入200℃的模具中,自然冷却,获得铸件;
82.(4)均质化处理:将步骤(3)获得的铸件切割成合金板并在上下表面喷涂氮化硼润滑剂,置于热处理炉530℃均质化处理3h获得均质化处理后的合金板;
83.(5)轧制:将步骤(4)获得的合金板在双辊轧机进行轧制,轧制后试样自然冷却,通过调节辊隙,进行单道次轧制27.9%压下量的轧制变形获得合金薄板(轧辊直径150mm,辊
温200℃,辊速为15rpm);
84.(6)热处理:将步骤(5)获得的合金薄板采用t6热处理,固溶540℃30min后再经水淬,再经170℃6h后时效处理获得铸造-轧制铝硅合金。
85.对比例2
86.一种铸造-轧制高强高韧铝硅合金,按照质量百分计,由以下成分组成:7.3%si、0.38%cu、0.58%mg、0.01%sr、0.009%ti、0.0018%b,不可避免的杂质含量≤0.2%,余量为al;
87.其制备方法包括如下步骤:
88.(1)熔炼:按照合金组分进行称取原料,向石墨坩埚中加入纯al、al-22.4si合金、al-50cu合金和al-20mn合金,将石墨坩埚放入电阻炉中,升温至800℃进行熔炼,获得合金熔炼液,再将电阻炉内温度降至760℃,向合金熔炼液中加入纯mg获得合金熔体;
89.(2)变质、细化处理:将al-10sr合金和al-5ti-b放入步骤(1)获得的合金熔体中,缓慢匀速搅拌至合金充分熔化后保温10分钟,进行除渣除气处理,再向合金熔体中通入高纯ar气进行精炼,除去合金液中的杂质及氢气等,撇渣后静置2分钟后获得合金液;
90.(3)浇注:将步骤(2)获得的合金液倒入200℃的模具中,自然冷却,获得铸件;
91.(4)均质化处理:将步骤(3)获得的铸件切割成合金板并在上下表面喷涂氮化硼润滑剂,置于热处理炉530℃均质化处理3h获得均质化处理后的合金板;
92.(5)轧制:将步骤(4)获得的合金板在双辊轧机进行轧制,轧制后试样自然冷却,通过调节辊隙,进行单道次轧制50.9%压下量的轧制变形获得合金薄板(轧辊直径150mm,辊温200℃,辊速为15rpm);
93.(6)热处理:将步骤(5)获得的合金薄板采用t6热处理,固溶540℃30min后再经水淬,再经170℃6h后时效处理获得铸造-轧制铝硅合金。
94.对比例3
95.一种铸造-轧制高强高韧铝硅合金,按照质量百分计,由以下成分组成:7.2%si、0.40%cu、0.57%mg、0.22%mn、0.01%sr、0.01%ti、0.002%b,不可避免的杂质含量≤0.2%,余量为al;
96.其制备方法包括如下步骤:
97.(1)熔炼:按照合金组分进行称取原料,向石墨坩埚中加入纯al、al-22.4si合金、al-50cu合金和al-20mn合金,将石墨坩埚放入电阻炉中,升温至800℃进行熔炼,获得合金熔炼液,再将电阻炉内温度降至760℃,向合金熔炼液中加入纯mg获得合金熔体;
98.(2)变质、细化处理:将al-10sr合金和al-5ti-b放入步骤(1)获得的合金熔体中,缓慢匀速搅拌至合金充分熔化后保温10分钟,进行除渣除气处理,再向合金熔体中通入高纯ar气进行精炼,除去合金液中的杂质及氢气等,撇渣后静置2分钟后获得合金液;
99.(3)浇注:将步骤(2)获得的合金液倒入200℃的模具中,自然冷却,获得铸件;
100.(4)均质化处理:将步骤(3)获得的铸件切割成合金板并在上下表面喷涂氮化硼润滑剂,置于热处理炉530℃均质化处理3h获得均质化处理后的合金板;
101.(5)轧制:将步骤(4)获得的合金板在双辊轧机进行轧制,轧制后试样自然冷却,通过调节辊隙,进行单道次轧制10.1%压下量的轧制变形获得合金薄板(轧辊直径150mm,辊温200℃,辊速为15rpm);
102.(6)热处理:将步骤(5)获得的合金薄板采用t6热处理,固溶540℃30min后再经水淬,再经170℃6h后时效处理获得铸造-轧制铝硅合金。
103.对比例4
104.一种铸造-轧制高强高韧铝硅合金,按照质量百分计,由以下成分组成:7.2%si、0.40%cu、0.57%mg、0.22%mn、0.01%sr,其他不可避免的杂质含量≤0.2%,余量为al、0.01%ti、0.002%b;
105.其制备方法包括如下步骤:
106.(1)熔炼:按照合金组分进行称取原料,向石墨坩埚中加入纯al、al-22.4si合金、al-50cu合金和al-20mn合金,将石墨坩埚放入电阻炉中,升温至800℃进行熔炼,获得合金熔炼液,再将电阻炉内温度降至760℃,向合金熔炼液中加入纯mg获得合金熔体;
107.(2)变质、细化处理:将al-10sr合金和al-5ti-b放入步骤(1)获得的合金熔体中,缓慢匀速搅拌至合金充分熔化后保温10分钟,进行除渣除气处理,再向合金熔体中通入高纯ar气进行精炼,除去合金液中的杂质及氢气等,撇渣后静置2分钟后获得合金液;
108.(3)浇注:将步骤(2)获得的合金液倒入200℃的模具中,自然冷却,获得铸件;
109.(4)均质化处理:将步骤(3)获得的铸件切割成合金板并在上下表面喷涂氮化硼润滑剂,置于热处理炉530℃均质化处理3h获得均质化处理后的合金板;
110.(5)热处理:将步骤(4)获得的合金板采用t6热处理,固溶540℃30min后再经水淬,再经170℃6h后时效处理获得铸造-轧制铝硅合金。
111.实施例1-3和对比例1-4的力学性能见表1所示;
112.表1实施例1-3和对比例1-4的力学性能
[0113][0114][0115]
实施例1-3获得的铸造-轧制铝硅合金中的si颗粒以细小均匀的球状分布在al基体中,其中α-al沿轧制方向均匀分布;相比于实施例1,实施例2获得的铸造-轧制铝硅合金
中的铜和锰含量下降,镁含量有所上升,屈服强度、抗拉强度和延伸率略有下降;实施例3相比于实施例2固溶处理时间由30min提升至2h,压下量由48.7%上升到48.9%,铸造-轧制铝硅合金中的铜和锰含量下降,镁含量有所上升,结果表明合金屈服强度和抗拉强度有所升高,但延伸率略有下降,由此说明,本发明获得的铸造-轧制铝硅合金的屈服强度、抗拉强度以及延伸率不是仅仅有合金成分或者工艺决定的,是组分和各项工艺参数的协同作用,使得铸造-轧制铝硅合金的力学性能实现最佳值;
[0116]
对比例1相比于实施例2压下量由50.9%下降至27.4%,只有一部分α-al存在方向分布,其屈服强度和延伸率明显降低,抗拉强度略有提高;对比例2相比于实施例1和实施例2而言屈服强度和抗拉强度由于没有mn元素的添加明显降低;对比例3中轧制压下量仅有10.1%,α-al只有部分有方向性分布,且尺寸明显大于实施例1,相比于实施例1屈服强度、抗拉强度下降,延伸率大幅降低;对比例4没有轧制这一工艺过程α-al无方向性且si的分布也更不均匀,相比于实施例1其屈服强度和抗拉强度下降,延伸率大幅下降仅为实施例1的52%。
[0117]
综上所述,实施例1、2、3都可以得到较高的综合力学性能,其中实施例1性能优良且热处理工艺过程更节约能源为最优选。
[0118]
以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,这些简单变型均属于本发明的保护范围。
[0119]
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
[0120]
此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1